Изобретение относится к способу изготовления композиционных многослойных материалов, в частности многослойных материалов с перекрестно расположенными слоями, в котором системы параллельно расположенных волокон, снабженных еще не перешедшими в фиксированную форму матричными веществами, проходят через зону соединения в виде слоев, в которых волокна расположены по крайней мере в двух различных направлениях, а матричные вещества фиксируются. В частности изобретение относится к способу изготовления композиционных материалов, преимущественно предназначенных для использования в качестве основы для печатных схем, т. е. в качестве платы печатной схемы, далее сокращенно обозначенной ППС.
Аналогичный способ представлен в патенте EP 478051. Согласно этому патенту непрерывный способ изготовления плоской структуры, состоящей из армированной волокнами матрицы, заключается в использовании по меньшей мере двух движущихся слоев параллельных систем волокон, перекрещивающихся под прямым углом, не связанных между собой в форме ткани (параллельных систем волокон), нанесении на эти системы параллельных волокон, которые расположены в двух перекрещивающихся направлениях, матричного вещества и пропуске их через зону соединения, например, выполненную в виду двух прессующих транспортеров, для изготовления многослойного материала с перекрестной армирующей структурой. Этим способом можно изготавливать многослойные материалы, преимущественно предназначенные для использования в качестве ППС, благодаря, между прочим, хорошему качеству поверхности, сравнительно низкому коэффициенту линейного теплового расширения (КЛТР) в продольном и поперечном направлениях, возможности варьировать в широких пределах содержание волокон и удовлетворительной стабильности размеров.
Недостатком известного способа является то, что укладка волокон в двух направлениях и введение матричных веществ до или после указанной укладки волокон проводятся до термофикации матричных веществ с погруженными в них волокнами, что требует использования сравнительно сложного оборудования. Другим недостатком является то, что для сохранения требуемой ориентации волокон, обычно под углом 90o, системы параллельно расположенных волокон должны удерживаться под натяжением в течение всего процесса. Кроме того, желательно чтобы производительность процесса была выше.
Другой способ изготовления композиционного многослойного материала, армированного системами параллельно расположенных волокон, также предназначенного для использования в качестве ППС, описан в патенте США N 4943334. В этом способе армирующие моноволокна навиваются на прямоугольный плоский сердечник несколькими слоями, перекрещивающимися под прямым углом. На моноволокно наносится термоплавкое матричное вещество напылением или пропиткой. Матрица, которая впоследствии содержит перекрещивающиеся системы параллельно расположенных волокон, затем термофиксируется. Достоинством этого способа является низкий коэффициент расширения получаемого таким способом материала. Возможным недостатком этого способа является высокое остаточное напряжение между слоями в изготовленном материале, возникающее в результате анизотропии слоев, из которых состоит эта структура. Имеются опасения, что эти напряжения могут привести к расслоению материала. Высокая стоимость производства является еще одним крупным недостатком этого способа. Очевидным фактом являются также относительно большие потери в виде обрезков кромок.
В патенте США N 4420359 раскрыт способ изготовления армированного многослойного пластика, заключающийся в соединении одного или большего количества слоев пропитанного латексом и содержащего волокна пластика с жесткими плоскими панелями. В патенте описано устройство для осуществления этого способа, в котором используется два транспортерных полотна, между которыми происходит соединение. Наконец, в патенте США N 4659425 описан способ производства ПС, заключающийся в нанесении на поверхность металлической фольги термофиксируемой смолы и в наложении таким образом покрытой металлической фольги на армирующую ткань (например, стеклоткань) для получения структуры, состоящей из фольги и ткани, и последующем пропуске этой структуры через пресс, состоящий из двух транспортеров, для получения многослойного материала.
Использование пресса, состоящего из двух транспортерных лент, для изготовления многослойных структур известно как таковое из Европейских патентов N 120192, N 203368, N 215392 и N 327838. Однако в этих публикациях не упоминается об армированных системах параллельно расположенных волокон композитах.
Композитные материалы для изготовления ППС, в которых отдельные системы параллельно расположенных волокон уложены перекрестно, известны из патента США N 4814945. В этом патенте описана структура для изготовления ППС, состоящая из смол, армированных параллельно расположенными арамидными волокнами. Несколько слоев смол нагревают до полуфиксированного состояния (до стадии B), а затем эти слои, армированные параллельно расположенными волокнами, укладывают один на другой и термофиксируют. Недостатком процесса, в котором используются смолы в стадии B (с учетом потоков, возникающих при соединении слоев), является то, что натяжение и, следовательно, ориентация волокон в соединяемых слоях не может контролироваться требуемым образом, что приводит к ухудшению плоскостности. В случае изготовления ППС неплоскостность считается существенным недостатком. Еще один недостаток этого способа, связанный с использованием смол вс стадии B, заключается в том, что приходится решать проблемы хранения веществ в активном состоянии.
Область поиска включает: патент США N 4609586, в котором также описан материал для изготовления ППС, состоящий из перекрестно уложенных слоев. Этот материал, однако, представляет собой металлическую матрицу, армированную углеродными волокнами, и не используется в качестве действительной основы ППС (роль которой выполняет в данном случае обычный композиционный материал, состоящий из эпоксидной матрицы, армированной стекловолокном), а служит дополнительным базовым компонентом.
Патент США N 3150026 на устройство для изготовления нетканого пластикового армированного материала, в котором параллельно расположенные основные нити подаются по опорной плоскости, а на них последовательно укладывают параллельно ориентированные между собой уточные нити и затем наносят на эту структуру связующую смолу и термофиксируют.
Патент США N 4186044 на устройство для непрерывного прессования и термофиксации армированной многослойной структуры, пропитанной смолами, и изготовления удлиненных многослойных композиционных изделий.
Патент Франции N 2330530, по которому изготавливают армированный материал путем подачи с двух рулонов двух армированных в продольном направлении материалов, подачи армированного в поперечном направлении материала, образовании непрерывного полотна, армированного в двух направлениях, нанесении связующего вещества и скреплении всей структуры.
Патент Франции N 2333638 на способ изготовления транспортерного резинового полотна, заключающийся в экструдировании армированного полотна, разрезании аналогичным образом полученного транспортерного полотна на панели, наложении в поперечном направлении этих панелей на упомянутое полотно и последующем прессовании и вулканизации.
Технической задачей изобретения является создание простого, сравнительно недорогого способа изготовления композиционного армированного материала, лишенного недостатков, присущих известным способам, описанным выше. Способ предусматривает изготовление композиционного армированного параллельно расположенными волокнами материала, преимущественно предназначенного для изготовления основы ППС.
Изобретение отличается тем, что упомянутые выше известные системы параллельных волокон с нанесенными на них еще нефиксированными веществами проходят через зону соединения вместе с предварительно сформированными нетекучими композиционными структурами, армированными параллельно расположенными волокнами. Под словом "нетекучие" понимается одинаково ориентированные армирующие волокна, погруженные в матрицу из веществ, отвержденных (консолидированных) до такой степени, что уже не переходят в текучую форму в течение остальных процессов настоящего способа. Это означает, что во время хранения и обработки нетекучих армированных композиционных структур они находятся в таких условиях (давление и температура), при которых эти структуры не размягчаются (например, при температуре ниже температуры размягчения или близкой к ней). Несколько стадий состояния матричного вещества (матричной смолы) идентифицированы известным в данной области техники способом позициями A, B и C, где:
стадия A определяет неотвердевшее состояние смолы (т.е. в случае термореактивной смолы - это стадия нетермофиксированного состояния);
стадия B в общем случае означает частичное отверждение (в случае термореактивной смолы - реакция термофиксации прошла через стадию формирования длинных молекулярных цепей, но не завершилось образование кристаллической решетки);
стадия C определяет полное отверждение (термофиксацию).
Для удобства хранения и переработки считается предпочтительным для отверждения нетекучей армированной композиции довести ее до стадии C, а для смол, которые еще будут использоваться и которые содержат жесткие молекулярные цепи, в которых при обычных условиях хранения и переработки может быть достигнуто нетекучее состояние уже на стадии, обозначенной позицией B. Однако, примечательно, что, если в зоне соединения (ламинирования) прессование проводится при постоянном давлении, то может также использоваться смола в стадии A. Понятия стадий A, B и C известны специалистам в данной области и не требуют дополнительного пояснения.
Понятие еще неотвердевшего матричного вещества относится к веществам, обладающим достаточно малой вязкостью на стадии нанесения их на параллельно расположенные волокна, чтобы обеспечить их пропитку, таким, например, как термопластичные смолы в жидкой фазе. Еще неотвердевшие термореактивные смолы обычно находятся в стадии A или B (за исключением термореактивных смол, упомянутых выше, для которых это означает, что они более не обладают текучестью в стадии B).
Следует отметить, что прохождение через зону соединения параллельно расположенных волокон с нанесенными на них еще неотвердевшими матричными веществами позволяет использовать нетекучие композиты, к которым не предъявляются строгие требования с точки зрения нанесения связующего, и достаточное количество связующего наносится в форме этих неотвердевших матричных веществ. Неотвердевшие матричные вещества обычно бывают в жидкой форме, но могут предположительно быть и в виде легко сыпучей пудры, которую можно нанести на параллельно расположенные волокна.
Ориентация армирующих волокон в предварительно изготовленных нетекучих композитах отличается от ориентации волокон, на которые нанесены матричные вещества и с которыми первые соединяются.
Для получения многослойных армированных структур, обладающих требуемыми изотропными свойствами, предпочтительно, чтобы две системы параллельно расположенных волокон перекрещивались под прямым углом. С практической точки зрения предпочтительно, чтобы ориентация волокон, на которые нанесены матричные вещества, совпадала с продольным направлением устройства для изготовления материала, в котором совершается процесс.
Как известно, многослойные структуры с перекрестным расположением параллельных систем волокон предпочтительно обладают изотропными сбалансированными и симметричными свойствами. Термин "сбалансированные" означает одинаковость свойств во взаимно перпендикулярных направлениях (например, при одинаковом количестве волокон в продольном и поперечном направления), а термин "симметричные" означает зеркальное отражение свойств по толщине структуры, т. е. многослойная структура симметрична относительно средней плоскости. Способ изготовления многослойного материала, обладающего сбалансированными и симметричными свойствами, может успешно осуществляться симметричным образом, например подачей параллельно расположенных волокон, покрытых еще неотвердевшим матричным веществом таким образом, что они расположены по обе стороны нетекучих композиционных элементов, армированных параллельно расположенными волокнами. Слова "обе стороны" здесь означают внешние поверхности нетекучих композиционных элементов, армированных параллельно расположенными волокнами, которые обычно представляют собой тонкие плоские панели.
Следует отметить, что описываемый процесс может повторяться последовательно несколько раз. В этом случае вместо нетекучих композиционных элементов, армированных параллельно расположенными волокнами в одном направлении, используются в каждой последующей ступени дублирования нетекучие композиционные элементы, армированные обычно во взаимно перекрещивающихся направлениях, которые изготавливаются изложенным способом. В данном способе нетекучие элементы, армированные во взаимно перекрещивающихся направлениях, должны пропускаться через зону дублирования в том направлении, при котором получается сбалансированная и симметричная относительно средней плоскости структура.
Обычно целесообразно подвергать термофикации композицию, изготовленную в соответствии с предлагаемым способом, после последней ступени дублирования для обеспечения полного перехода в отвержденное состояние матричных веществ во всех слоях.
Основное преимущество способа изготовления нетекучих композиционных панелей, армированных параллельно расположенными волокнами в первой стадии, заключается в том, что благодаря этому не требуется удерживать параллельно расположенные волокна под натяжением на протяжении всего процесса изготовления, так как нетекучее матричное вещество сохраняет требуемую ориентацию волокон. В сравнении с известными способами, описанный здесь способ обеспечивает простое и легкое сохранение ориентации волокон, что жизненно важно при изготовлении композитов, армированных параллельно расположенными волокнами.
Еще одно преимущество способа по данному изобретению заключается в том, что он очень подходит для использования смол с большим молекулярным весом без применения растворителей, а также катализированных смол (особенно это важно в случае использования гальванического способа металлизации). Эти коммерчески важные смолы недостаточно хорошо пропитывают волокнистые структуры, в которых различные слои параллельно расположенных волокон накладываются один на другой и пропитываются впоследствии (EP 478051).
Способ изготовления нетекучих композиций, армированных параллельно расположенными волокнами, не оказывает существенного влияния на свойства конечного материала. Специалисты в этой области свободны в выборе одного из нескольких известных способов изготовления композиционных элементов, армированных параллельно расположенными волокнами. Один подходящий для этого способ заключается, например, в пропитке синтетическими смолами слоя армирующих волокон, подаваемых с бобин, установленных на шпулярнике. Пропитка может производиться, например, пропуском волокон через ванну, содержащую жидкость или растворимые матричные вещества.
В альтернативном варианте можно использовать матричные вещества в форме порошка, эмульсии или суспензии. Предпочтительно, однако, использовать матричные вещества в форме жидкости или раствора, подаваемого дозирующим устройством на волокна, сматываемые с бобин, установленных на шпулярнике. Матричные вещества, армированные параллельно расположенными волокнами, полученные таким образом, затем отверждаются (до требуемой степени) предпочтительно без какого-либо прерывания процесса. В случае использования термореактивных матричных веществ отверждение производится в процессе термофиксации. Термофиксация предпочтительно проводится при повышенной температуре, но в зависимости от вида используемых смол могут также быть использованы ультрафиолетовое или микроволновое облучение. В случае использования термопластичных веществ в качестве матрицы отверждение производится охлаждением расплава этих веществ. В случае использования полукристаллических веществ должно производиться охлаждение ниже их температуры плавления. В случае использования аморфных пластиков они должны быть охлаждены до температуры стеклования.
В соответствии с изобретением использование прессующего устройства, состоящего из двух транспортерных полотен, можно считать предпочтительным, так как оно является наилучшим возможным средством получения композитов, армированных параллельно расположенными нитями. С помощью этого прессующего устройства, состоящего из двух транспортерных полотен, волокна по крайней мере проводятся около дозирующего устройства, наносящего из них матричные вещества, и через зону прессования. В зависимости от типа матричного вещества пропитанные им волокна пропускают через одну или несколько зон отверждения, хотя сформированная композиция может кроме этого быть пропущена через зону очистки или охлаждения, если это необходимо. Если требуется, процесс может быть повторен для получения более толстых композиций. В этом случае армированные композиции, полученные в ходе предыдущих процессов, вводятся в зону дублирования между прессующими транспортерами и соединяются с системами параллельно расположенных волокон, покрытых неотвержденным матричным веществом, причем направление параллельно расположенных волокон в ранее сформированных армированных композициях должно соответствовать продольному направлению устройства.
Не является существенным способом нанесения матричных материалов на параллельно расположенные волокна, проходящие через зону дублирования их с предварительно сформированными нетекучими армированными композициями. Один возможный способ заключается в покрытии слоя волокон матричными веществами. Другой способ заключается в пропускании каждого моноволокна через ванну, содержащую матричные вещества. В альтернативном случае могут использоваться предварительно пропитанные волокна. Предпочтительно пропускать волокна через зону питания, во время или после чего на них наносятся матричные вещества. Зона питания включает устройства для распределения (ширения) жгута моноволокон и для регулирования натяжения и ориентации. Предпочтительно в зоне питания организовать участок, где не создается давление и производится предварительный нагрев. Одним из возможных способов нагрева является прямое использование газовых горелок.
Для изготовления конечных композиционных дублированных материалов один или более слоев таких предварительно сформированных плоских нетекучих армированных композиций должны быть сдублированы с параллельно расположенными волокнами, покрытыми матричными веществами таким образом, чтобы ориентация волокон в предварительно сформированных армированных композициях отличалась от ориентации волокон, покрытых матричными веществами, которые дублируются с армированными композициями.
Предпочтительно создавать перекрестное расположение систем волокон под прямым углом и, как отмечено выше, сбалансированное и симметричное относительно средней плоскости многослойной структуры. Плоскость симметрии, которая проходит через центр многослойной структуры и параллельно наружным поверхностям либо совпадает с граничной плоскостью между двумя слоями параллельно расположенных волокон, либо является воображаемой плоскостью, проходящей через один слой параллельно расположенных волокон в зависимости от числа или от порядка слоев параллельно расположенных волокон по толщине многослойного материала. Сбалансированный и симметричный относительно средней плоскости многослойный материал, содержащий перекрестно расположенные армирующие слои параллельно расположенных волокон, известен как многослойный материал с перекрестным армированием. Основным достоинством таких многослойных материалов является изоморфность их свойств в продольном и поперечном направлениях (например, если системы армирующих волокон перекрещиваются под прямым углом).
Большее предпочтение отдается структурам, сформированным таким образом, что слои параллельно расположенных волокон ориентированы в них в порядке, соответствующем одной из указанных ниже моделей, причем слои с продольной ориентацией (0o) в поперечной ориентацией (90o) волокон расположены под прямым углом, а относительная толщина слоев определяется повторением данной ориентации. Это чередование предпочтительно должно быть следующим:
0o/90o 90o/0o.
0o/90o 90o/0o 0o/90o 90o/0o.
Обычно для изготовления плат печатных схем слои, армированные параллельно расположенными волокнами, в дублированных многослойных материалах, выполненных в соответствии с настоящим изобретением, должны иметь толщину в пределах 6-800 мк, предпочтительно 15-400 мк.
В альтернативном варианте можно, в соответствии с изобретением, накладывать несколько слоев один на другой в одном процессе. Можно, например, пропускать несколько предварительно сформированных нетекучих композиционных материалов, армированных параллельно расположенными волокнами, и/или многослойных композиций с перекрестным расположением армирующих волокон через зону дублирования вместе с параллельно расположенными волокнами с еще неотвердевшими матричными веществами. В частности, многослойная структура может быть использована в качестве предварительно пропитанных элементов, например, слой параллельно расположенных волокон с нанесенными на него матричными веществами, которые находятся в твердом состоянии при температуре питания (обычно при комнатной температуре), но переходят в текучее состояние в условиях протекания процесса. В этом случае предпочтительно пропускать предварительно пропитанные системы волокон через зону дублирования между предварительно сформированными нетекучими композициями или предварительно сформированными нетекучими материалами с поперечной армирующей структурой.
Следует отметить, что настоящее изобретение также позволяет изготавливать бесконечные ленты композиционных материалов с параллельно расположенными волокнами или с перекрестно расположенными системами волокон. Как правило, такие ленты могут быть навиты на катушки непосредственно после изготовления. Кроме того, следует отметить, что изобретение позволяет изготавливать несимметричное многослойные структуры, армированные системами перекрещивающихся волокон. Несколько таких базовых материалов могут быть склеены в любом желаемом порядке так, чтобы образовать сбалансированный и симметричный материал с поперечной структурой армирующих волокон.
В соответствии с настоящим изобретением в дополнение к слоям, армированным параллельно расположенными волокнами, могут быть введены один или несколько слоев, содержащих нетканый материал или ткань в области плоскости симметрии, и проведены через зону дублирования. В этом случае в соответствии с настоящим изобретением, слои, содержащие нетканый материал или ткань, чередуются со слоями, армированными параллельно расположенными волокнами, предпочтительно таким образом, чтобы наружные слои всегда были сформированы параллельно расположенными волокнами. Это позволяет довести диэлектрические свойства материала до требуемого уровня, сохраняя при этом хорошее качество поверхностей, и еще больше сократить напряжение между слоями.
Особенно благоприятные результаты могут быть достигнуты, если способ, осуществляемый в соответствии с изобретением, выполняется с использованием в зоне дублирования прессующего устройства, состоящего из двух транспортеров. Таким образом, предложен способ изготовления многослойного композиционного материала, состоящего из слоев параллельно расположенных волокон, предпочтительно перекрещивающихся, заключающийся (первый этап) в формировании нетекучей композиции путем нанесения матричного вещества на параллельно расположенные волокна, пропуске этих параллельно расположенных волокон с нанесеннымм на них матричным веществом через прессующее устройство, выполненное в виде двух транспортеров, и переводеа матричного вещества в нетекучее состояние, и (второй этап) в вводе мерных элементов предварительно сформированного нетекучего композиционного материала, армированного параллельно расположенными волокнами, в прессующее устройство, состоящее из двух транспортеров, и соединении этого композиционного материала с матричным веществом, содержащим параллельно расположенные волокна, указанным способом. Практически может быть целесообразным выполнение обоих этапов в одном устройстве, но, конечно, это не обязательно.
Большее предпочтение отдается изготовлению практически непрерывного армированного композиционного материала в ходе первого этапа и нарезанию его на мерные элементы, длина которых равна ширине материала, выходящего из прессующего устройства, состоящего из двух транспортеров. Таким образом исключаются потери материала, что обеспечивает высокую экономическую эффективность предложенного способа. В соответствии с изобретением наиболее предпочтительным вариантом способа изготовления многослойных композиционных материалов, армированных в поперечном направлении, является симметричный процесс, который заключается в предварительном изготовлении нетекучего композиционного материала, пропускаемого через прессующее устройство, состоящее из двух транспортеров, еще один раз таким образом, что к двум внешним поверхностям предварительно сформированного композиционного материала, армированного параллельно расположенными волокнами, присоединяются параллельно расположенные волокна, покрытые матричным веществом, ориентация которых перпендикулярна ориентации волокон предварительно сформированного армированного материала. Волокна, на которые еще не нанесено матричное вещество, сматываются в продольном направлении прессующего устройства, состоящего из двух транспортеров, как при изготовлении предварительно сформированных композиционных армированных параллельно расположенными волокнами материалов, так и во время финального процесса дублирования. Обычно на стадии дублирования предварительно сформированный композиционный армированный материал таким образом вводится в прессующее устройство, состоящее из двух транспортеров, чтобы армирующие волокна располагались перпендикулярно продольному направлению устройства.
В альтернативном варианте в соответствии с изобретением, на первом этапе дублирования матричное вещество, содержащее параллельно расположенные волокна, может быть соединено с предварительно сформированной нетекучей композицией, армированной параллельно расположенными волокнами, в которой упомянутые волокна сориентированы в том же направлении (продольном направлении устройства, на котором осуществляется процесс соединения), а на следующем этапе дублирования полученная таким образом более толстая армированная композиция может быть введена в многослойную структуру с перекрестной ориентацией армирующих волокон. Таким образом может быть изготовлен многослойный материал, имеющий следующую структуру:
90o/90o/0o/0o0o/0o/90o/90o.
Следует отметить, что прессующее устройство, состоящее из двух транспортеров, известно специалистам в данной области, поэтому дальнейших пояснений не требуется. Способ в соответствии с изобретением может быть осуществлен и на другом дублирующем оборудовании, но использование устройства, состоящего из двух транспортеров, предпочтительнее (не обязательно создавать давление на этом устройстве).
Также в случае воплощения предложенного способа, при котором осуществляется изготовление симметричных материалов и используется оборудование, такое как упомянутое устройство, состоящее из двух транспортеров, настоящее изобретение позволяет изготавливать асимметричные базовые материалы со структурой типа 0o/90o. Для этого, если требуется, обычно подается в устройство вспомогательный слой фольги в продольном направлении устройства, чтобы получить две скрепленных (с возможностью последующего разделения) отдельных структуры, предпочтительнее, чем одну структуру полной толщины. Таким образом, на первом этапе две системы параллельно расположенных волокон, покрытых еще неотвердевшим матричным веществом, пропускают через устройство дублирования и подвергают термофиксации, но с возможностью отделения фольги, не приклеивающейся к материалу в процессе дублирования. Такой пакет из двух отдельных нетекучих композиций, армированных параллельно расположенными волокнами, может быть подан в поперечном направлении в устройство снова для соединения (в соответствии со способом по данному изобретению) с параллельно расположенными волокнами, снабженными еще неотвердевшим матричным веществом, и термофиксации. Таким образом получают две отдельных скрепленных базовых структуры, армированных параллельно расположенными волокнами, ориентированными в одной из них в продольном направлении (0o). а в другой - в поперечном (90o). Подобным же образом отдельные слои фольги могут подавать в зону дублирования на любой желаемой стадии изготовления материала в соответствии с изобретением, что обеспечивает широкий выбор возможностей изготовления многослойных структур, содержащих любое желаемое количество слоев в любом порядке (с точки зрения ориентации параллельно расположенных волокон), так и при изготовлении симметричных структур. Отделяемая фольга, например политетрафторэтиленовая (ПТФЭ), известна специалистам в данной области.
Для осуществления способа в соответствии с изобретением предпочтительно использовать прессующее устройство, содержащее два транспортера, в котором имеется зона постоянного давления. Достоинством этого прессующего устройства в сравнении с прессом с контролируемым зазором, является то, что для него количество материала, поданного в пресс, более существенно, чем зазор между ветвями транспортеров, и именно количество материала оказывает определяющее влияние на толщину выпускаемого материала. Такие прессы позволяют изготавливать тонкие многослойные структуры, обладающие высокой равномерностью по толщине (колебания по толщине составляют несколько процентов от общей толщины в случае использования пресса с зоной постоянного давления; в случае использования пресса с контролируемым зазором колебаний по толщине практически нет).
В альтернативном варианте нетекучий многослойный материал с перекрестной структурой армирующих волокон, пропущенный через зону дублирования, может быть изготовлен отличным от предложенного в настоящем изобретении способом. Также можно этот многослойный материал с перекрестной структурой армирующих волокон не пропускать через зону дублирования, кроме тех случаев, когда они дублируются с медной фольгой. В таком случае использование зоны постоянного давления, осуществляемой двумя транспортерами, предпочтительно, даже если не все благоприятные факторы ранее описанного способа при этом осуществляются.
С целью дальнейшего сокращения количества отходов в виде кромок предпочтительно в предложенном способе при использовании прессующего устройства с зоной постоянного давления, состоящего из двух транспортеров, применять вязкие термопластичные смолы (подаваемые, например, путем экструзии), которые также деформируются в условиях постоянного давления, поддерживаемого вдоль краев материала, проходящего через прессующее устройство, состоящее из двух транспортеров. Положительный эффект такого процесса заключается в том, что любые выступающие из зоны транспортерных полотен элементы, которые могут появляться на их краях и образовывать утоненные участки, которые затем необходимо обрезать, будут вдавливаться в полимерный краевой материал, таким образом существенно сокращая количество материала, выступающего из зоны прессования, образованной парой транспортеров.
Еще одним преимуществом этого способа является то, что он позволяет изготавливать материалы различной ширины при использовании одного прессующего устройства, состоящего из двух транспортеров, без образования большого количества отходов в виде кромок, в отличие от прессов, рассчитанных на изготовление материала только одной ширины. Кроме того, в вариантах осуществления предложенного способа, в которых используется медная фольга, нет необходимости в том, чтобы фольга выступала на несколько сантиметров с каждой стороны, как это требуется в известных способах. Таким образом достигается существенная экономия материала.
Кроме того, недостатком известных способов является то, что вытекающее матричное вещество по краям может схватываться между медной фольгой и транспортерами. Прилипание матричного вещества к медной фольге и/или к транспортерным полотнам, происходящее при таких условиях, пагубно сказывается на качестве материала, изготавливаемого в загрязненной зоне. По этой причине предпочтительно, в соответствии с изобретением, использовать полимеры с низкой адгезией, например полиолефины, вдоль краев. Более конкретно, предпочтительно использовать полиэтилен или полипропилен.
Как отмечалось выше, способ по данному изобретению целесообразно использовать для изготовления основы ППС. На также основы наносится токопроводящий материал, обычно в виде медных трасс. Обычно нанесение таких трасс выполняется либо отбором излишков, либо нанесением. При использовании первого способа по крайней мере на одну поверхность основы ППС наносится сплошной слой металлической фольги. Затем, используя известную технологию, удаляют часть фольги травлением, оставляя трассы требуемого контура. Материалами, из которых могут формироваться такие покрытия, обычно служат медь, никель или золото. При использовании второго способа основа ППС погружается в электролизную ванну. Целью этого процесса является осаждение меди в требуемых местах из гальванического раствора методом электролиза. На практике вся многослойная панель подвергается катализу, по крайней мере та поверхность, на которую должна быть нанесена печатная схема. Поверхности, на которые не должна осаждаться медь, покрываются светочувствительной смолой.
Токопроводящий материал или каталитический слой может быть нанесен на многослойную панель, изготовленную в соответствии с изобретением, любым известным способом, например нанесением на нее клеящего состава и приклеиванием медной фольги. В этом случае изобретением предполагается использовать многослойный композиционный материал, изготовленный по одному из вариантов предложенного способа, описанному выше, для производства ППС. Предпочтительно однако, непосредственно изготавливать материал, пригодный для использования в качестве основы ППС, что предложенный способ позволяет. Таким образом, изобретение позволяет изготовление панелей для осуществления обоих способов металлизации: либо нанесением медной фольги в процессе дублирования, либо введением в матричное вещество присадок, служащих катализатором в гальванопластическом процессе. Кроме того, нанесение веществ, активных в гальваническом процессе, может осуществляться в процессе изготовления многослойного материала или помимо него. Такие покрытия, обычно содержащие модифицированный каучук, известны специалистам в данной области и носят название "клеящих присадок", хотя здесь не имеет значения, какое клеящее вещество используется, и прочность пленки, образованной им. В способе по настоящему изобретению может применяться нанесение клеящего состава вне линии производства, но он позволяет с успехом наносить такие вещества в самой линии в ходе конечного дублирования. В вариантах, в которых используется прессующее устройство, содержащее два транспортера, полотна которых могут быть выполнены из стали. Можно гальванопластикой нанести на стальные полотна транспортеров медное покрытие, которое в процессе дублирования сможет переноситься на многослойный материал.
Может быть полезным наносить клеящий слой на композиционный материал, изготовленный в соответствии с изобретением. Один вариант такого нанесения предусматривает изготовление сложного многослойного материала для ППС. Такой материал содержит по крайней мере три слоя токопроводящих веществ (медные трассы). Обычно два из этих проводящих слоев должны быть нанесены на поверхности материала, по крайней мере один проводящий слой должен быть внутри материала. Все токопроводящие слои в материале должны быть отделены друг от друга диэлектриком (т.е. изолирующими слоями). Хотя в обычных сложных многослойных материалах такими изолирующими слоями служат пропитанные смолами ткани (например, стеклоткань, пропитанная эпоксидной смолой), композиционные материалы, изготовленные в соответствии с изобретением, сами в большой степени подходят для использования в качестве изолирующих панелей и могут служить диэлектриком в составе сложных многослойных материалов. Производство таких сложных материалов, для изготовления которых могут успешно использоваться композиционные материалы, изготовленные по настоящему изобретению, могут содержать материал для ППС и какие-либо промежуточные структуры без покрытия, наложенные друг на друга. В этом случае клеящие слои могут быть нанесены либо на изолирующие панели, либо на ППС, либо на те и другие. Предпочтительно наносить клеящие вещества на изолирующие панели.
Сложные многослойные структуры могут быть также снабжены (нанесением или дублированием, в поточной линии или вне ее) светочувствительным слоем (или светостойким) таким, который обычно используется для изготовления многослойных структур печатных схем.
Если предполагается изготавливать композиционные материалы, снабженные клеящим слоем на каждой внешней поверхности, то предпочтительный вариант способа, соответствующий настоящему изобретению, может выполняться с использованием прессующего устройств, состоящего из двух транспортеров, причем системы волокон и матричные вещества направляются в горизонтальной плоскости во время выполнения процессов, предшествующих дублированию, для того, чтобы предотвратить влияние собственного веса на две стороны материала.
Еще одно достоинство способа заключается в том, что возможно в такой установке сохранить продольное направление в таком положении, что упомянутое произвольное покрытие материала при выводе из зоны дублирования производиться в вертикальном направлении, а продольное направление устройства соответствует направлению действия силы тяжести.
В альтернативном варианте материал, изготовленный в соответствии с изобретением (композиции, армированные параллельно расположенными волокнами в одном направлении, и композиции, армированные в перекрестных направлениях), может подвергаться обработке поверхности для улучшения адгезии. К таким видам обработки относятся, например, воздействие корончатым разрядом или плазмой низкого давления, которые известны. Предпочтительным является их проведение после зоны дублирования и перед нанесением каким-либо веществ или материалов.
Эффективным может быть предварительная обработка полотен транспортеров в зоне дублирования антиадгезивными веществами. Антиадгезивные вещества известны, и их можно подразделить на две группы. Одни переносятся на формируемые материалы, проходящие через зону дублирования, а другие не переносятся. Последние предпочтительны, хотя с успехом могут быть использованы и первые, если производится обработка поверхностей, аналогичная описанной выше, так как любое переходящее антиадгезивное вещество может быть удалено во время такой обработки.
В альтернативном варианте для предотвращения прилипания к полотнам транспортеров в зоне дублирования может вводиться легко отделяемая фольга.
Изобретение также относится к изготовлению основы ППС, которую можно получить, используя описанный выше процесс. Другими словами, на выходе получается многослойная структура, имеющая по крайней мере одну поверхность, подходящую для нанесения печатной схемы, причем эта структура содержит матричное вещество, армированное параллельно расположенными элементами, погруженными в него, и эти параллельно расположенные элементы находятся в виде нескольких перекрещивающихся слоев, которые симметрично размещены относительно плоскости симметрии, проходящей через середину многослойной структуры и параллельной ее наружным поверхностям. Структуры ППС, в соответствии с настоящим изобретение, отличаются тем, что по толщине ее слои, которые дальше удалены от плоскости симметрии, испытывали меньшее тепловое воздействие, чем слои, расположенные к ней ближе. Для большей ясности можно утверждать, что до окончательной термофиксации преобразование слоев в основе ППС происходит в зеркально отраженном порядке относительно упомянутой средней плоскости, в результате чего имеет место уменьшение степени отверждения от середины к поверхностям (внутренние слои отверждаются в большей степени, чем наружные).
Материалы, изготовленные по способу, соответствующему настоящему изобретению, обладают тем достоинством, что начальное напряжение в них ниже и более равномерно распределено, чем в аналогичных материалах, известных по патентам EP N 478051 и США N 4943334. Известные материалы изготавливаются в соответствии со способами, в которых требуется по крайней мере две системы параллельно расположенных волокон, перекрещивающихся под каким-либо углом, и эти волокна должны удерживаться под натяжением в течение всего процесса. Это приводит к повышению уровня напряжений, превышающего напряжения в материале, изготовленном в соответствии с настоящим изобретением, в котором каждый раз напряжения в одном направлении фиксируются в результате термофиксации матричного вещества на таком уровне, что напряжения не переносятся на дальнейший процесс. Важно иметь низкие внутренние напряжения в материале. Нет необходимости говорить о том, что безусловным требованием является то, что все эти напряжения не должны превышать предел устойчивости Эйлера при изгибе. Однако, большое значение имеет также то, что внутренние напряжения не должны слишком приближаться к этому пределу, так как дополнительные напряжения, предположительно создающиеся в ходе дальнейшего проведения процесса формирования материала, ведет к нестабильности материала, т.е. увеличению вероятности коробления. Еще одним преимуществом материалов, полученных предложенным способом, является то, что в них должным образом гомогенно распределены внутренние напряжения и равномерно происходит релаксация. Последнее особенно важно, потому что внутренние слои имели возможность релаксировать до соединения с наружными.
Исходные материалы, используемые при осуществлении настоящего изобретения, не регламентируются строгими ограничениями. Предпочтительно использовать исходные вещества и материалы, указанные ниже.
В качестве матричных веществ могут использоваться термопластичные или термореактивные полимеры, но предпочтительно термореактивные смолы. Более предпочтительно использование эпоксидной смолы в качестве матричного вещества, но и другие смолы, в принципе, могут применяться. Например, сложный эфир цианата, ненасыщенные полиэфирные смолы, виниловые сложные эфиры, акриловые смолы, ВТ-эпоксидная смола, бисмалеимидные смолы (BMI), полиамидные, фенольные смолы, триазиновые, полиуретановые, силиконовые смолы, бисцитраконовая смола. В альтернативных вариантах могут использоваться различные сочетания смол, а также смеси вышеупомянутых смол с некоторыми определенными термопластическими полимерами, такими как: PPO, PES, PSU и PEI среди прочих. Предпочтительно вводить в матричные вещества такие соединения, которые превращают их в огнестойкие, как, например, фосфорные или галогенсодержащие (особенно бромин-) соединения. Конкретное матричное вещество, которое считается предпочтительным за его благоприятные свойства текучести и термофиксации, содержит около 100 вес. ч. Epikote 828EL, около 73 вес. ч. Epikote 5050 и около 30 вес. ч. изофорондиамина.
С точки зрения введения соединений, повышающих огнестойкость этих веществ, особенно броминовых, следует заметить, что из-за пагубного их влияния на окружающую среду, они должны использоваться в минимальных количествах. Способ по предложенному изобретению обладает тем преимуществом, что позволяет различные слои в структуре располагать таким образом, что только наружные слои обладали бы существенной огнестойкостью, и это очень важно для предотвращения возгорания таких материалов. Такой процесс может также воспроизводиться в случае изготовления ППС.
В матричное вещество могут быть введены наполнители обычным методом, например кварцевая или стеклянная пудра, такая как боронсиликатная стеклопудра. Кроме того, матричным веществам могут быть сообщены каталитические свойства для гальванического нанесения меди, например, введением благородных металлов или соединений благородных металлов, особенно палладия.
Хотя предпочтительными армирующими элементами являются комплексные нити (некрученые), штапельные волокна также могут использоваться. В соответствии с изобретением армирующие нити предпочтительно выбирать из следующих материалов: стекло, например, марок E, A, C, D, AR, R, S1,S2, а также различные керамические материалы, например, карбид алюминия и карбид силикона. Для армирования также пригодны полимерные волокна, особенно из так называемых жидкокристаллических полимеров, таких как парафенилентерефталамид (PPDT), полибензобистиазол (PBT) и полибензоимидазол (PBI), волокна на базе полиэтиленнафталата (PEN), полиэтилентерефталата (PETP), полифениленсульфида (PPS), полибензобиоксазола (PBO).
Вообще содержание волокон в матричном веществе может составлять 10-90% (по объему), предпочтительно в пределах около 40-70%. Наиболее удовлетворительным является объемное содержание волокон около 50%.
Кроме того, способ в соответствии с изобретением позволяет изготавливать сравнительно недорогую основу ППС с тонким средним слоем. Экономически эффективно изготавливать многослойные структуры, армированные тонкими тканями. Например, тонкий средний слой, толщина которого 100 мкм, обычно изготавливается из смолы, армированной двумя слоями стеклоткани "Style 108", поверхностная плотность которой 48,2 г/м2. Такие тонкие ткани изготавливаются из стеклонитей с линейной плотностью 5,5 текс, стоимость которых приблизительно в 10 раз выше стоимости ровинга с линейной плотностью 136 текс. В соответствии с настоящим изобретением можно использовать этот сравнительно недорогой ровинг с линейной плотностью 136 текс для изготовления тонкого многослойного материала.
Следует заметить в этой связи, что материал, армированный волокнами, для изготовления основы ППС, может быть охарактеризован коэффициентом толщины (Т). Этот коэффициент определяется как отношение толщины материала (мкм) к средней линейной плотности нитей (текс). Изобретение позволяет изготавливать многослойные материалы, коэффициент Т которых может быть меньше 5,5.
Преимуществом способа, описанного выше, является использование предварительно сформированных нетекучих композиций, армированных параллельно расположенными волокнами, которые позволяют фиксировать высокую степень расширения, например, достигаемую с помощью изогнутой поверхности в зоне питания, путем по крайней мере частичного отверждения.
Изобретение также относится к сложным многослойным ППС. Многослойные структуры, изготовленные в соответствии с настоящим изобретением, особенно хорошо подходят для использования в процессе, описанном в предварительно неопубликованной заявке на международный патент PCT/EP 92/01133 (номер публикации WO 92/22192). В соответствии с этим процессом жесткая базовая структура с нанесенными печатными схемами с обеих сторон дублируется с промежуточной структурой таким образом, что эта промежуточная структура, состоящая из жесткого центрального слоя с еще пластически деформируемым клеящим слоем по крайней мере со стороны, обращенной к токопроводящей схеме на базовой структуре, и на многослойную структуру оказывается давление, которое вводит в плотный контакт этот жесткий центральный слой промежуточной структуры или в практически существенный контакт с печатной схемой базовой структуры и заполняет пустоты между трассами схемы с клеящим веществом, которым склеиваются базовая структура и промежуточная структура. Композиционные материалы, изготовленные в соответствии с изобретением, пригодны для использования в качестве базовых структур, а также промежуточных структур. Таким образом, изобретение имеет отношение также к использованию композиционных многослойных материалов для производства покрытых клеящими веществами панелей-изоляторов. Способ изготовления описан ниже.
Конечно, заполняющий пустоты, текучий клеящий слой может быть нанесен на многослойные структуры, описанные ранее. Однако, способ, описанный ранее, посредством которого клеящий слой может с успехом быть нанесен на композиционный многослойный материал, преимущественно предназначен для использования при изготовлении промежуточных структур, снабженных заполняющим пустоты клеящим слоем. Предпочтение отдается базовым структурам с нанесенными на них печатными схемами, представляющими собой ППС, которые также изготовлены по способу, соответствующему настоящему изобретению. Большое количество полимеров пригодно для использования в качестве клеящего состава для приклеивания проводников печатных схем. Особенно пригодны термореактивные смолы, также как эпоксидная смола (EP), полиуретан (PU), виниловый сложный эфир (VE), полиимид (PI), бисмалеимид (BMI), бисцитраконимид (BCl), сложные эфиры цианата, триазинакрилаты и их смеси.
Целый ряд присадок может быть введен в клеящий состав до его нанесения, например катализаторы, ингибиторы, поверхностно-активные вещества, тиотропные реагенты и особенно наполнители. Эти наполнители предпочтительно выбирать из следующих групп материалов: кварцевая пудра, стеклянная пудра, керамическая пудра, например карбид алюминия. Предпочтительно, чтобы наполнители, которые предполагается использовать, обладали низким коэффициентом теплового расширения и низкими диэлектрическими константами. Удовлетворительные результаты могут быть достигнуты в результате использования в качестве наполнителя пустотелых сфер. Эти сферы могут быть изготовлены из полимеров или из керамических материалов, или из стекла. Расширяющиеся полимерные порошки особенно применимы в качестве наполнителей.
В отличие от многослойных структур, армированных тканями, сложные многослойные структуры, изготовленные в соответствии с настоящим изобретением, также применимы для использования в гибких панелях или структурах и в жестко-гибких структурах. При использовании тканей в гибких панелях последние подвержены растрескиванию в местах перекрещивания основы и утка из-за того, что нити, ориентированные в направлении изгиба, переплетаются с нитями, расположенными в направлении, перпендикулярном направлению изгиба. Этот неблагоприятный эффект усиливающийся из-за большой концентрации нитей и, следовательно, мест перекрещивания их, приводит к растрескиванию при относительно небольших изгибах. Такие трещинки ведут к большой концентрации напряжений в токопроводящих элементах, имеющих на гибких многослойных структурах и, следовательно, к большой вероятности образования больших трещин и разрыву проводников. В гибких многослойных структурах (или в гибких частях жестко-гибких структур) ориентация параллельно расположенных волокон в слоях должна быть предпочтительно направлена параллельно плоскости, в которой происходит изгиб. Способ, осуществляемый в соответствии с настоящим изобретением, в большой степени позволяет изготавливать такие гибкие структуры благодаря тому, что еще неотвердевшие матричные вещества, содержащие волокна, можно легко расположить в виде наружных слоев многослойной структуры, причем ориентация волокон может быть выполнена в желаемом направлении (другими словами, предпочтительно, чтобы при формировании наружных слоев материала направление изготовления совпадало с плоскостью, в которой предполагается изгиб материала).
Кроме того, композиционные материалы, изготовленные в соответствии с настоящим изобретением, преимущественно предназначены для изготовления плат в устройствах с различными интегральными схемами, нанесенными на них (многокомпонентные модули). Эта возможность обеспечивается благодаря низкому коэффициенту теплового расширения, объясняющемуся главным образом большой долей волокон в объеме материала, которая может быть достигнута при изготовлении многослойных материалов с перекрестной структурой армирующих волокон. И этот коэффициент может быть почти равен коэффициенту теплового расширения электронных элементов (чипов), используемых совместно с ППС, особенно со сложными ППС. Такие компоненты могут быть размещены на поверхности сложных ППС (чипы на платах) или запрессованы в базовые платы, такие, например, как промежуточные многослойные структуры, изготовленные в соответствии с патентом WO 92/01133 (чипы в платах).
Кроме того, способ осуществляемый в соответствии с изобретением, а также композиционные материалы, изготовленные в соответствии с настоящим способом, могут использоваться при выпуске так называемых массовых многослойных материалов. Этот способ в общем заключается в том, что на слой материала наносятся с обеих сторон электрические схемы и покрываются слоями материала, предварительно пропитанными.
В соответствии с изобретением с успехом могут изготавливаться (в непрерывных поточных линиях или в прерывных технологических процессах) массовые многослойные материалы, в которых слой с нанесенными на обе его поверхности токопроводящими элементами пропускается через зону дублирования вместо или в комбинации с предварительно сформированными нетекучими композициями и снабженными с каждой стороны слоем матричного вещества, содержащего параллельно расположенные волокна, особенно при использовании устройства, содержащего два транспортера. При последующем этапе дублирования основа ППС, снабженная слоями, армированными параллельно расположенными волокнами, изготовленная указанным выше способом, может быть вновь покрыта слоями параллельно расположенных волокон, на этот раз ориентированных в поперечном по отношению к предыдущему направлению, в соответствии с выше приведенным описанием.
На чертеже представлена схема предпочтительного варианта устройства, в соответствии с которым используется один прессующий узел, состоящий из двух транспортеров, как для изготовления предварительно сформированных композиций, армированных параллельно расположенными волокнами, так и для окончательного дублирования. Чертеж представлен только с целью иллюстрации и его не следует рассматривать как документ, ограничивающий каким-либо образом настоящее изобретение.
На чертеже представлено поперечное сечение устройства, с помощью которого может выполняться настоящее изобретение. Описание действия представленного устройства, а также его компонентов приведено ниже.
Формирование нетекучих композиций армированных продольно расположенными волокнами.
Паковки 2 установлены на шпулярниках 1. Предпочтительно используется ровинг. Формируется настил параллельно расположенных комплексов моноволокон 3, который превращается в гомогенный слой параллельно расположенных моноволокон 5 с помощью ширителя 4. С помощью дозирующего узла 6 наносится матричная пленка 7 на транспортерное полотно 8 или на ленту 9, подаваемую с рулонов, установленных на раскатных стойках 10. Затем матричная пленка 7 вводится в соприкосновение с гомогенным слоем параллельно расположенных моноволокон 5.
В зоне нагрева 11 происходит пропитка и удаление воздуха. Два слоя 12 параллельно расположенных моноволокон, пропитанных матричным веществом, соединяют вместе и пропускают через нагреваемую зону дублирования 13, где их сжимают и термофиксируют, образуя один слой.
После этого материал проходит через зону охлаждения 14, из которой он выходит в виде непрерывного полотна 15. Это полотно разрезается резальным устройством 16 на панели 18, которые собираются, например, в коробки или тележки 17.
Формирование многослойных материалов с перекрещивающейся структурой.
Выполняются те же операции, что и описанные выше, до введения пропитанных параллельно расположенных волокон в зону дублирования 13. Из тележки 19 панели 20 нетекучих композиций, армированных параллельно расположеными волокнами, повернутые на 90o по отношению к продольному направлению устройства, подаются в зону дублирования 13 таким образом, что с каждой стороны панелей подаются системы пропитанных параллельно расположенных волокон 12. Ориентация волокон в панелях 18 таким образом перпендикулярна ориентации пропитанных параллельно расположенных волокон 12. Спрессованный материал затем обрабатывается, как описано выше, для формирования конечного материала с перекрестной структурой армирующих систем волокон (не отображенная специально на чертеже). Этот процесс может повторяться до получения материала, содержащего требуемое количество слоем, или до достижения требуемой толщины материала.
В зависимости от назначения конечного материала на него могут наноситься клеящие слои с помощью устройства 21, изображенного в виде дополнительного прямоугольника 22. Такой клеящий слой может выполнять роль описанного ранее "добавочного клеящего вещества" для осуществления нанесения печатных схем гальваническим способом. Но этот может быть и слой клея, описанного в патенте WO 92/01133, для изготовления сложного многослойного материала. В альтернативном варианте могут быть нанесены слои светочувствительных (светостойких) веществ таким же образом.
Многослойные материалы с перекрестной структурой слоев армирующих волокон, изготовленные описанным сравнительно недорогим способом, обеспечивающим небольшое количество отходов, обладают требуемыми благоприятными свойствами, такими как хорошая плоскостность, хорошее качество поверхностей, малый коэффициент теплового расширения.
Изобретение относится к способу изготовления композиционного многослойного материала, предпочтительно материала с перекрестной ориентацией армирующих волокон, в соответствии с которым параллельно расположенные волокна покрываются матричным веществом и вместе с предварительно сформированными нетекучими композициями параллельно расположенных волокон или перекрещивающимися системами параллельно расположенных волокон пропускаются через зону дублирования, причем ориентация волокон в соединяемых слоях имеет по крайней мере два направления. В частности, изобретение относится к изготовлению композиционных материалов, преимущественно предназначенных для использования в качестве основы плат печатных схем. Способ в соответствии с изобретением предусматривает главным образом использование прессующего устройства как для изготовления предварительно сформированных нетекучих композиций, армированных параллельно расположенными волокнами, так и для изготовления конечного материала. Изобретение также относится к изготовлению плат печатных схем (ППС) и многослойных оснований ППС. Технический результат - создание простого недорогого материала, печатной платы и способов их получения. 7 с. и 15 з.п. ф-лы, 1 ил.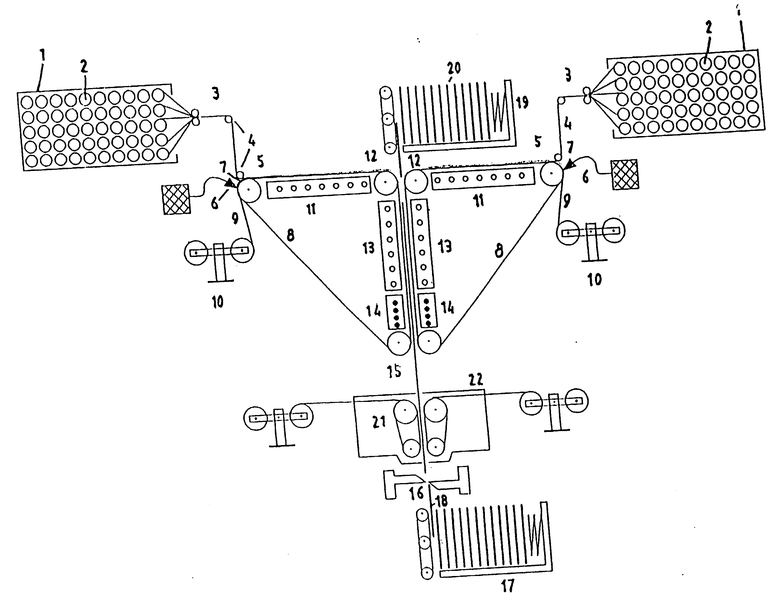
| EP, патент, 0478051, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| US, патент, 4814945, кл.H 05 K 1/03, 1989. | |||
