Изобретение относится к установке для непрерывного изготовления многослойных печатных плат,
В злектронной и электротехнической промышленности применяются печатные платы для монтажа конструктивных элементов и их электрического соединения друг с другом. Исходным материалом для таких печатных плат служат ламинаты, кашированные медью.
Цель изобретения - повышение качества изделий.
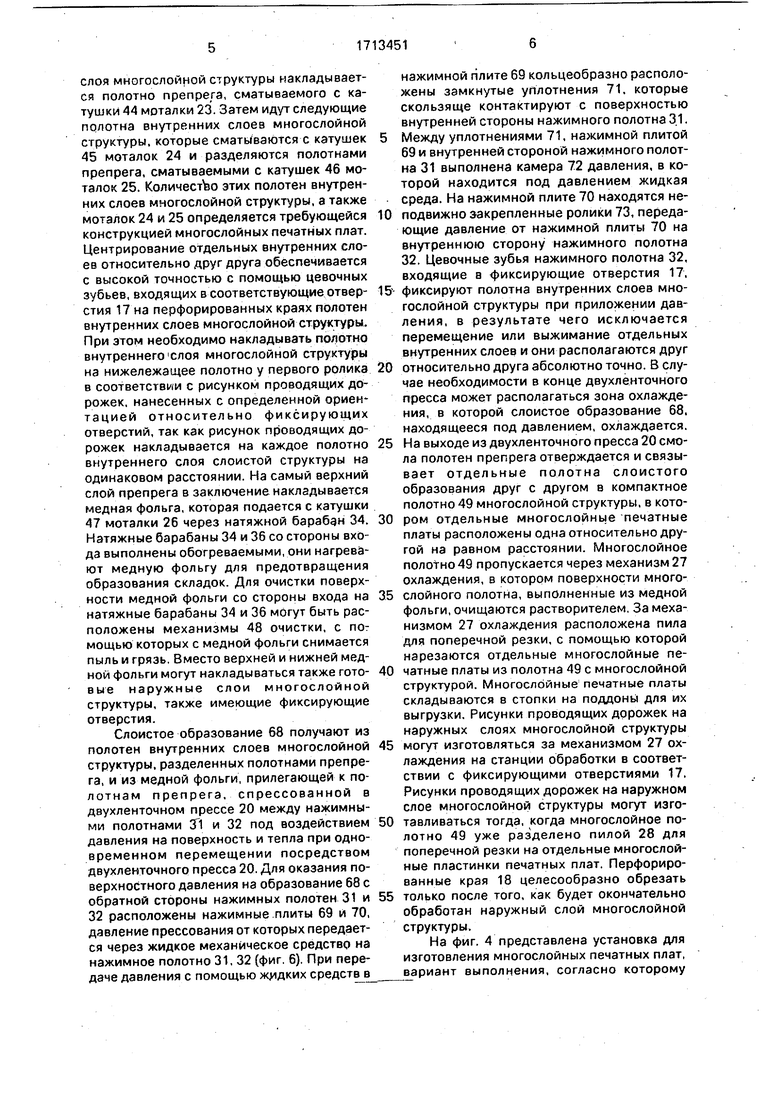
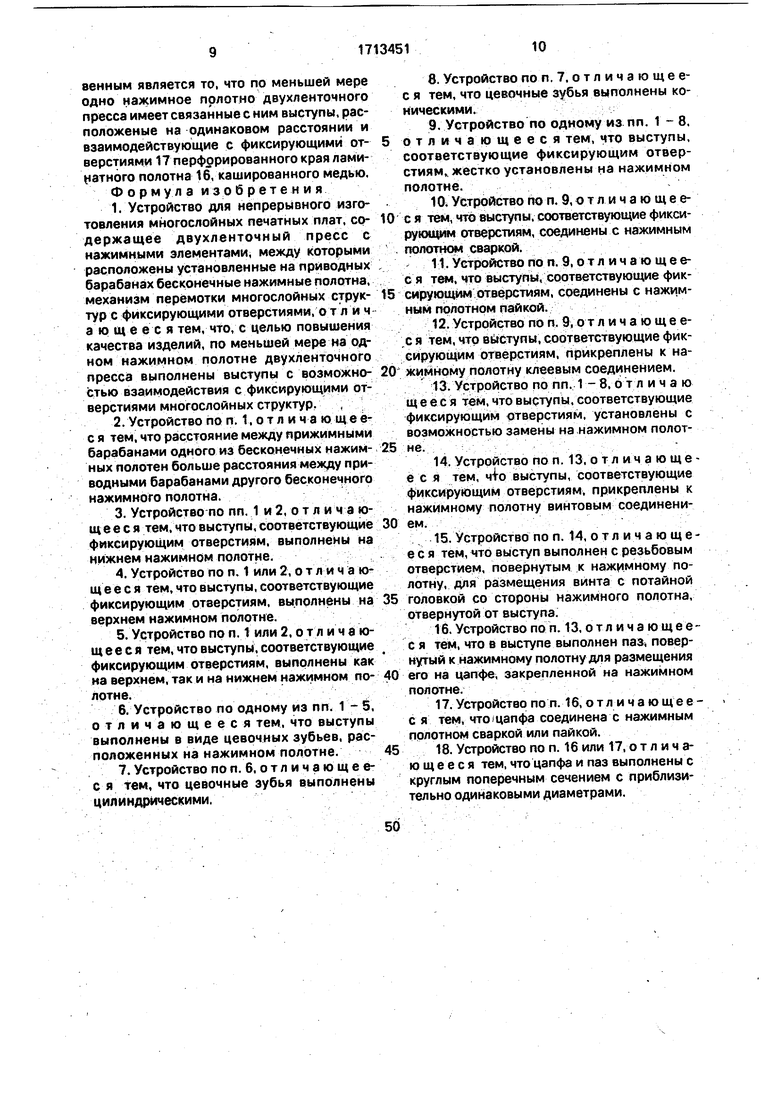
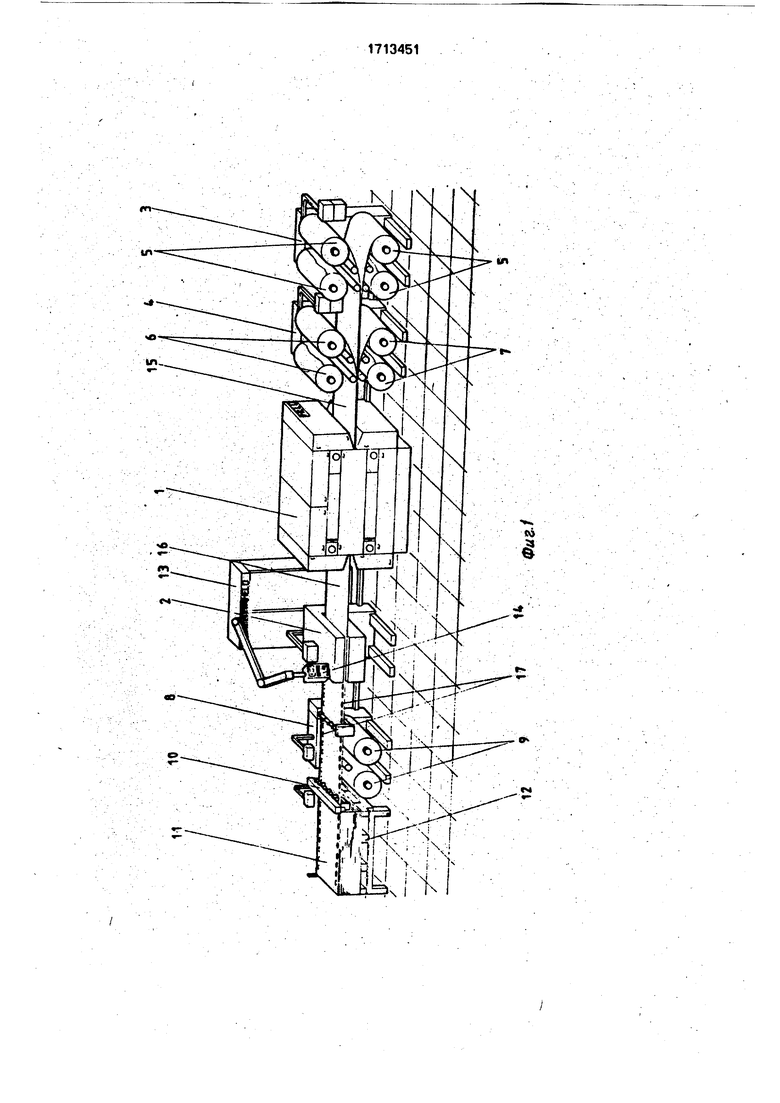
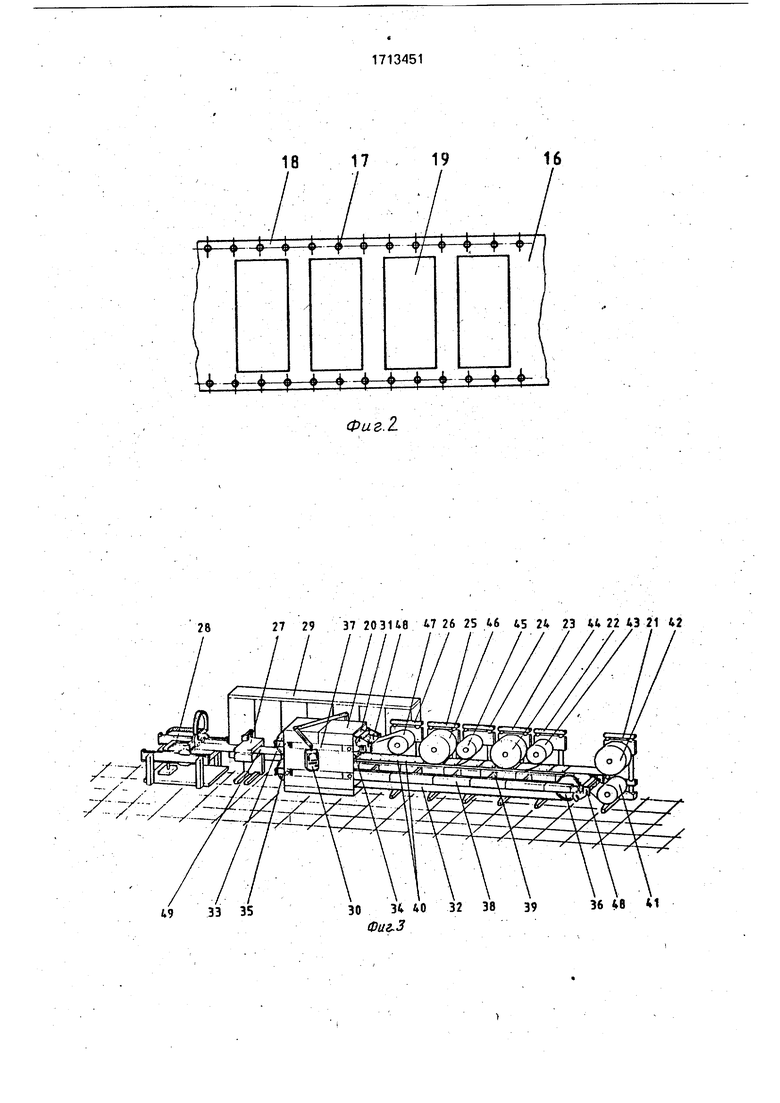
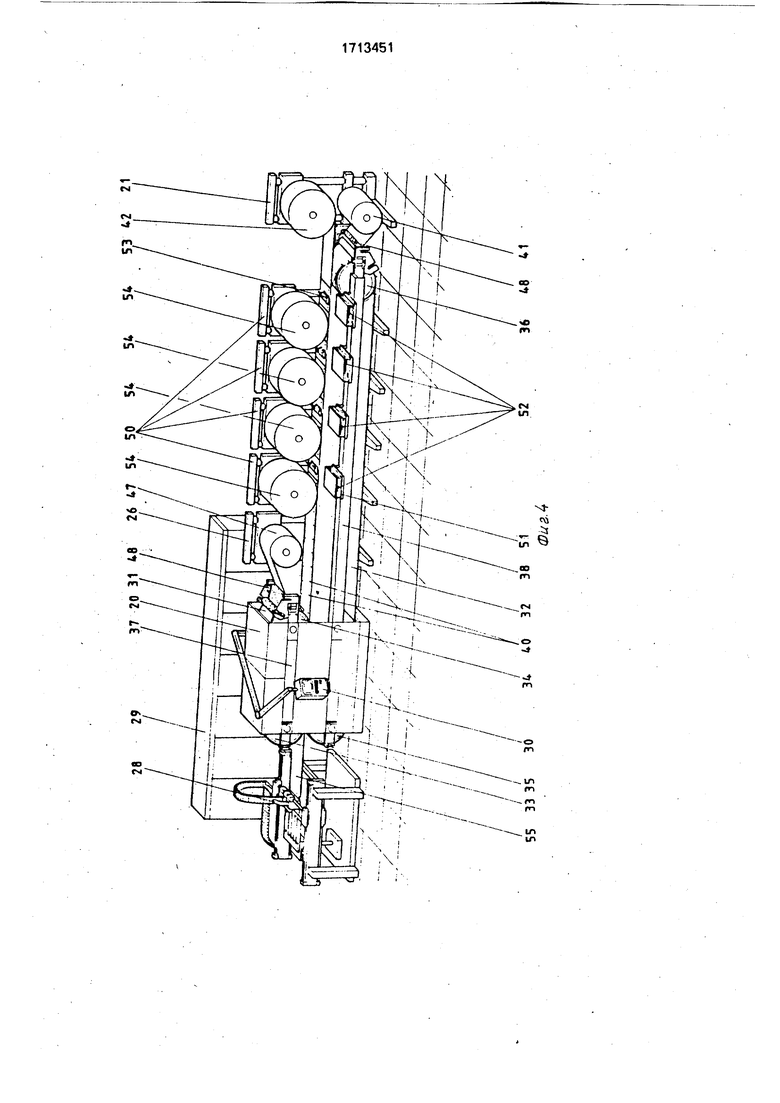
На фиг. 1 изображено устройство для непрерывного изготовления ламинатов (подложек), кашированных медью; на фиг. 2 - полотно внутренних слоев многослойной структуры с фиксирующими отверстиями, вид сверху; на фиг. 3-устройство для непрерывного изготовления многослойных печатных плат из полотен внутренних слоев многослойной структуры; на фиг. 4 - устройство для непрерывного изготовления многослойных печатных плат из внутренних слоев
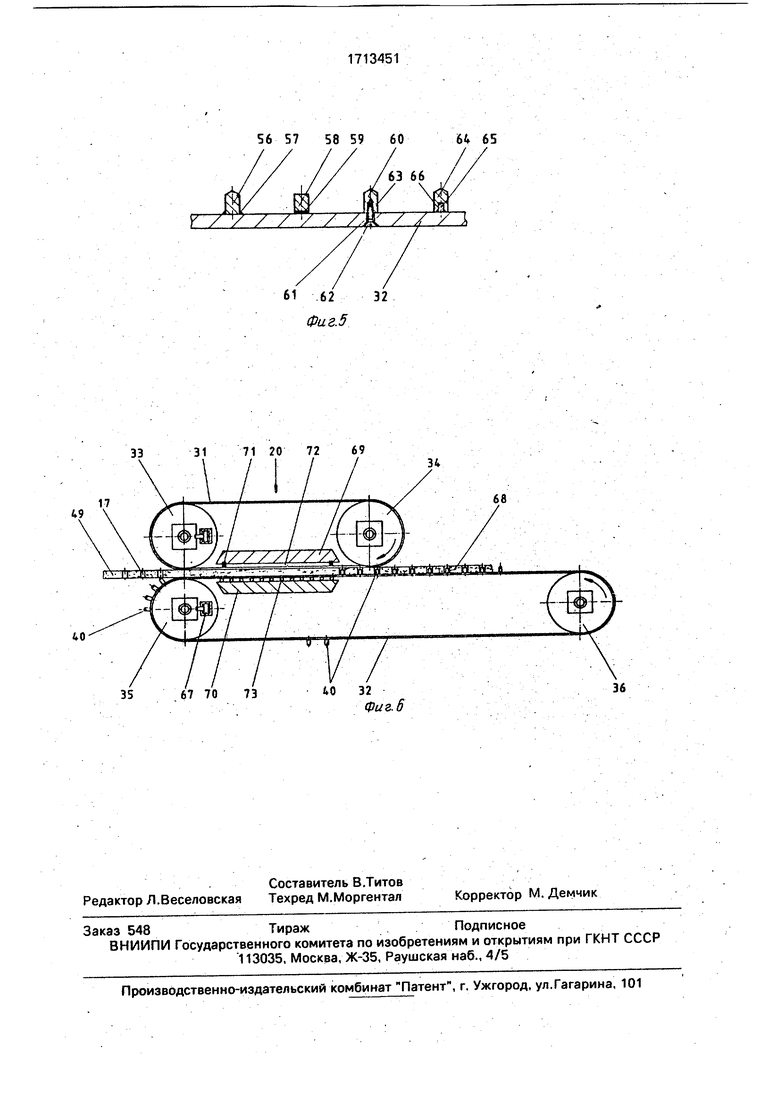
многослойной структуры,- на фиг. 5 - штифтовое полотно; на фиг. 6 - двухленточный пресс со штифтовым полотном, разрез.
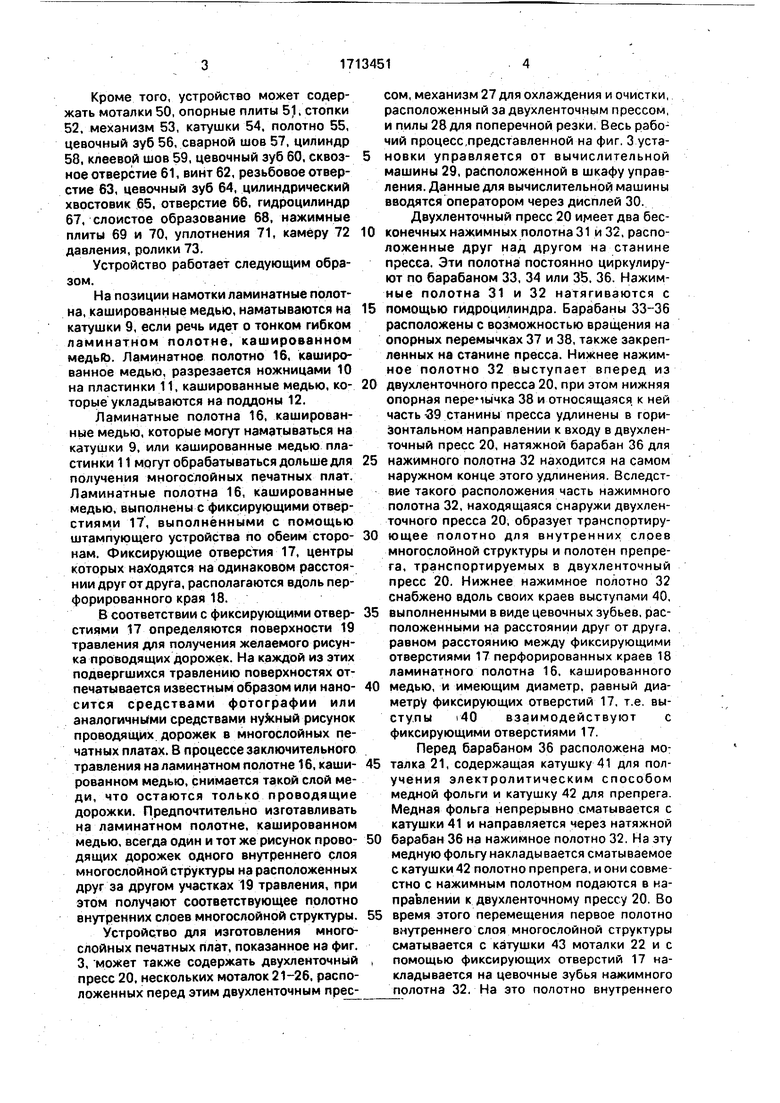
Устройство содержит двухленточный пресс 1, механизм 2 штамповки, моталки 3 и 4 с катушками 5 и катушками 6 и 7 механизма 8 намотки, катушки 9, ножницы 10, пластинки 11, поддоны 12, шину 13 управления, дисплей 14, слоистые структуры 15, ламинатные полотна 16с фиксирующими отверстиями 17 вдоль перфорированного края 18 полотна 16, поверхности 19 травления.
Устройство может содержать двухленточный пресс 20, моталки 21-26, механизмы 27 охлаждения, пилы 28, вычислительную машину 29 с дисплеем 30, нажимные полотна 31 и 32, Направляющие барабаны 33-36, опорные перемь1чки 37 и 38, часть станины 39, выступы 40 в виде цевочных зубьев, катушки 41-47 механизм 48 очистки, многослойное полотно 49.
Кроме того, устройство может содержать моталки 50, опорные плиты 51. стопки 52. механизм 53, катушки 54. полотно 55, цевочный зуб 56, сварной шов 57. цилиндр 58, клеевой шов 59. цевочный зуб 60. сквозное отверстие 61, винт 62, резьбовое отверстие 63, цевочный зуб 64, цилиндрический хвостовик 65, отверстие 66. гидроцилиндр 67, слоистое образование 68, нажимные плиты 69 и 70, уплотнения 71, камеру 72 давления, ролики 73.
Устройство работает следующим образом.
На позиции намотки ламинатные полотна, кашированные медью, наматываются на катушки 9, если речь идет о тонком гибком ламинатном полотне, кашированном медь1Ь. Ламинатное полотно 16, кашированное медью, разрезается ножницами 10 на пластинки 11. кашированные медью, которые укладываются на поддоны 12.
Ламинатные полотна 16, кашированные медью, которые могут наматываться на катушки 9, или кашированные медью пластинки 11 могут обрабатываться дольше для получения многослойных печатных плат. Ламинатные полотна 16, кашированные медью, выполнены с фиксирующими отверстиями 17, выполненными с помощью штампующего устройства по обеим сторонам. Фиксирующие отверстия 17, центры которых на одятся на одинаковом расстоянии друг от друга, располагаются вдоль перфорированного края 18.
В соответствии с фиксирующими отверстиями 17 определяются поверхности 19 травления для получения желаемого рисунка проводящих дорожек. На каждой из этих подвергшихся травлению поверхностях отпечатывается известным образом или наносится средствами фотографии или аналогичными средствами нужный рисунок проводящих, дорожек в многослойных печатных платах. В процессе заключительного травления на ламинатном полотне 16, кашированном медью, снимается такой слой меди, что остаются только проводящие дорожки. Предпочтительно изготавливать на ламинатном полотне, кашированном медью, всегда один и тот же рисунок проводящих дорожек одного внутреннего слоя многослойной структуры нерасположенных друг за другом участках 19 травления, при этом получают соответствующее полотно внутренних слоев многослойной структуры. Устройство для изготовления многослойных печатных плат, показанное на фиг. 3, может также содержать двухленточный пресс 20, нескольких моталок 21-26, расположенных перед этим двухленточным прессом, механизм 27 для охлаждения и очистки, расположенный за двухленточным прессом, и пилы 28 для поперечной резки. Весь рабочий процесс .представленной на фиг. 3 установки управляется от вычислительной машины 29. расположенной в шкафу управления. Данные для вычислительной машины вводятся оператором через дисплей 30. Двухленточный пресс 20 имеет два бесконечных нажимных полотна 31 и 32. расположенные друг над другом на станине пресса. Эти полотна постоянно циркулируют по барабаном 33, 34 или 35. 36. Нажимные полотна 31 и 32 натягиваются с
5 помощью гидроцилиндра. Барабаны 33-36 расположены с возможностью вращения на опорных перемычках 37 и 38, также закрепленных на станине пресса. Нижнее нажимное полотно 32 выступает вперед из
0 двухленточного пресса 20. при этом нижняя опорная перемычка 38 и относящаяся, к ней часть -39 станины пресса удлинены в горизонтальном направлении к входу в двухленточный пресс 20. натяжной барабан 36 для
5 нажимного полотна 32 находится на самом наружном конце этого удлинения. Вследствие такого расположения часть нажимного полотна 32. находящаяся снаружи двухленточного пресса 20, образует транспортирующее полотно для внутренних слрев многослойной структуры и полотен препрега, транспортируемых в двухленточный пресс 20. Нижнее нажимное полотно 32 снабжено вдоль своих краев выступами 40.
5 выполненными в виде цевочных зубьев, расположенными на расстоянии друг от друга. равном расстоянию между фиксирующими отверстиями 17 перфорированных краев 18 ламинатного полотна 16. кашированного
0 медью, и имеющим диаметр, равный диаметру фиксирующих отверстий 17. т.е. высту.пы i40 взаимодействуют с фиксирующими отверстиями 17.
Перед барабаном 36 расположена мо:
5 талка 21, содержащая катушку 41 для получения электролитическим способом медной фольги и катушку 42 для препрега. Медная фольга непрерывно сматывается с катушки 41 и направляется через натяжной
0 барабан 36 на нажимное полотно 32. На эту медную фольгу накладывается сматываемое с катушки 42 полотно препрега. и они совместно с нажимным полотном подаются в напраЬлении к двухленточному прессу 20. Во
5 время этого перемещения первое полотно внутреннего слоя многослойной структуры сматы,вается с катушки 43 моталки 22 и с , помощью фиксирующих отверстий 17 накладывается на цевочные зубья нажимного полотна 32. На это полотно внутреннего
слоя многослойной структуры накладывается полотно препрега, сматываемого с катушки 44 моталки 23. Затем идут следующие полотна внутренних слоев многослойной структуры, которые смать(ваются с катушек 45 моталок 24 и разделяются полотнами препрега, сматываемыми с катушек 46 моталок 25. Количество этих полотен внутренних слоев многослойной структуры, а также моталок 24 и 25 определяется требующейся конструкцией многослойных печатных плат. Центрирование отдельных внутренних слоев относительно друг друга обеспечивается с высокой точностью с помощью цевочных зубьев, входящих в соответствующие отверстия 17 на перфорированных краях полотен внутренних слоев многослойной структуры. При зтом необходимо накладывать полотно внутреннегоСЛОЯ многослойной структуры на нижележащее полотно у первого ролика в соответствии с рисунком проводящих дорожек, нанесенных с определенной ориентацией относительно фиксирующих отверстий, так как рисунок проводящих дорожек накладывается на каждое полотно внутреннего слоя слоистой структуры на одинаковом расстоянии. На самый верхний слой препрега в заключение накладывается медная фольга, которая подается с катушки 47 моталки 26 через натяжной барабан 34. Натяжные барабаны 34 и 36 со стороны входа выполнены обогреваемыми, они нагревают медную фольгу для предотвращения образования складок. Для очистки поверхности медной фольги со стороны входа на натяжные барабаны 34 и 36 могут быть расположены механизмы 48 очистки, с по мощью которых с медной фольги снимается пыль и грязь. Вместо верхней и нижней медной фольги могут накладываться также готовые наружные слои многослойной структуры, также имеющие фиксирующие отверстия.
Слоистое образование 68 получают из полотен внутренних слоев многослойной структуры, разделенных полотнами препрега, и из медной фольги, прилегающей к полотнам препрега, спрессованной в двухленточном прессе 20 между нажимными полотнами Т1 и 32 под воздействием давления на поверхность и тепла при одновременном перемещении посредством двухленточного пресса 20. Для оказания поверхностного давления на образование 68 с обратной стороны нажимных полотен 31 и 32 расположены нажимные плиты 69 и 70, давление прессования от которых передается через жидкое механическое средство на нажимное полотно 31, 32 (фиг. 6). При передаче давления с помощью ж 1дких средств в
нажимной Нлите 69 кольцеобразно расположены замкнутые уплотнения 71, которые скользяще контактируют с поверхностью внутренней стороны нажимного полотна 3.1.
5 Между уплотнениями 71, нажимной плитой 69 и внутренней стороной нажимного полотна 31 выполнена камера 72 давления, в которой находится под давлением жидкая среда. На нажимной плите 70 находятся неподвижно закрепленные ролики 73, передающие давление от нажимной плиты 70 на внутреннюю сторону нажимного полотна 32. Цевочные зубья нажимного полотна 32, входящие в фиксирующие отверстия 17,
15- фиксируют полотна внутренних слоев многослойной структуры при приложении давления, в результате чего исключается перемещение или выжимание отдельных внутренних слоев и они располагаются друг
0 относительно друга абсолютно точно. В случае необходимости в конце двухленточного гтресса может располагаться зона охлаждения, в которой слоистое образование 68, находящееся под давлением, охлаждается.
5 На выходе из двухленточного пресса 20 смола полотен препрега отверждается и связывает отдельные полотна слоистого образования друг с другом в компактное полотно 49 многослойной структуры, в котором отдельные многослойнь1е печатные платы расположены одна относительно другой на равном расстоянии. Многослойное полотно 49 пропускается через механизм 27 охлаждения, в котором поверхности многослойного полотна, выполненные из медной фольги, очищаются растворителем. За механизмом 27 охлаждения расположена пила для поперечной резки, с помощью которой нарезаются отдельные многослойные печатные платы из полотна 49 с многослойной структурой. Многослойные печатные платы складываются в стопки на поддоны для их выгрузки. Рисунки проводящих дорожек на наружных слоях многослойной структуры
5 могут изготовляться за механизмом 27 охлаждения на станции обработки в соответствии с фиксирующими отверстиями 17, Рисунки проводящих дорожек на наружном слое многослойной структуры могут изготавливаться тогда, когда многослойное полотно 49 уже разделено пилой 28 для поперечной резки на отдельные многослойные пластинки печатных плат. Перфорированные края 18 целесообразно обрезать 5 только после того, как будет окончательно обработан наружный слой многослойной структуры.
На фиг. 4 представлена установка для изготовления многослойных печатных плат, вариант выполнения, согласно которому
двухленточный пресс 20 идентичен прессу, представленному на фиг. 3 или 6, однако вместо полотен внутренних слоев многослойной структуры в многослойные печатные платы спрессовывают отдельные внутренние слои. Для этого на нижней опорной перемычке 38 расположены опорные плиты 51. на которых находится по одной стопке одинаковых внутренних слоев многослойной структуры. Порядок в стопке 52 соответствует желаемому порядку внутренних слоев многослойной структуры в многослойных печатных платах. На стороне полотна 32, расположенной напротив опорных плит 51, находятся моталки 50 с катушками 54 для полотен прёпрега.
В устройстве, показанном на фиг. 4, с катушки 41 моталки 21 сматывается медная фольга, которая накладывается на нажимное полотно 32. На эту медную фольгу накладывается полотно прёпрега, сматываемое с катушки 52 моталки 21, В заключение на полотно прёпрега с помощью механизма 53 накладывается первый внутренний слой многорлойной структуры из стопки 52, причем цевочные зубья входят в фиксирующие отверстия 17 на перфорированном крае. Механизм 53 может состоять, например, из перемещаемой присоски. На первый внутренний слой многослойной структуры накладывается слой полотна npeTipera, сматываемого с катушки 54 моталки 50. Затем из следующей стопки 52 на полотно прёпрега накладывается с помощью механизма 53 следующий внутранний слой многослойной структуры, причем второй внутренний слой центрируется на первом внутреннем слое с помощью фиксирующих отверстий 17. Цевочные зубья при этом также входят в фиксирующие отверстия 17 второго внутреннего слоя. Затем подаются другие полотна прёпрега с катушек 54 моталок 50; чередуясь с остальными внутренними слоями прёпрега из стопки 52. На самый верхний внутренний слой многослойной структуры снова накладывается полотно прёпрега и наконец медная фольга с катушки 47 моталки 26. Полученное слоистое образование 68 из внутренних слоев многослойной структуры, полотен прёпрега и медной фольги транспортируется нажимным полотном 32 в двухленточный пресс 20 и спрессовывается там с приложением давления на его поверхность и подводом тепла в многослойное полотно 55, причем цевочные зубья нажимного полотна фиксируют внутренние слои друг относительно друга. После этого многослойное полотно 55 выходит из двухленточного пресса, разрезается пилой 28 для поперечной резки на отдельные многослойные пластины, причем фиксирующие отверстиями 17 снова служат ориентиром. После этого в соответствии с фиксирующими отверстия 17 на медную фольгу, находящуюся на поверхности многослойных пластин, наносится рисунок проводящих дорожек. Затем перфорированные края с фиксирующими отверстиями 17 обрезают. Многослойные пластины укладывают стопкой на поддон для транспортировки.
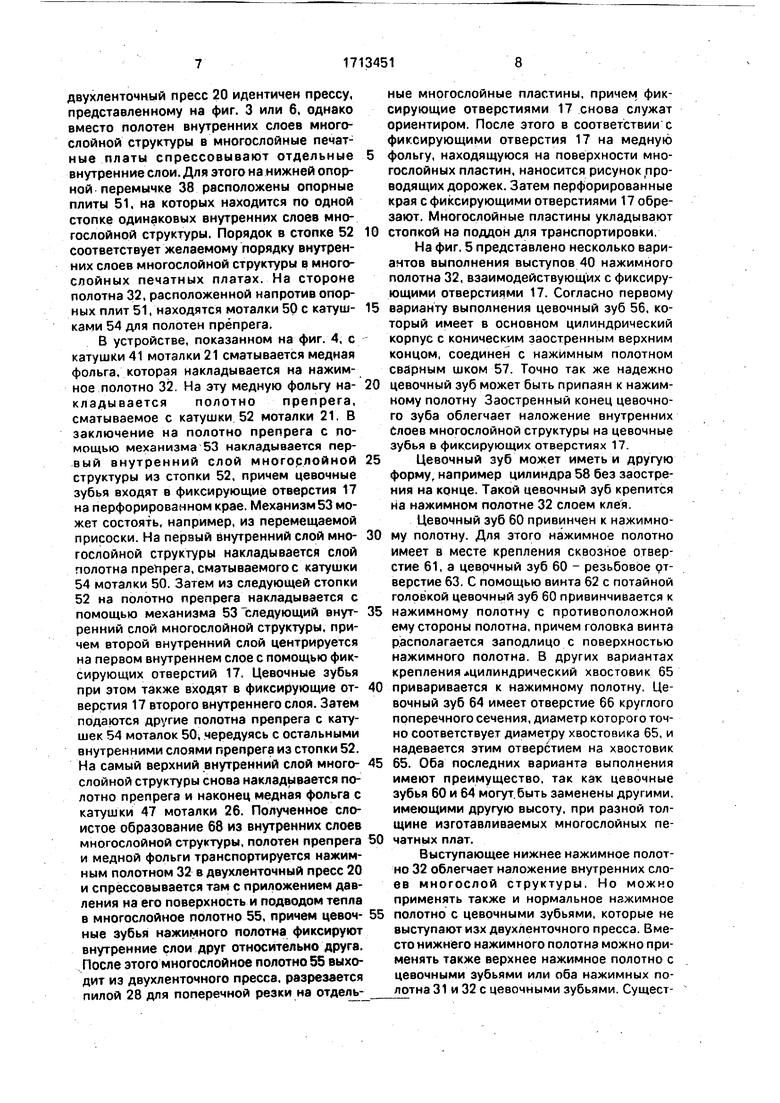
На фиг. 5 представлено несколько вариантов выполнения выступов 40 нажимного полотна 32, взаимодействующих с фиксирующими отверстиями 17. Согласно первому варианту выполнения цевочный зуб 56, который имеет в основном цилиндрический корпус с коническим заостренным верхним концом, соединен с нажимным полотном сварным шком 57. Точно так же надежно цевочный зуб может быть припаян к нажимному полотну Заостренный конец цевочного зуба облегчает наложение внутренних Слоев многослойной структуры на цевочные зубья в фиксирующих отверстиях 17.
Цевочный зуб может иметь и другую форму, например цилиндра 58 без заострения на конце. Такой цевочный зуб крепится на нажимном полотне 32 слоем клея.
Цевочный зуб 60 привинчен к нажимному полотну. Для этого нажимное полотно имеет в месте крепления сквозное отверстие 61, а цевочный зуб 60 - резьбовое ртверстие 63. С помощью винта 62 с потайной головкой цевочный зуб 60 привинчивается к нажимному полотну с противоположной ему стороны полотна, причем головка винта располагается заподлицо с поверхностью нажимного полотна. В других вариантах крепления «цилиндрический хвостовик 65 приваривается к нажимному полотну. Цевочный зуб 64 имеет отверстие 66 круглого поперечного сечения, диаметр которого точно соответствует диаметру хвостовика 65. и надевается этим отверстием на хвостовик 65. Оба последних варианта выполнения имеют преимущество, так как цевочные зубья 60 и 64 могут.быть заменены другими. имеющими другую высоту, при разной толщине изготавливаемых многослойных печатных плат.
Выступающее нижнее нажимное полотно 32 облегчает наложение внутренних слоев многослой структуры. Но можно применять также и нормальное нзжимное полотно с цевочными зубьями, которые не выступают изх двухленточного пресса. Вместо нижн1его нажимного полотна можно применять также верхнее нажимное полотно с цевочными зубьями или оба нажимных полотна 31 и 32 с цевочными зубьями. Существенным является то, что по меньшей мере одно нажимное полотно двухленточного пресса имеет связанные с ним выступы, расположеные на одинаковом расстоянии и взаимодействующие с фиксирующими отверстиями 17 перфорированного края лами 1атнЬго полотна 16, кашированного медью. Формула изобретения
1.Устройство для непрерывного изготовления многослойных печатных плат, содержащее двухленточный пресс с нажимными элементами, между которыми расположены установленные на приводных барабанах бесконечные нажимные полотна, механизм перемотки многослойных структур с фиксирующими отверстиями, о т л и ч а ю щ е ее я тем, что, с целью повышения качества изделий, по меньшей мере на одном нажимном полотне двухленточного пресса выполнены выступы с возможностью взаимодействия с фиксирующими отверстиями многослойных структур, ,
2.Устройство по п. 1, о т л и ч а ю щ е ёс я тем, что расстояние между прижимными барабанами одного иЗ бесконечных нажимных полотен больше расстояния приводными барабанами другого бесконечного нажимного полотна.
3.Устройство по пп. 1 и 2, о т л и ч а ющ е е с я тем, что выступы, соответствующие фиксирующим отверстиям, выполнены на нижнем нажимном полотне.
4.Устройство по п. 1 или 2, о тли ч а ю щ е е с я тем, что выступы, соответствующие фиксирующим отверстиям, выполнены на верхнем нажимном полотне.
5.Устройство по п. I или 2, о т л и ч а ющ е е с я тем, что выступы, соответствующие фиксирующим отверстиям, выполнены как на верхнем, так и на нижнем нажимном полотне.
6.Устройство по одному из пп. 1 - 5, отличающееся тем, что выступы выполнены в виде цевочных зубьев, расположенных на нажимном полотне.
7.Устройство по п. 6, о т л и ч а ю Щ е ес я Тем, что цевочные зубья выполнены цилиндрическими.
8.Устройство по п. 7, отличающеес я тем, что цевочные зубья выполнены коническими.:
9.Устройство по одному из пп. 1-8. 5 о т л и ч а ю щ е е с я тем, что выступы,
соответствующие фиксирующим отверстиям,, жестко установлены на нажимном полотне.
lOi Устройство по п. 9, о т ли ч а ю щ е е0с я тем, что выступы, соответствующие фиксирующим отверстиям, соединены с нажимным полотном сваркой.
; 11. Устройство по п. 9, о т л и ч а ю щ е ес я тем, что выступь, соответствующие фик5 сирующйм отверстиям, соединены с нажимным прлоТном пайкой.
12.Устройство по п. 9, о т л и ч а ю щ е ес я тем, что выступы, соответствующие фиксйруюЩим отверстиям, прикреплены к нажимному полотну клеевым соединением.
13.Устройство по пп. 1 - 8, о т л и ч а ю щ е е с я тем, что выступы, соответствующие фиксирующим отверстиям, установлены с возможностью замены на нажимном полот5;,не:.:, ::.-„ .; ; , . .. 14.Устройство по п. 13, о т л и ч а ю щ е ее я тем, ч1о выступы, соответствующие фиксу|рующим отверстиям, прикреплены к нажимному полотну винтовым соединением.
. 15. Устройство по п. 14, о т л и ч а ю щ е е с я тем, что выступ выполнен с резьбовым отверстием, повернутым к нажимному полотну, для ра змещения винта с потайной
5 головкой со стороны нажимного полотна, отвернутой от выступав
16. Устройство по п. 13, о т л и ч а ю щ ее с я тем, что в выступе выполнен паз повернутый к нажимному полотну для размещения
0 его на цапфе, закрепленной на нажимном полотне.
17.Устройство по п. 16, отл ичающеес я тем, что (цапфа соединена с нажимным полотном сваркой или пайкой.
5 18. Устройство по п. 16 или 17, о т л и ч аЮ Щ е е с я тем, что цапфа и паз выполнены с круглым поперечным сечением с приблизительно одинаковыми диаметрами.
М1Ы. It I
in
.i 1
1817
19
16
Изобретение относится к установкам для непрерывного изготовления многослойных печатных плат. Цель^изобретения - повышение качества изделий - достигается тем, что в устройстве, содержащем двухлен- точный пресс с нажимными элементами, между которыми расположены бесконечные нажимные полотна, и механизм перемотки многослойных структур с фиксирующими отверстиями, по меньшей мере на одном нажимном полотне двухленточного пресса выполнены выступы с возможностью взаи- модействи^ с фиксирующими отверстиями многослойных структур. 17 з.п. ф-лы, 6 ил.
2827 29 37 203Ue 47 26 25 б 4933 35
Фиг.2. ВО 34 40 32 38 4524 23 44 22 A3 21 42 36 4В 41 39
см
56 57 58 59 60
Y / У X /
61 6232
Фиг.5
64 65
/ УХ;
3171 20 72
/I/ / /
УУЧЧ
to
67 70 73
36
| Патент ФРГ№3307057, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
