Настоящее изобретение относится к контейнеру, пригодному для соединения с насосом, приводимым в действие вручную, для дозируемой выдачи текучих веществ, содержащихся в герметичных условиях в деформируемой оболочке, размещенной в жестком корпусе.
Известен способ помещения текучих веществ (как жидких, так и кремообразных) в контейнеры, из которых эти вещества дозировано расходуют с помощью небольшого насоса, приводимого в действие вручную, установленного на горловине соответствующего контейнера. Посредством действия насоса некоторое количество текучего вещества выходит из контейнера, в котором, если контейнер жесткий, в результате этого создается разрежение, из-за чего мог бы прекратиться выход и расходование дополнительного количества вещества, если бы не обеспечивалась возможность захода воздуха в контейнер (что обычно имеет место в тех областях, где насос контактирует с корпусом насоса, и где его перемещают со скольжением относительно корпуса насоса), или если бы контейнер не содержал основание, перемещаемое с обеспечением герметичности вдоль внутренней цилиндрической поверхности контейнера (см., например, патенты США № 4691847, № 4694977 и № 5971224); но эта последняя система компенсирования объема контейнера путем уменьшения его внутреннего объема при поддержании на постоянном уровне внутреннего давления является, однако, очень сложной в изготовлении и дорогостоящей.
Во многих случаях уместно или необходимо, чтобы текучее вещество, подлежащее дозированной выдаче с помощью насоса, никогда не вступало в контакт с атмосферой внутри контейнера (с установленным на нем насосом для дозируемой выдачи): изоляция жидкости от контакта с атмосферой является важным требованием, если состав жидкости внутри контейнера не должен подвергаться изменению, или если существенно, чтобы текучее вещество, заключенное в контейнере, оставалось стерильным. Для достижения этого в патенте США № 3420413 было предложено устройство, содержащее оболочку, в которой содержится текучее вещество, подлежащее сохранению в изолированном (от атмосферы) состоянии внутри оболочки (см. колонку 4, с.с. 22-28), изготовленной из упругого, деформируемого, гибкого материала и содержащей горлышко, на котором герметично установлен опорный элемент (содержащий профилированное отверстие для размещения насоса) после заполнения оболочки жидким веществом, подлежащим дозированной выдаче; после этого насос устанавливают с обеспечением герметичности на упомянутом опорном элементе, чтобы таким образом предотвращать загрязнение текучего вещества атмосферным воздухом (колонка 5, с.с. 15-38). Оболочку, содержащую текучее вещество и содержащую насос, герметично установленный на ее горлышке, затем вводят в жесткий корпус (понятно, что эту операцию следует выполнять очень аккуратно, чтобы свободный край жесткого корпуса не вступал в контакт с оболочкой, заполненной текучим веществом, чтобы не повредить оболочку), на котором затем располагают и фиксируют упомянутый опорный элемент (колонка 5, с.с. 56-61). По этой причине между наружной поверхностью оболочки и внутренней поверхностью жесткого корпуса образуют внутреннее пространство, соединенное с атмосферой посредством отверстия, выполненного в основании контейнера; таким образом, когда текучее вещество выталкивают из оболочки приведением в действие насоса, оболочка сжимается атмосферным давлением таким образом, что вещество может быть легко вытолкнуто и вытеснено наружу с помощью насоса (колонка 5, с.с. 70-73). Основной недостаток вышеупомянутого устройства заключается в том, что деформируемая оболочка должна быть заполнена текучим веществом до введения оболочки в соответствующий жесткий контейнер, и в том, что операция по введению оболочки в контейнер требует очень большой аккуратности, так как оболочка может быть легко разорвана во время введения во внутреннее пространство контейнера.
В Японских патентах JP 05031790 A и JP 05031791 A, опубликованных 09.02.1993 г., описан способ формирования оболочки из упругого деформируемого материала непосредственно внутри жесткого контейнера. Для этого продолговатую заготовку (изготовленную из термопластичного материала и содержащую продолговатое полое цилиндрическое тело, открытое с одного конца, где у заготовки имеется горлышко, от которого выступает в радиальном направлении фланец) вводят в жесткий контейнер, содержащий горловину, из которой выступает горлышко, где на свободный край горловины укладывают фланец заготовки, которую нагревают, прижимают к основанию контейнера толкателем, а затем раздувают внутри контейнера до тех пор, пока оболочка ни примет форму, при которой наружная ее поверхность прилипает (по меньшей мере, по большей части ее поверхности) к внутренней поверхности контейнера. Оболочка, полученная таким образом, также имеет горлышко, по меньшей мере, конечная часть которого содержит выступающие наружу продольные ребра, где некоторые радиально направленные ребра, или выступы, выступающие от этой поверхности фланца заготовки, обращены к свободному краю горловины контейнера, в который введена оболочка; этими ребрами, или выступами, ограничены проходы для воздуха, который проникает снаружи между контейнером и оболочкой для обеспечения возможности этой последней сплющиваться, или деформироваться, вовнутрь во время дозируемой выдачи текучего вещества через насос, чтобы таким образом предотвращать создание разрежения внутри оболочки, что препятствовало бы дозируемой выдаче текучего вещества.
В частности, при использовании способа раздувания оболочки внутри контейнера, раскрытого в двух Японских патентах, возникают значительные нагрузки на оболочку, которые могут приводить к ее разрушению как во время раздувания, так и во время использования.
Это может происходить по существу как из-за того, что, согласно способу формирования оболочки, ее понуждают к прилипанию, по меньшей мере, в некоторых точках к той части полости, внутри которой ее раздувают, так и из-за того, что первоначальное растяжение, вызываемое толкателем, создает неравномерность в конечной толщине стенок оболочки, которые тоньше в верхней боковой области, чем вблизи основания и в самом основании.
Еще одним недостатком известных способов является то, что при раздувании оболочки посредством использования вышеописанного способа невозможно полностью заполнить полость. Другими словами, остаются области контейнера, в которых оболочка сильно отделена от стенки, которой ограничена полость. Это происходит не только в тех местах, где их «сложно» заполнить путем раздувания, например вблизи углов, но также в областях, относящихся к стенкам контейнера или находящихся вблизи стенок контейнера. Это происходит из-за присутствия воздушных карманов, которые остаются заполненными воздухом во внутреннем пространстве между оболочкой и полостью во время раздувания.
Основной задачей настоящего изобретения, таким образом, является создание устройства указанного типа, в котором соответствующая деформируемая оболочка в меньшей степени подвергается разрушению и в полной мере занимает весь объем полости, внутри которой ее раздувают.
Так как устройство, описанное здесь, предпочтительно пригодно для использования, для содержания в нем и для дозированной выдачи дорогих продуктов (например, духов, кремов, дезодорантов, медикаментов и т.п.), для которых используют прозрачные контейнеры, например, из стекла, тот факт, что ни воздушные карманы, ни части, в которых оболочка значительно больше отделена от стенок полости, чем в других частях, не должны быть видны, является чрезвычайно важным с эстетической точки зрения.
Кроме того, вышеописанный способ невозможно контролировать, поэтому воздушные карманы могут изменяться, и, следовательно, объем оболочки может изменяться в любой конкретный момент времени таким образом, что не может быть гарантирована постоянная емкость.
Эти и другие задачи достигают посредством использования устройства согласно техническим идеям, раскрытым в прилагаемой формуле изобретения.
В последующем описании представлен неисключительный вариант осуществления устройства, которое определено посредством не ограничивающего объем изобретения примера; устройство представлено с помощью прилагаемых чертежей, на которых показаны:
на фиг.1-7 - различные этапы процесса изготовления контейнера, где устройство изображено в разрезе; и
на фиг.8 и 9 - детали в увеличенном масштабе, представленные на фиг.6 и 7, соответственно.
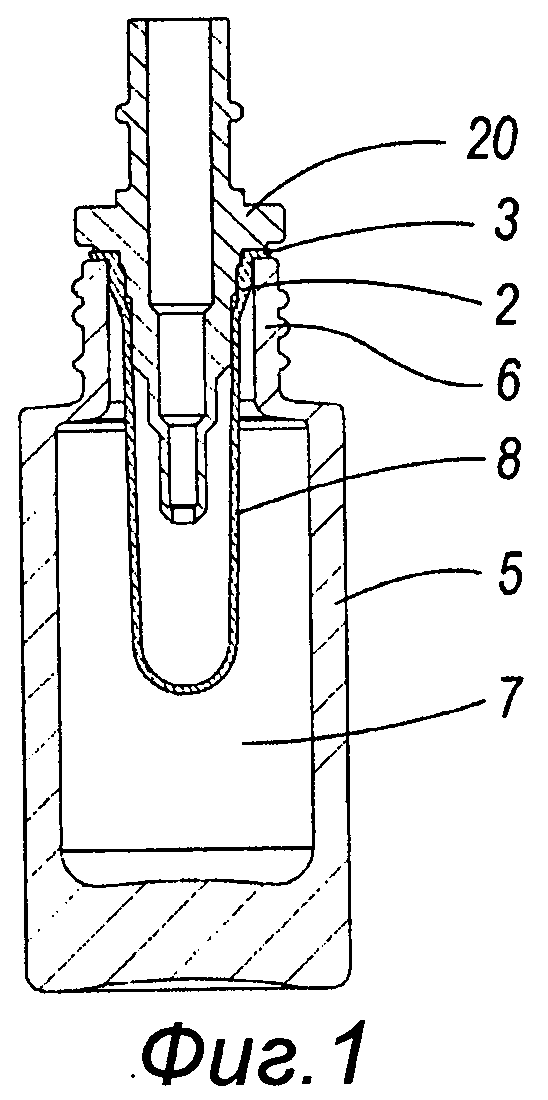
На фиг.1 представлен первый этап осуществления способа согласно настоящему изобретению.
Сначала обеспечивают наружный жесткий корпус 5, содержащий горловину 6, которой ограничено отверстие, посредством которого обеспечивают доступ в полость 7 корпуса. На горловине предпочтительно выполнена наружная резьба 6A, используемая для навинчивания (посредством использования кольцевой крышки) герметического насоса, как это описано ниже.
Корпус 5 предпочтительно сформирован из прозрачного материала, например, прозрачного пластика или стекла.
Обеспечивают заготовку 8, полученную формованием пластикового материала, например полиэтилена (ПЭ), полиэтилентерефталата (ПЭТФ), полипропилена (ПП) и т.п., или путем совместного формования под давлением различных слоев из различных материалов. Заготовка 8 содержит скругленное с нижней стороны продолговатое тело. Она также содержит горлышко 2, от которого выступает в радиальном направлении фланец 3. Зубцы (не показаны), использование которых пояснено ниже, выступают от наружной части горлышка.
Поперечные размеры тела заготовки 8 таковы, что ее можно свободно ввести в жесткий корпус 5, в то время как горлышко 2 заготовки профилировано и имеет такие размеры, при которых ее можно легко вводить в отверстие горловины 6 корпуса 5, и при этом свободные края зубцов находятся по существу в контакте с внутренней поверхностью отверстия горловины 6, а выступающий фланец 3 заготовки ложится на край горловины 6, но не происходит герметичного прилипания к нему, так как отстоящие друг от друга радиальные ребра, или выступы (также не показаны), выступают от нижней поверхности (в соответствии с фиг.1) фланца 3.
Таким путем образуют свободные проходы между фланцем 3 горлышка заготовки и концевым краем горловины 6 контейнера, и при этом также образуют другие свободные проходы (между каждым зубцом 4 и зубцом, расположенным рядом с ним) между наружной поверхностью горлышка 2 заготовки и внутренней поверхностью отверстия горловины 6 жесткого корпуса 5.
Существенно то, что камера 7 свободно сообщается с внешней окружающей средой.
Заготовку нагревают до температуры, достаточной для размягчения (пластификации) пластикового материала, из которого сформована заготовка. Согласно настоящему способу ее нагревают, например, до температуры 120°C в течение 4-7 секунд.
Сразу после нагрева ее вводят в корпус 5, чтобы таким образом получить ситуацию, например, подобную представленной на фиг.1. Более конкретно, фланец 3 заготовки располагают на краю горловины 6 корпуса 5. Сопло 20 вводят в заготовку (как это показано на чертеже) и герметично соединяют с горлышком 2 заготовки 8. Герметичное соединение обеспечивают известным способом.
Затем в заготовку подают первую струю воздуха для раздувания заготовки 8, например для формирования оболочки 8 (обозначенной тем же номером позиции, что и заготовка), которая занимает, по меньшей мере, частично упомянутую полость корпуса. Воздух или жидкость, вводимые внутрь пространства заготовки для ее раздува, подают под давлением от 2 бар до 6 бар, в зависимости от толщины заготовки, предпочтительно - под давлением 3 бара. Подача струи воздуха в заготовку длится в течение около 0,5-1,0 секунды. Струя воздуха имеет температуру окружающей среды, но может также иметь более высокую температуру, в зависимости от требований.
Более конкретно, подачей воздуха в заготовку вызывают раздувание оболочки таким образом, чтобы она прилипала к стенкам, ограничивающим полость 7. Оболочка раздувается до тех пор, пока давление воздуха, захваченного во внутреннем пространстве, образованном между оболочкой и стенками полости 7, ни достигает значения, равного давлению воздуха, подаваемого в заготовку. В этой ситуации резкое прилипание вновь сформированной оболочки к боковым сторонкам полости 7 вблизи отверстия приводит к созданию уплотнения, которое препятствует выходу воздуха, находящегося в этом внутреннем пространстве. Следовательно, имеет место только частичное раздувание оболочки.
В известных способах поддерживают давление в оболочке, в то же время обеспечивая возможность просачивания воздуха, находящегося во внутреннем пространстве, из некоторой его части к горловине контейнера; при этом для ускорения просачивания воздуха используют значительно более высокое давление воздуха для раздувания.
В противоположность этому, согласно настоящему изобретению первоначальную струю воздуха прерывают, доводя ее до нулевого давления (т.е. доводя давление внутри оболочки до давления, равного давлению наружной окружающей среды) внутри оболочки. Сжатый воздух, находящийся во внутреннем пространстве 7A, при этом сплющивает оболочку, отделяя ее от стенок, ограничивающих полость, и просачивается вверх к выходу из горловины.
Этой операцией понуждают оболочку к существенному отделению от внутренних стенок контейнера. Особенно понуждают к преодолению любого гипотетического прилипания оболочки к стенкам, ограничивающим полость, например, из-за температуры пластикового материала и вида «эффекта прилипания». Следует отметить, что такое, по меньшей мере, частичное прилипание не только возможно, но действительно вероятно, и оно является вредоносным для целостности оболочки.
Через некоторое время, требующееся для сплющивания оболочки и для выхода воздуха из внутреннего пространства 7A (около 0,3-3,0 с, но предпочтительно через 0,5-1,0 с), в оболочку подают дополнительную струю воздуха (см. фиг.4).
В это время оболочка 8 заполняет полость 7 в большей степени (см. фиг.4). В этой ситуации воздух, остающийся захваченным во внутреннем пространстве 7A, имеет первоначальный объем, который меньше того объема воздуха, который находился между заготовкой и полостью, ограниченной стенками, во время предыдущего этапа. Это объясняется тем, что к моменту подачи струи воздуха (см. фиг.3) оболочка занимает большую часть объема полости, чем заготовка.
Как и в предыдущем случае, эту дополнительную струю воздуха поддерживают в течение 0,5-1,0 с. Затем ее приостанавливают, оболочка сжимается, сжатый воздух, находящийся во внутреннем пространстве 7A, выходит вверх, и достигаются условия, представленные на фиг.5. В этой ситуации оболочка уже почти полностью заполняет полость.
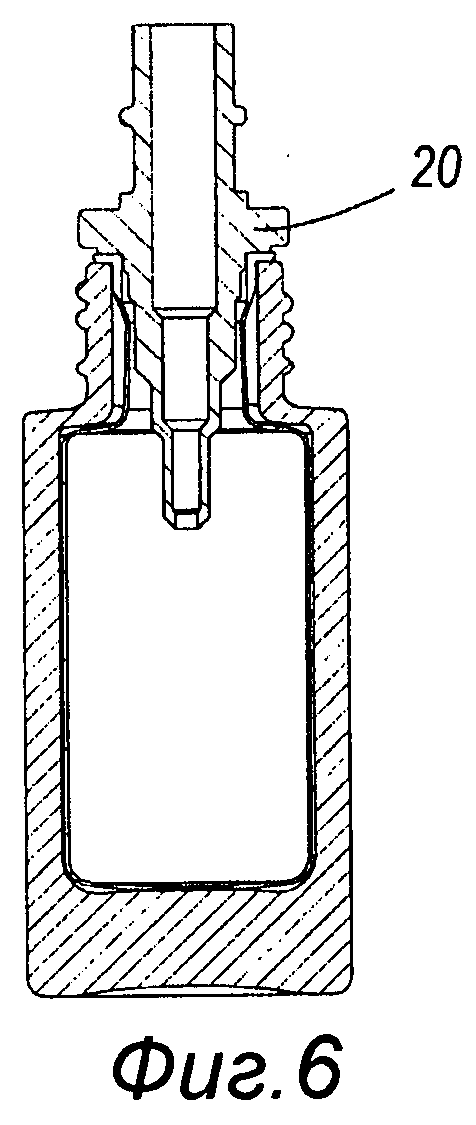
В этот момент подают последнюю струю воздуха для полного раздувания оболочки, как это показано на фиг.6. В этой ситуации количество воздуха, окружающего оболочку и захваченного между этой последней и стенками, ограничивающими полость, очень небольшое. На этапе, показанном на фиг.6, струю поддерживают в течение немного более продолжительного периода времени, чем на предыдущих этапах. Этим обеспечивают возможность выхода небольшого количества воздуха, остававшегося во внутреннем пространстве. На фиг.8 показана в увеличенном масштабе ситуация, преобладающая на этом этапе и на этапах, показанных на фиг.2 и 4. Оболочка контактирует со стенкой, ограничивающей полость контейнера 5.
При окончании этого последнего этапа подачу воздуха прекращают и сопло 20 извлекают. Оболочка в это время охлаждается, и происходит небольшая ее усадка благодаря тепловому сжатию, что вызывает ее по существу равномерное отделение от стенок, ограничивающих полость контейнера.
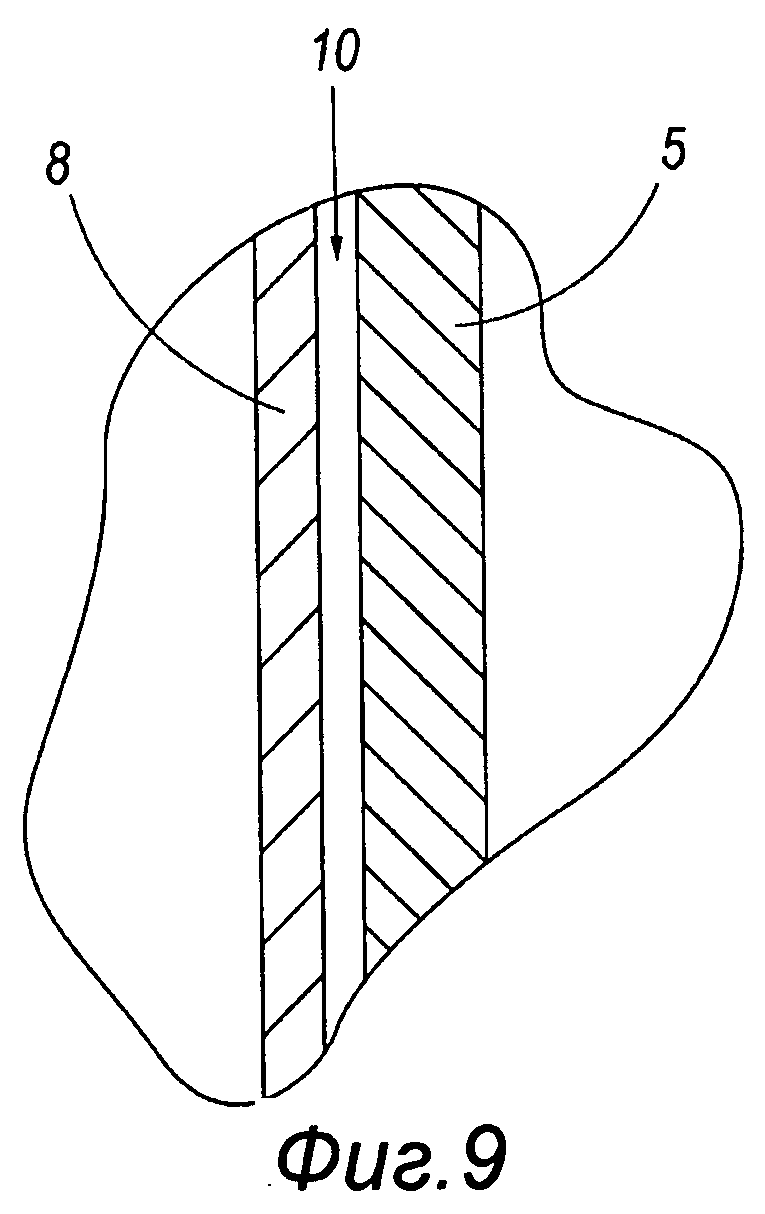
На фиг.9 показана в увеличенном масштабе ситуация, представленная на фиг.7. В ситуации, представленной здесь, показано равномерное внутреннее пространство, окружающее всю оболочку, особенно - в боковой области.
Описанный и проиллюстрированный способ раздувания оболочки включает три стадии раздувания. По существу подают три последовательные струи, отделенные одна от другой соответствующими паузами. Этот цикл длится около 7 секунд при оформлении сосуда емкостью 30 мл.
Может потребоваться использование большего количества последовательно подаваемых струй, в зависимости от размеров контейнера и оболочки. По существу количество этапов инжекции воздуха и последующего прерывания струи для обеспечения возможности выхода воздуха, находящегося во внутреннем пространстве снаружи от оболочки, может быть повторено столько раз, сколько требуется.
Однако согласно настоящему изобретению, по меньшей мере, один этап отвода воздуха должен быть выполнен, и, следовательно, должно быть выполнено, по меньшей мере, одно прерывание струи воздуха для раздувания оболочки.
Таким образом, по меньшей мере, две струи воздуха необходимо отделять одна от другой, по меньшей мере, паузой или прерыванием струи воздуха.
Следует отметить, что струи воздуха, последовательно подаваемые в оболочку, могут иметь постоянное давление (например, 3 бара, как указано выше) или могут иметь давление, изменяемое в зависимости от текущего этапа раздувания. Например, первая струя, подаваемая в оболочку, может иметь более низкое давление, чем последняя удерживающая струя, и наоборот. Следовательно, регулирование давления можно оптимизировать, даже вводя различия между одной струей и следующей струей, для обеспечения максимально возможной равномерности толщины оболочки.
Оболочка, сформированная во внутреннем пространстве контейнера, имеет по существу равномерную толщину, в противоположность тому, что получают при использовании известных способов. Толщина оболочки составляет от 0,1 мм до 0,4 мм, предпочтительно - 0,2 мм, и особенно равномерна, особенно в боковой (вертикальной) части оболочки, т.е. в части между основанием и верхом оболочки, где находится горлышко.
При использовании известных в данной области техники способов оболочка содержит боковую часть, более тонкую вверху, но более толстую книзу. Эта неравномерность, возникающая из-за «растяжения», вызванного при выполнении первого этапа соплом, может привести в результате к разрыву оболочки во время раздувания или во время ее заполнения продуктом, который надлежит дозировано расходовать.
Кроме того, согласно настоящему решению оболочка отделена от стенок полости контейнера, в том смысле, что имеется внутреннее пространство, являющееся по существу равномерным, по меньшей мере, между боковой стенкой оболочки и стенками полости, что способствует проходу воздуха во время использования насоса. Кроме того, нет областей или частей, в которых оболочка прилипает к стенке полости. Это обеспечивают посредством использования способа «пульсирующего» раздувания, благодаря которому обеспечивают возможность отделения оболочки (возможно, из-за температуры оболочки и заготовки) за счет усадки и за счет влияния воздуха, захваченного во внутреннем пространстве при раздувании оболочки.
В заключение, следует отметить, что пользователь, получив контейнер 5 с оболочкой 9, уже введенной и удерживаемой в нем, вводит в оболочку (через отверстие в ее горлышке 2) некоторое желаемое количество текучего вещества, которым можно заполнить оболочку вплоть до ее горлышка 2. Упомянутый пользователь затем вводит в оболочку 9, через отверстие в ее горлышке, насос, приводимый в действие вручную, содержащий плунжер для дозируемой подачи (который выступает наружу из оболочки 9 и из контейнера 5) и погружаемую трубку, которую погружают в текучее вещество, содержащееся в оболочке.
Насос P затем надежно закрепляют на горловине 6 контейнера известным способом, например, с помощью кольцевой крышки N, содержащей внутреннюю резьбу, которую навинчивают на резьбу, или на спиральные выступы 6A, выступающие от наружной поверхности горловины 6 контейнера.
Кольцевую крышку N опирают на верхнюю поверхность заплечика, который выступает в радиальном направлении от корпуса насоса, и прижимают его с обеспечением герметичного контакта с фланцем 3 горлышка 2 оболочки 9, таким образом вдавливая нижнюю часть насоса в полость горлышка 2 оболочки, где она образует герметичное уплотнение, и это герметичное уплотнение дополнительно улучшают с помощью эластичного кольца, расположенного непосредственно под заплечиком.
Контейнер 5 можно, несомненно, изготавливать из любого жесткого материала (помимо стекла), например из алюминия или другого металла.
Во всех случаях, для надлежащего действия насоса, важно, чтобы внутреннее пространство 10 находилось в контакте с внешней окружающей средой, например, посредством описанных проходов, сформированных между горловиной контейнера и горлышком оболочки, под фланцем.
Одно или большее количество отверстий для прохода воздуха может быть, однако, выполнено в контейнере, как это проиллюстрировано в патенте США № 3420413 и в заявке на патент США № 2004/0112921 A1, в любом месте в нем.
Предпочтительно оболочка снабжена средствами (т.е. фланцем 3) для присоединения кольцевой крышки, для прикрепления упомянутого насоса к упомянутому контейнеру. Эти средства, например, сопрягают с резьбой кольцевой крышки, чем обеспечивают возможность извлечения оболочки из корпуса во время съема кольцевой крышки (и, следовательно, насоса) с контейнера.





Изобретение относится к способу изготовления контейнера для дозированной выдачи текучих веществ из деформируемой оболочки. Способ заключается в том, что обеспечивают наружный жесткий корпус с горловиной и заготовку из термопластичного материала с горлышком и радиально направленным фланцем. Нагревают заготовку выше температуры размягчения термопластичного материала, вводят в отверстие корпуса, подают во внутреннее пространство заготовки первую струю воздуха, раздувают заготовку с образованием оболочки, которая занимает полость корпуса, прерывают струю для усадки материала с последующим его отделением от стенок контейнера для выхода воздуха между оболочкой и стенками полости. Затем вдувают в оболочку последнюю струю воздуха и полностью раздувают оболочку, обеспечивая ее контакт с каждой точкой внутренней боковой поверхности полости. Прерывают струю воздуха для осуществления усадки оболочки, которая при этом по меньшей мере частично отделяется от стенок полости. Оболочка контейнера при изготовлении не подвергается возможному разрушению. 5 з.п. ф-лы, 9 ил.
1. Способ изготовления контейнера, предназначенного для соединения с насосами безвоздушного действия, включающий этапы, на которых:
a. обеспечивают наружный жесткий корпус (5), содержащий горловину (6), которой ограничено отверстие, посредством которого обеспечивают доступ в полость корпуса; и
b. обеспечивают заготовку, сформованную из термопластичного материала, причем заготовка содержит горлышко (2), от которого выступает в радиальном направлении фланец (3);
c. нагревают заготовку выше температуры размягчения термопластичного материала;
d. вводят заготовку в отверстие корпуса (5);
e. подают во внутреннее пространство заготовки первую струю воздуха, которой раздувают заготовку с образованием оболочки, которая, по меньшей мере, частично занимает полость корпуса; при этом стенки оболочки понуждают к контакту со стенками, ограничивающими полость;
f. прерывают первую струю для обеспечения возможности усадки термопластичного материала с последующим его отделением от стенок контейнера, для обеспечения возможности, таким образом, выхода наружу воздуха, сжатого в результате расширения оболочки и захваченного между оболочкой и стенками, ограничивающими полость;
g. вдувают в оболочку последнюю струю воздуха, причем последней струей воздуха полностью раздувают оболочку, таким образом обеспечивая ее контакт по существу с каждой точкой, по меньшей мере, внутренней боковой поверхности полости; и
h. прерывают струю воздуха для осуществления таким образом небольшой усадки оболочки, которая при этом, по меньшей мере, частично отделяется от стенок полости.
2. Способ по п.1, в котором, после прерывания первоначальной струи воздуха и после выжидания усадки оболочки, подают дополнительную струю воздуха во внутреннее пространство заготовки для дополнительного ее раздувания таким образом, чтобы она занимала полость корпуса даже в еще большей степени; при этом стенки оболочки также в этом случае понуждают к вступлению в контакт со стенками, ограничивающими полость; затем прерывают дополнительную струю для обеспечения возможности усадки термопластичного материала с последующим его отделением от стенок контейнера для обеспечения возможности, таким образом, дальнейшего выхода наружу воздуха, сжатого в результате расширения оболочки и захваченного между оболочкой и стенками, ограничивающими полость.
3. Способ по п.2, в котором вышеуказанные этапы повторяют до тех пор, пока оболочка не будет почти полностью занимать полость во время подачи струи.
4. Способ по п.1, в котором подачу упомянутой струи воздуха прерывают спустя 0,3-3,0 с.
5. Способ по п.1, в котором упомянутую струю воздуха подают под давлением 2-6 бар.
6. Способ по п.1, в котором заготовку нагревают до температуры от 100°С до 150°С.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ правки полых изделий | 1987 |
|
SU1433534A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Установка для выдачи сатурированного, заранее приготовленного напитка с регулируемой скоростью потока в рот астронавта в условиях микрогравитации открытого космоса | 1986 |
|
SU1494860A3 |

