Изобретение относится к переработке пластмасс в изделия, а именно к способам изготовления полых многослойных изделий типа контейнеров.
Цель изобретения - повышение герметичнрсти и прочности контейнера.
На фиг. 1-4 показаны этапы выполнения способа при котором внутренний слой является экструдированным шлангом, а внешний состоит из двух плоских пленок или одной цилиндрической пленки; на фиг. 5-8 - этапы выполнения способа, при котором внутренний слой состоит из надутой многослойной трубчатой пленки, а внешний слой - из однослойного шланга.
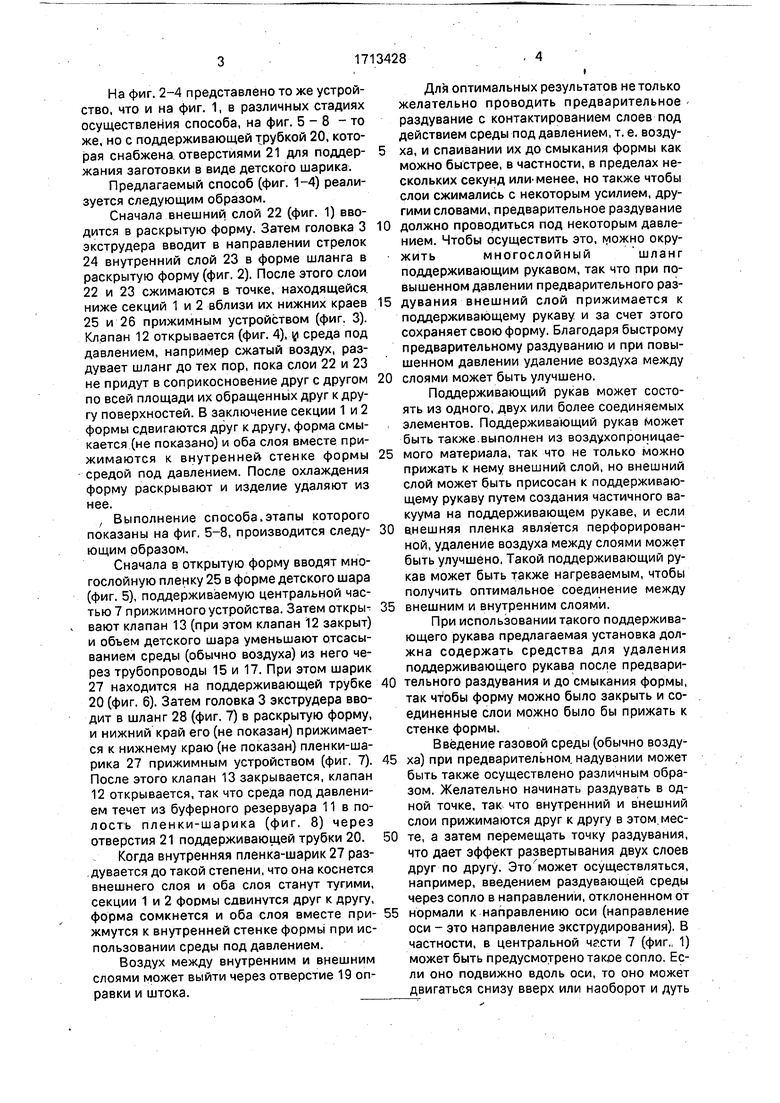
На фиг. 1 показана форма из двух секций 1 и 2, головка 3 экструдера со щелью 4 и оправкой 5, управляемой посредством штока 6, а также устройство для прижима заготовок, которое состоит из неподвижной центральной части 7 и двух подвижных частей 8 и 9. Через трубопровод 10 подводится среда под давлением, например воздух, в буферный резервуар 11. Может подаваться нагретый либо охлажденный воздух (последнее менее желательно).
Когда открывается клапан 12, а клапан . 13 закрывается, среда может быть подана через трубопроводы 14 и 15 к отверстию 16 в центральной части 7 прижимного устройства.
Когда клапан 12 закрыт, а клапан -13 открыт, среда, находящаяся-В полости 18 заготовки, может быть вь пущена через трубопроводы 15 и 17 и отверстие 16, может быть создано пониженное давление относительно атмосферного.
Через отверстие 19 в штоке 6, которое проходит в оправку 5, может подаваться среда под давлением или среда может выводиться из полости 18 заготовки.
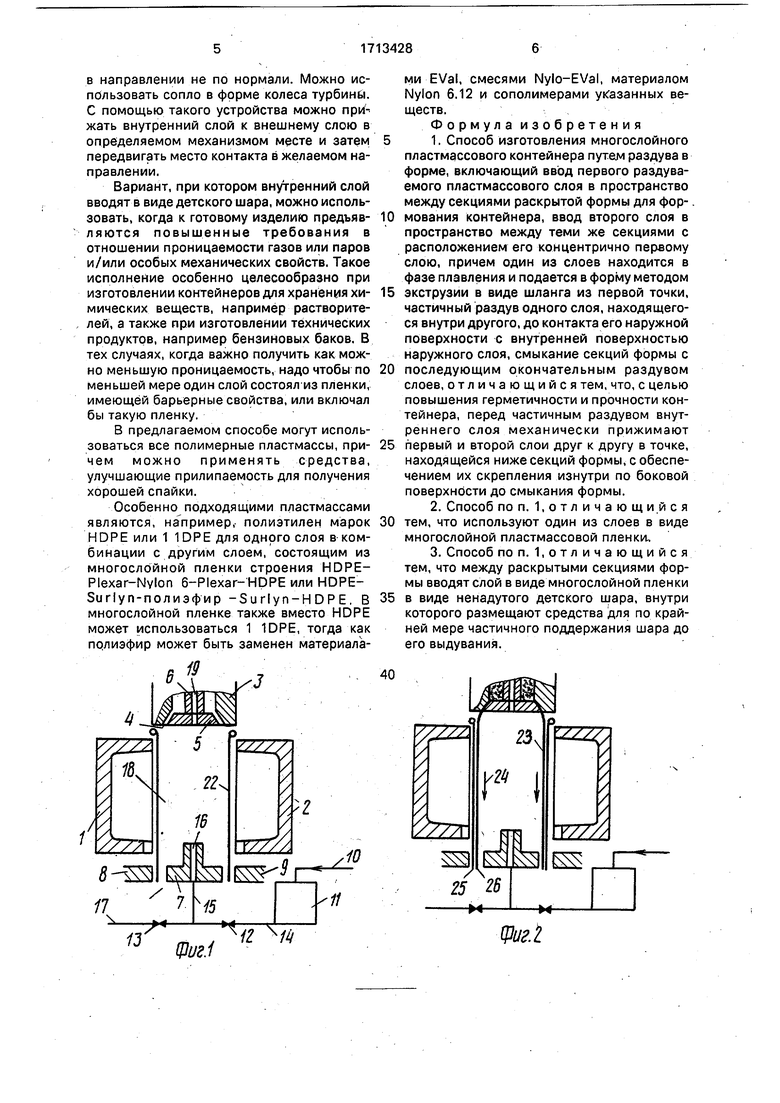
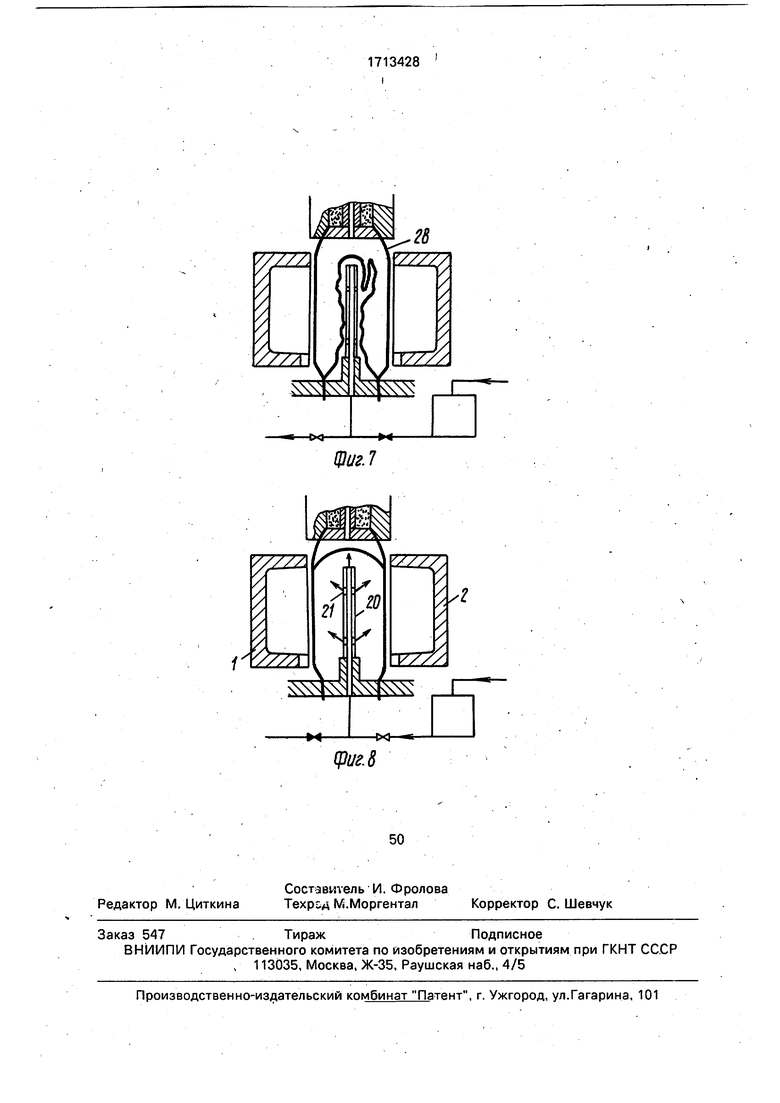
На фиг. 2-4 представлено то же устройство, что и на фиг. 1, в различных стадиях осуществления способа, на фиг. 5-8 - то же, но с поддерживающей трубкой 20, которая снабжена отверстиями 21 для поддержания заготовки в виде детского шарика.
Предлагаемый способ (фиг. 1-4) реализуется следующим образом.
Сначала внешний слой 22 (фиг. 1) вводится в раскрытую форму. Затем головка 3 экструдера вводит в направлении стрелок
24внутренний слой 23 в форме шланга в раскрытую форму (фиг. 2). После этого слои 22 и 23 сжимаются в точке, находящейся, ниже секций 1 и 2 вблизи их нижних краев
25и 26 прижимным устройством (фиг. 3). Клапан 12 открывается (фиг. 4), ;i среда под давлением, например сжатый воздух, раздувает шланг до тех пор, пока слои 22 и 23 не придут в соприкосновение друг с другом по всей площади их обращенных друг к другу поверхностей. В заключение секции 1 и 2 формы сдвигаются друг к другу, форма смыкается (не показано) и оба слоя вместе прижимаются к внутренней стенке формы средой под давлением. После охлаждения форму раскрывают и изделие удаляют из нее.
, Выполнение способа.этапы которого показаны на фиг. 5-8, производится следующим образом.
Сначала в открытую форму вводят многослойную пленку 25 в форме детского шара (фиг. 5), поддерживаемую центральной частью 7 прижимного устройства. Затем открывают клапан 13 (при этом клапан 12 закрыт) и объем детского шара уменьшают отсасыванием среды (обычно воздуха) из него через трубопроводы 15 и 17. При этом шарик 27 находится на поддерживающей трубке 20 (фиг. 6). Затем головка 3 экструдера вводит в шланг 28 (фиг. 7) в раскрытую форму, и нижний край его (не показан) прижимается к нижнему краю (не показан) пленки-шарика 27 прижимным устройством (фиг. 7). После этого клапан 13 закрывается, клапан 12 открывается, так что среда под давлением течет из буферного резервуара 11 в полость пленки-шарика (фиг. 8) через отверстия 21 поддерживающей трубки 20.
Когда внутренняя пленка-шарик 27 раздувается до такой степени, что она коснется внешнего слоя и оба слоя станут тугими, секции 1 и 2 формы сдвинутся друг к другу, форма сомкнется и оба слоя вместе прижмутся к внутренней стенке формь при использовании среды под давлением.
Воздух между внутренним и внешним слоями может выйти через отверстие 19 оправки и штока.
Для оптимальных результатов не только желательно проводить предварительное раздувание с контактированием слоев под действием среды под давлением, т. е. воздуха, и спаивании их до смыкания формы как можно быстрее, в частности, в пределах нескольких секунд или менее, но также чтобы слои сжимались с некоторым усилием, другими словами, предварительное раздувание
0 должно проводиться под некоторым давлением. Чтобы осуществить это, можно окружитьмногослойныйшлангподдерживающим рукавом, так что при повышенном давлении предварительного раздувания внешний слой прижимается к поддерживающему рукаву и за счет этого сохраняет свою форму. Благодаря быстрому предварительному раздуванию и при повышенном давлении удаление воздуха между
0 слоями может быть улучшено.
Поддерживающий рукав может состоять из одного, .двух или более соедин1яемых . элементов. Поддерживающий рукав может быть также.выполнен из воздухопроницаемого материала, так что не только можно прижать к нему внешний слой, но внешний слой может быть присосан k поддерживающему рукаву путем создания частичного вакуума на поддерживающем рукаве, и если
0 внешняя пленка является перфорированной, удаление воздуха между слоями может быть улучшено. Такой поддерживающий рукав может быть также нагреваемым, чтобы получить оптимальное соединение между
5 внешним и внутренним слоями.
При использовании такого поддерживающего рукава предлагаемая установка должна содержать средства для удаления поддерживающего рукава после предварительного раздувания и до смыкания формы, так чтобы форму можно было закрыть и соединенные слои можно было бы прижать к стенке формы.
Введение газовой среды (обычно воздуха) при предварительном, надувании может быть также осуществлено различным образом. Желательно начинать раздувать в одной точке, так что внутренний и внешний слои прижимаются друг к другу в этом.месте, а затем перемещать точку раздувания, что дает эффект развертывания двух слоев друг по другу. Это может осуществляться, например, введением раздувающей среды через сопло в направлении, отклоненном от
5 нормали к направлению оси (направление оси - это направление экструдирования). В частности, в центральной чгсти 7 (фиг., 1) может быть предусмотрено такое сопло. Если оно подвижно вдоль оси, то оно может
.двигаться снизу вверх или наоборот и дуть
в направлении не по нормали. Можно использовать сопло в форме колеса турбина. С помощью такого устройства можно прижать внутренний слой к внешнему слою в определяемом механизмом месте и затем передвигать место контакта в желаемом направлении.
Вариант, при котором внутренний слой вводят в виде детского шара, можно использовать, когда к готовому изделию предъявляются повышенные требования в отношении проницаемости газов или паров и/или особых механических свойств. Такое исполнение особенно целесообразно при изготовлении контейнеров для химических веществ, например растворителей, а также при изготовлении технических продуктов, например бензиновых баков. В тех случаях, когда важно получить как можно меньшую проницаемость, надо чтобы по меньшей мере один слой состоял из пленки, имеющей барьерные свойства, или включал бы такую пленку.
В предлагаемом способе могут использоваться все полимерные пластмассы, причем можно применять средства, улучшающие прилипаемость для получения хорошей спайки.
Особенно подходящими пластмассами являются, например, полиэтилен марок HDPE или 1 1DPE для одного слоя в комбинации с другим слоем, состоящим из многослойной пленки строения HDPEPlexar-Nylon 6-Р1ехаг-НрРЕ или HDPESurlyn-полиэфир -Surlyn-HDPE, В многослойной пленке также вместо HOPE может использоваться 1 ЮРЕ, тогда как полиэфир может быть заменен материалас 19
и EVal, смесями Nylo-EVal, материалом Nylon 6.12 и сополимерами у| азанных веществ.,
Формула изобретения
1. Способ изготовления многослойного
пластмассового контейнера путем раздува в орме, включающий ввод первого раздувамого пластмассового слоя в пространство между секциями раскрытой формы для фор-.
мования контейнера, ввод второго слоя в пространство между теми же секциями с расположением его концентрично первому слою, причем один из слоев находится в фазе плавления и подается в форму методом
экструзии в виде шланга из первой точки, частичный раздув одного слоя, находящегося внутри другого, до контакта его наружной поверхности с внутренней поверхностью наружного слоя, смыкание секций формы с
последующим окончательным раздувом слоев, отличающийся тем, что, с целью повышения герметичности и прочности контейнера, перед частичным раздувом внутреннего слоя механически прижимают
первый и второй слои друг к другу в точке, находящейся ниже секций формы, с обеспечением их скрепления изнутри по боковой поверхности до смыкания формы.
2.Способ поп. 1,отличающ и и с я тем, что используют один из слоев в виде
многослойной пластмассовой пленки,
3.Способ по п. 1,отличающийся тем, что между раскрытыми секциями формы вводят слой в виде многослойной пленки
в виде ненадутого детского шара, внутри которого размещают средства для по крайней мере частичного поддержания шара до его выдувания.
ue.i
Изобретение относится к изготовлению полых многослойных изделий из пластмасс раздувом в форме. Цель изобретения - повышение герметичности и прочности контейнера, Для этого перед частичным раздувом внутреннего слоя из двух слоев пленки, расположенных между секциями формы, осуществляют механически прижим первого и второго слоев друг к другу в точке, находящейся ниже раскрытых секций формы, с обеспечением их скрепления изнутри по боковой поверхности до смыкания формы. Для осуществления способа могут использовать один из слоев в виде многослойной пластмассовой пленки или в виде многослойной пленки в виде ненадутого детского шара, внутри которого размещают средство для по крайней мере частичного поддерживания шара до его надувания. 2 з. п. ф-лы, 8 ил.
Щи г. 7
(Риг. 8
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОНИКНОВЕНИЯ В ПОЧВУ РАСПЛАВА АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2119200C1 |
| Солесос | 1922 |
|
SU29A1 |
