Изрбретение относится к насосостроению, а более конкретно к способам изготовления предвключенного шнека центробежного насоса.
Известен способ изготовления предвключенного шнека из заготовки посредством механической обработки по аналогии с .нарезанием винтовой резьбы на токарном станке.
Такой способ является очень трудоемКИМ и применяется в условиях единичного производства. Кроме того, имеются определенные технологические трудности при изготовлении предвключеннцх шнеков с малым втулочным отношением (dBT dBT/DmH, где dei - диаметр втулки, Ошн наружный диаметр шнека) и высокими, тонкими лопатками.
Наиболее близким по технической, сущности к предлагаемому является способ изготовления предвключенного шнека, включающий формирование заготовки в винтовую лопасть с последующим соединением со ступицей. При этом лопатки первой ступени центробежных насосов предвключенного шнека изготавливаются из плоской дискообразной заготовки, которой придается винтовая форма посредством штамповки или ковки.
К недостаткам способа относится ограниченность его применения так как изготовление предвключенного шнека из плоской заготовки штамповкой используется при больших, втулочных отношениях, т.е. при малой высоте лопаток шнека (предвключенкого колеса).
В насосостроении для повышения кавитационных качеств центробежного насоса применяются предвключенные шнеки с малыми втулочными отношениями и, соответственно, высокими лопатками.
Геометрические параметры плоской заготовки выбираются из условия равенства длин заготовки по наружному и внутреннему диаметрам соответствующим длинам винтовой линии шнека на наружном диаметре Ошн и диаметре втулки dei. Ширина кольца-плоской заготовки выбирается равной высоте лопасти шнека. При этих условиях, как следует из расчетов, длины заготовки на промежуточны) диаметрах больше соответствующих длин винтовой поверхности шнека.
При высоких лопатках, изготавливаемых из плоской заготовки посредством преобразования в винтовую развертку, в средней части развертки в продольном направлении появятся напряжения сжатия, а по наружному и внутреннему диаметрам напряжения растяжения.
Ввиду небольшой толщины заготовки (лопатки шнека для обеспечения высоких кавитационных качеств должны быть тонкими) указанные напряжения при водят к потере устойчивости, гофрообразованию средней части винтовой развертки, а также к искривлению (отклонению от прямолинейности) ее высоты. Предотвратить нежелательные явления возможно за счет усложнения технологии, например посредством нагрева и ковки заготовки. Отклонение от винтовой поверхности развертки приводит к снижению кавитационных качеств шнека, поскольку расчетной является модель шнека с винтовой поверхностью.
Ueifib изобретения - повышение качества предвключенного шнека путем повышения точности изготовления лопасти.
Цель достигается тем, что в способе изготовления предвключенного шнека, включающем формирование заготовки в винтовую лопасть с последующим соединением со ступицей, заготовку выполняют в форме усеченного конуса с криволинейными образующими и с боковым угловым разрезом вдоль оси, причем координаты средней линии в сечении заготовки вдоль оси конуса удовлетворяют следующим условиям;
l (Dш-dвт)/2; .
D ,0ш +
где | и D - текущие значения длины и диаметра вдоль средней линии сечения заготовки;
dsT - диаметр ступицы шнека: Ош - текущее значение диаметра на высоте шнека;
S - шаг шнековой навивки, а угол разреза выполняют равным
360(1-Lm/S),
где Lui - длина шнека.
Образующая заготовки,в соответствии с заявляемым преобразуется в высоту винтовой развертки (лопасти), а длина заготовки вдол ь окружности на любом диаметре равна длине винтовой линии на соответствующем диаметре развертки.
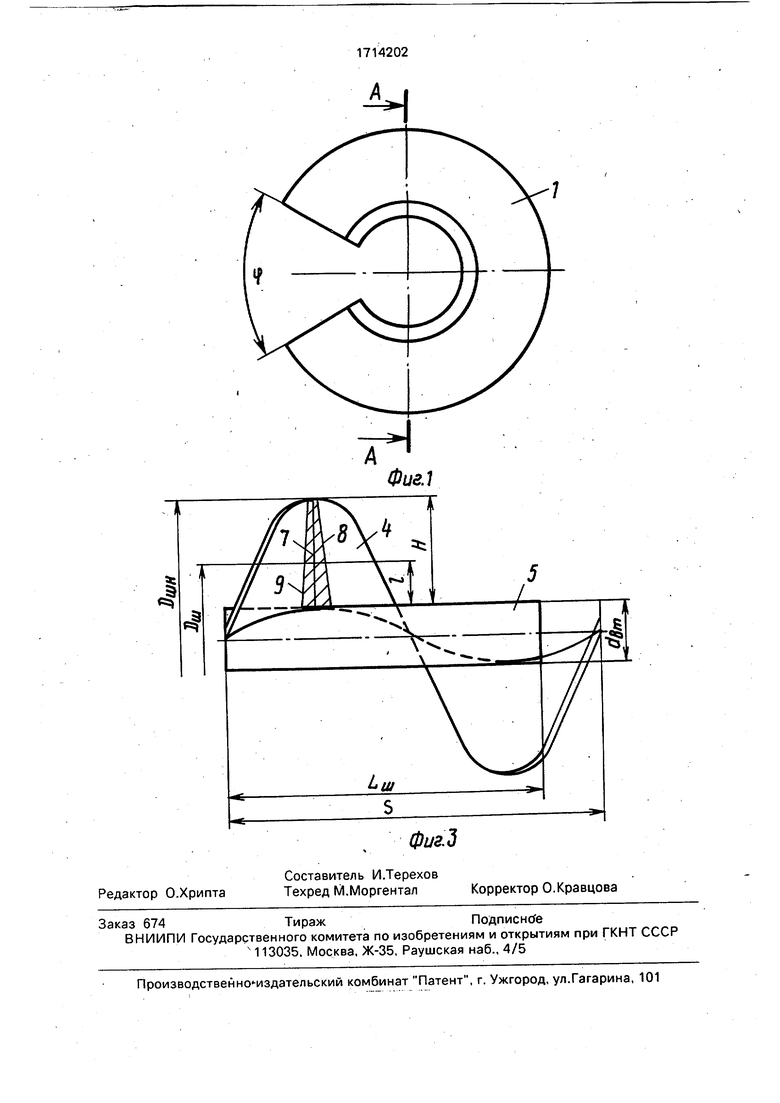
В результате при преобразовании заготовки в винтовую развертку в ней не возникают продольные напряжения сжатия и растяжения, криволинейная образующая выпрямляется и преобразуется в высоту лопасти шнека. Причем поверхность заготовки, образованная указанной криволинейной образующей, развертывается (преобразуется) строго в кольцевой винтовой коноид. При этом, соответственно и поверхности лопасти шнека максимально приближаются к винтовым поверхностям. Вследствие исключения продольных напряжений сжатия и растяжения в винтовой развертке и максимального приближения поверхностей лопатки к кольцевому коноиду повышается качество предвключенного шнека, т.е. улу1 шаются его прочностные и гидродинамические качества. На фиг.1 показана заготовка для изготовления предвключенного шнека; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - предвкл юченный шнек, изготавливаемый в соответствии с предлагаемым способом. Способ изготовления предвключенного шнека осуществляется следующим образом. Заготовку 1 выполняют в форме усеченного конуса с криволинейными образующими 2 и 3 и с боковым угловым разрезом (р вдоль оси. Заготовку 1 преобразуют в винтовую лопасть 4, которую жестко соединяют со ступицей (втулкой) 5. При этом средняя линия 6 заготовки 1 вдоль оси конуса преобразуется в высоту 7 винтовой лопасть;, а криволинейные образующие 2 и 3, - соответственно, - в образующие 8 и 9. Средняя линия 6 заготовки 1 удовлетворяет следующим условиям: | (Ош-Ьвт)/2; D .Ош + где | и D- текущие значения длины и диаметра вдоль средней линии заготовки; dsT диаметр ступицы шнека; Ош - текущее значение диамет|эа на высоте шнека; S- шаг шнековой навивки. Угол разреза выполняют равным / 360 (1 - Ьщ/З). где Lm - длина шнека. Для доказательства того, что приведенные условия действительно имеют место, достаточно рассмотреть развертку цилиндрической винтовой линии. В развернутом виде каждый виток представляет собой отрезок прямой. Крутизна подъема винтовой линии выражается формулой tg (р- h/jr D , где h - шаг винтовой линии; D - диаметр цилиндра. Длина винтовой линии С h/sin 1 Я D/COS 1 л D 4- h так как С является гипотенузой с катетами лО и h. Докажем, что для преобразования заготовки .1 в винтовую лопасть 4 (развертку) диаметры D и Ош должны быть связаны между собой соотношением, которое приведено выше. Обозначим шаг винтовой линии (лопасти) 4 через S. Тогда длина винтовой лопасти 4 С (p- ЛОш/С05 р . Длина окружности заготовки 1 (при 0) с л D Для исключения продольных напряжений сжатия и растяжения в винтовой развертке 4 в результате ее преобразования из заготовки 1 должно соблюдаться условие или, подставляя соответствующие значения, приведенные выше, получаем V, д D л Ош -Ь S S/sin (p п Ош/cos ул и окончательно V о oSj -ь s /л S/я sin 1 Ош/cos (р- Таким образом, доказано, что приведенное условие соотношения диаметров О и Ош является необходимым для преобразования заготовки 1 в винтовую лопасть(развертку) 4. При этом, поскольку с С и, соответственно, в винтовой развертке 4 отсутствуют продольные напряжения сжатия и растяжения, а также вследствие того, что условие соотношения диаметров о и Ош доказано и справедливо для всех значений О заготовки 1, включая наружный диаметр Он и внутренний d , выполняется условие Р I (Ош - dBT)/2.
Частным случаем этого условия является
(Dшн-dвт)/2,
т.е. средняя линия б выпрямляется и преобразуется в, высоту 7 винтовой развертки 4,
Таким образом, через параметры предвключенного шнека: 1, Ош, S, Lut определяются параметры криволинейной образующей: d, DH, |, D, по которым выполняют заготовку 1.
Выше рассмотрено преобразование Заготовки 1 в винтовую развертку 4 при условии р О, т.е. для случая, когда являются равными осевая длина и шаг шнека (Ьш S).
Если LUI S, то угол охвата винтовой линии
e 360U/S.
откуда
(1 -1ш/5).
Таким образом, максимальная осевая длина развертки 4, получаемая из заготовки 1, равна S.
В случае Luj S предвключенный шнек может изготавливаться из нескольких заготовок, которые преобразуются в винтовые развертки, устанавливаемые одна за другой на ступице (втулке) предвключенного шнека.
Исключение продольных напряжения сжатия и растяжения в винтовой лопасти 4, а также преобразования средней линии 6 заготовки 1 строго в винтовую поверхность 7 (кольцевой винтовой коноид) повышает качество предвключенного шнека.
Предлагаемый способ изготовления предвключенного шнека обеспечивает повышение его качества путем повышения точности изготовления винтовой лопасти и позволяет использовать его в условиях мелкосерийного и серийного производства.
Формула изобретения
Способ изготовления предвключенного шнека, включающий формирование заготовки в винтовую лопасть с последующим соединением со ступицей, отличающийс я тем, что, с целью повышения качества шнека путем повышения точности изготовления лопасти, заготовку выполняют в форме усеченного конуса с криволинейными образующими и с боковым угловым разрезом вдоль оси, причем координаты средней линии в сечении заготовки вдоль оси конуса удовлетворяют следующим условиям:
| (Ош-6вт)/2:
SV Л2
D
Du
где | и D - текущие значения длины и диаметра вдоль средней линии сечения 1заготовки:
dsT - диаметр с,тупицы:
Ош - текущее значение диаметра по высоте шнека:
S - шаг шнековой навивки,
а угол разреза выполняют равным (р 360°/(1 - Lm/S), где 1ш - длина шнека.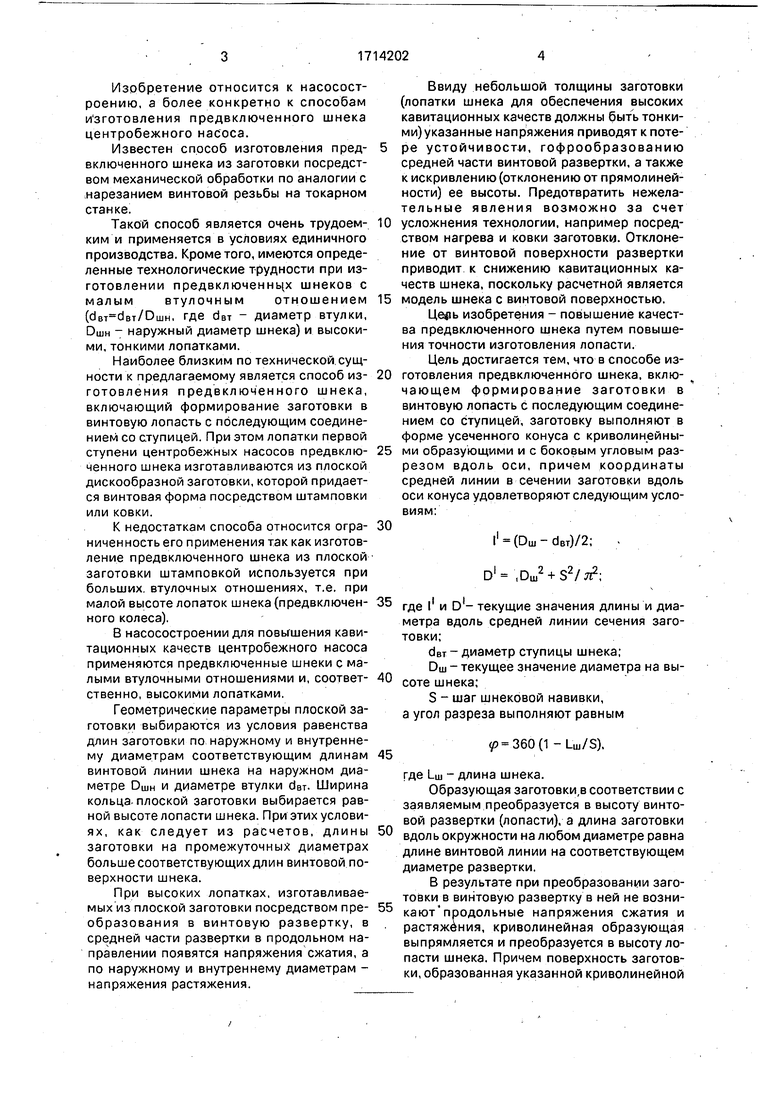
| название | год | авторы | номер документа |
|---|---|---|---|
| Ветроколесо | 2019 |
|
RU2730569C1 |
| ВЕТРОРОТОР | 1994 |
|
RU2078250C1 |
| НАСОС | 2008 |
|
RU2396463C1 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Способ изготовления витка шнека | 1986 |
|
SU1409392A1 |
| Шнекоцентробежный насос (варианты) | 2016 |
|
RU2640901C2 |
| ШНЕКОЦЕНТРОБЕЖНЫЙ НАСОС | 2006 |
|
RU2331795C2 |
| ПРОПЕЛЛЕР (ВАРИАНТЫ) | 2012 |
|
RU2509683C2 |
| ТУРБИНА ФРЭНСИСА С КОРОТКИМИ ЛОПАСТЯМИ И КОРОТКИМ ОБОДОМ | 2015 |
|
RU2687188C2 |
| Осевой турбинный двигатель | 1926 |
|
SU30207A1 |
Изобретение относится к гидромашиностроению и предназначено для изготовле-Д-/Ания шнековых рабочих колес гидравлических насосов. Цель изобретения - повысить качество шнека путем повышения точности изготовления лопасти. Для этого у заготовки 1 координаты средней линии 6 удовлетворяют указанным условиям^ а угол выреза выполняют равным ^=360°/
| Заявка ФРГ № 3532742, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
