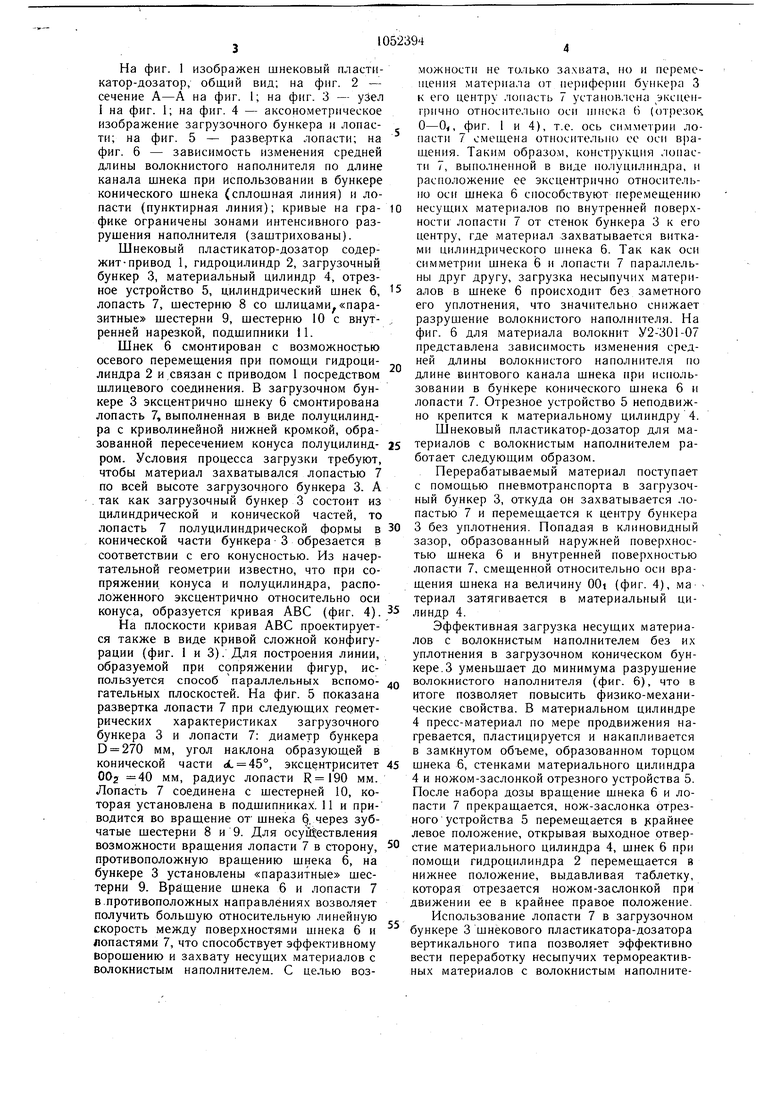
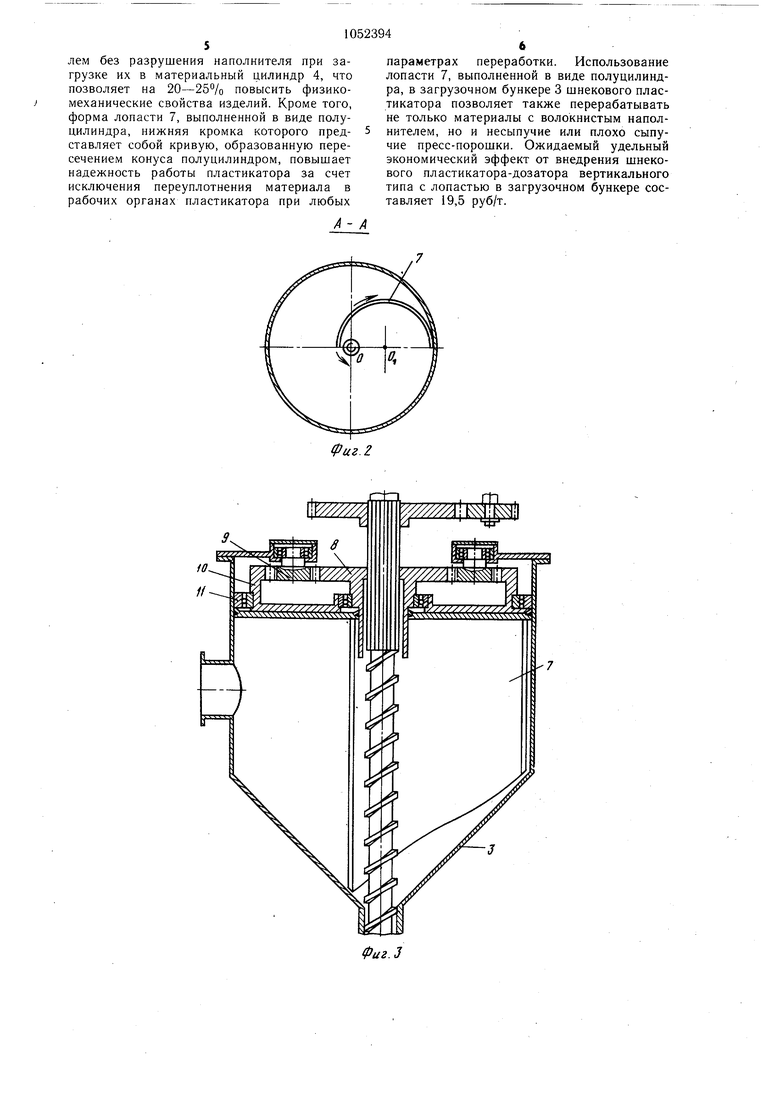
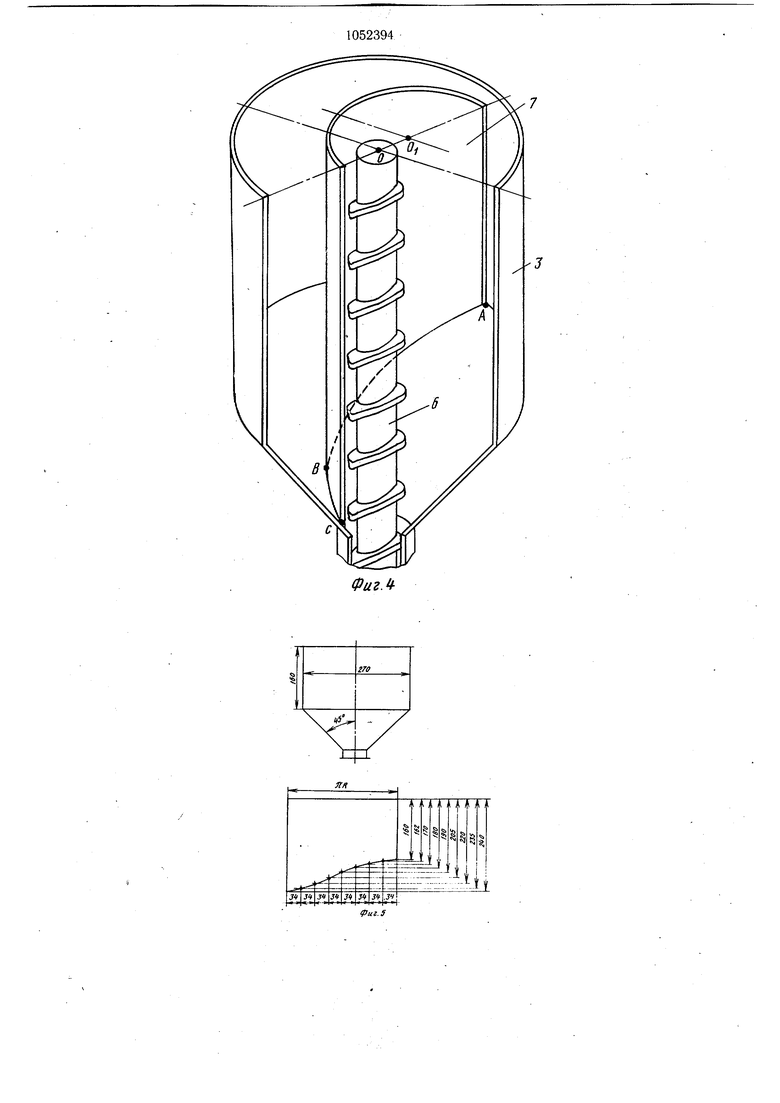
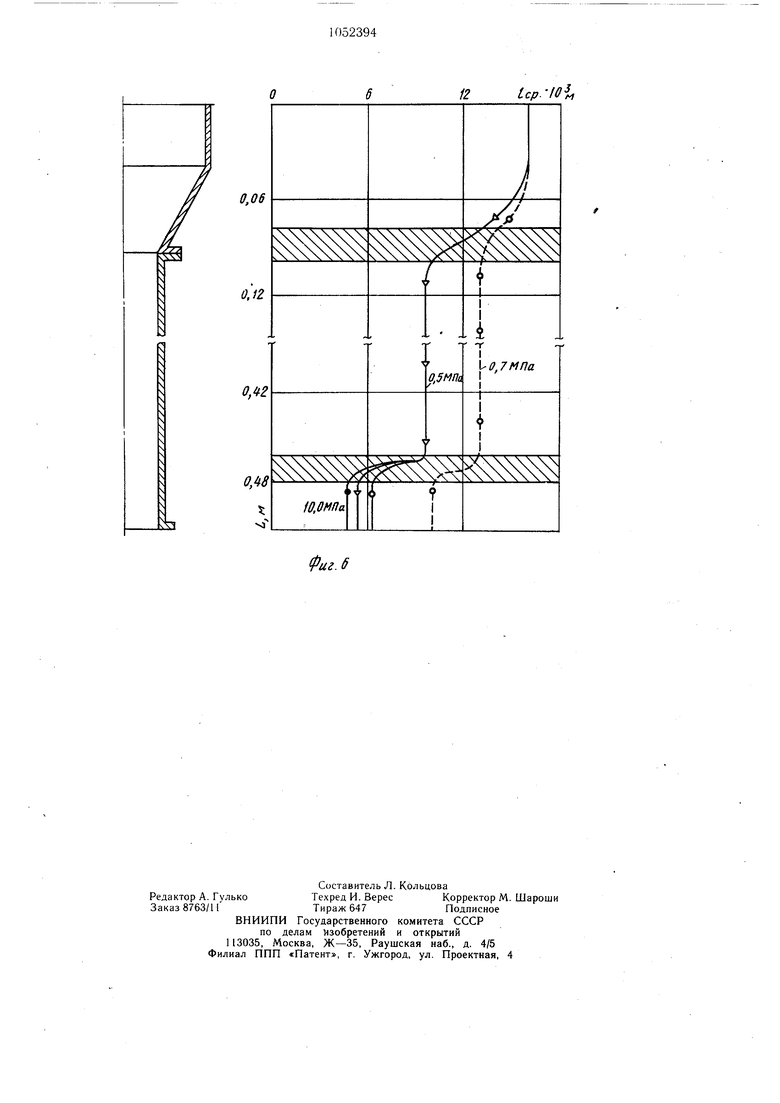
Изобретение относится к переработке пластических масс и может быть использовано для пластикации и дозирования термореактивных материалов с волокнистым наполнителем при их прессовании в изделия. Известен вертикальный экструдер-пластикатор непрерывного действия для полимерных материалов, состоящий из загрузочного бункера, конического шнека с приводом и материального цилиндра, на котором закреплена оформляющая головка. Исходный материал из бункера непрерывно захватывается шнеком, пластицируется по мере продвижения вдоль материального цилиндра и выдавливается через оформляющую головку в виде заданного проф|иля (1. Недостатком пластикатора является возможность его использования только для термопластических материалов, так как наличие застойной зоны между шнеко.м и оформляющей головкой приводит к отвердению термореактивного материала в этой зоне, что не позволяет использовать конструкцию данного пластикатора для переработки термореактивных материалов. Кроме этого, в данном пластикаторе невозможно осевое перемещение шнека при наборе и выдавливании дозы, а также не предусмотрено отрезное устройстоо. Наиболее близким по технической сущности и достигаемому результату к изобретению является щнековый пластикатордозатор для переработки термореактивных материалов, содержащий вертикально расположенный материальный цилиндр с отрезным устройством, конический загрузочный бункер и щнек с приводом вращения, причем щнек и материальный цилиндр смонтированы с возможностью относительного 35 осевого перемещения. Шнек имеет цилиндрическую секцию, размещенную в материальном цилиндре, и коническую секцию. расположенную в коническом загрузочном бункере. Цилиндрическая секция указанного щнекового пластикатора смонтирована с возможностью осевого перемещения относительно конической секции посредством щлицевого соединения, размещенного в осевом канале, который выполнен в конической д секции щнека. Кроме того, коническая секция шнека смонтирована с возможностью перемещения относительно продольной оси загрузочного бункера посредством резьбового соединения. Перерабатываемый материал из бункера 50 захватывается конической секцией щнека, уплотняется им и загружается в материальный цилиндр, где захватывается витками цилиндрического шнека, перемещается вдоль материального цилиндра, пластицируется и дакапливается в замкнутом объеме, огра- 55 ничейном торцом цилиндрического шнека, стенками материального цилиндра и ножомзаслонкой отрезного устройства. После набора дозы нож-заслонка открывается и при помощи возвратно-поступательного движения шнека выдавливается определенная доза, отрезание которой осуществляется при движении ножа-заслонки в обратном направлении 2. Однако при переработке материалов с волокнистым наполнителем предлагаемый щнековый пластикатор-дозатор вертикального типа с коническим щнеком обладает рядом недостатков. В результате значительных давлений, развиваемых коническим шнеком на выходе в материальный цилиндр, материал испытывает значительные сдвиговые деформации, что приводит к интенсив-, ному срезу и разрыву волокон. Кроме того, устройство характеризуется возможностью переуплотнения материала на участке конического щнека, что может привести к его поломке. Геометрические параметры конического шнека, зависящие от площади поперечного сечения витка, определяют стабильность работы указанного пластикатора с достаточной производительностью. С целью получения максимальной производительности площадь поперечного сечения витка конического щнека должна быть больше максимальной площади поперечного сечения агломераторов частиц перерабатываемого материала, что может быть обеспечено выбором шага нарезки конического щнека 1ш больще максимального размера агломерата. При этом максимальная степень сжатия материала в канале конического щнека по отношению к сжатию его в цилиндрическом щнеке должна быть меньше допускаемой сжимаемости материала при заданной величине максимально разриваемого давления. Невыполнение данного условия приводит к резкому возраетанию осевых усилий вследствие сильного переуплотнения материала и к поломке в некоторых случаях конического шнека. Целью изобретения является повышение надежности работы пластикатора-дозатора и улучщение физико-механических свойств изделий с волокнистым наполнителем за счет предотвращения его разрушения при загрузке в материальный цилиндр. Указанная цель достигается тем, что в щнековом пластикаторе-дозаторе для переработки термореактивных материалов, содержащем вертикально расположенный материальный цилиндр с отрезным устройством конический загрузочный бункер и щнек с приводом вращения, причем щнек и материальный цилиндр смонтированы с возможностью относительного осевого перемещения, загрузочный бункер снабжен лопастью, которая выполнена в виде полуцилиндра с криволинейной нижней кромкой, образованной пересечением конуса полуцилиндром, и смонтирована эксцентрично оси шнека с возможностью вращения в направлении, противоположном направлению вращения На фиг. 1 изображен шнековый пластикатор-дозатор, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1; на фиг. 4 - аксонометрическое изображение загрузочного бункера и лопасти; на фиг. 5 - разве.ртка лопасти; на фиг. 6 - зависимость изменения средней длины волокнистого наполнителя по длине канала шнека при использовании в бункере конического шнека (сплошная линия) и лопасти (пунктирная линия); кривые на графике ограничены зонами интенсивного разрушения наполнителя (заштрихованы). Шнековый пластикатор-дозатор содержит-привод 1, гидроцилиндр 2, загрузочный бункер 3, материальный цилиндр 4, отрезное устройство 5, цилиндрический шнек 6, лопасть 7, шестерню 8 со шлицами «паразитные шестерни 9, шестерню 10 с внутренней нарезкой, подшипники 11. Шнек 6 смонтирован с возможностью осевого перемещения при помощи гидроцилиндра 2 и связан с приводом 1 посредством щлицевого соединения. В загрузочном бункере 3 эксцентрично шнеку 6 смонтирована лопасть 7, выполненная в виде полуцилиндра с криволинейной нижней кромкой, образованной пересечением конуса полуцилиндром. Условия процесса загрузки требуют, чтобы материал захватывался лопастью 7 по всей высоте загрузочного бункера 3. А так как загрузочный бункер 3 состоит из цилиндрической и конической частей, то лопасть 7 полуцилиндрической формы в конической части бункера 3 обрезается в соответствии с его конусностью. Из начертательной геометрии известно, что при сопряжении конуса и полуцилиндра, расположенного эксцентрично относительно оси конуса, образуется кривая ABC (фиг. 4). На плоскости кривая ABC проектируется также в виде кривой сложной конфигурации (фиг. 1 и 3). Для построения линии, образуемой при сопряжении фигур, используется способ параллельных вспомогательных плоскостей. На фиг. 5 показана развертка лопасти 7 при следующих геометрических характеристиках загрузочного бункера 3 и лопасти 7: диаметр бункера D 270 мм, угол наклона образующей в конической части « 45°, эксцентриситет ООг 40 мм, радиус лопасти R 190 мм. Лопасть 7 соединена с шестерней 10, которая установлена в подшипниках. 11 и приводится во вращение от шнека §, через зубчатые шестерни 8 и 9. Для осуй ествления возможности вращения лопасти 7 в сторону, противоположную вращению шнека 6, на бункере 3 установлены «паразитные шестерни 9. Вращение шнека 6 и лопасти 7 в.противоположных направлениях возволяет получить большую относительную линейную скорость между поверхностями шнека 6 и лопастями 7, что способствует эффективному ворошению и захвату несущих материалов с волокнистым наполнителем. С целью возможности не только захиата, но и перемещения материала от периферии бункера 3 к его центру лопасть 7 установлена ;: ксценгрично относительно осп шнека 6 (отрезок О-0, фиг. I и 4), т.е. ось симметрии лопасти 7 смешена относительно ее оси вращения. Таким образом, конструкция лопасти 7, выполненной в виде полуцилиндра, и расположение ее эксцентрично относительно оси шнека 6 способствуют перемешению несущих материалов по внутренней поверхности лопасти / от стенок бункера 3 к его центру, где материал захватывается витками цилиндрического шнека 6. Так как оси симметрии шнека 6 и лопасти 7 параллельны друг другу, загрузка несыпучих материалов в шнеке б происходит без заметного его уплотнения, что значительно снижает разрушение волокнистого наполнителя. На фиг. 6 для материала волокнит У2-301-07 представлена зависимость изменения средней длины волокнистого наполнителя по длине винтового канала шнека при использовании в бункере конического шнека 6 и лопасти 7. Отрезное устройство 5 неподвижно крепится к материальному цилиндру 4. Шнековый пластикатор-дозатор для материалов с волокнистым наполнителем работает следующим образом. Перерабатываемый материал поступает с помощью пневмотранспорта в загрузочный бункер 3, откуда он захватывается лопастью 7 и перемещается к центру бункера 3 без уплотнения. Попадая в клиновидный зазор, образованный наружней поверхностью шнека 6 и внутренней поверхностью лопасти 7, смещенной относительно оси вращения шнека на величину OOi (фиг. 4), ма териал затягивается в материальный цилиндр 4. Эффективная загрузка несущих материалов с волокнистым наполнителем без их уплотнения в загрузочном коническом бункере. 3 уменьшает до минимума разрушение волокнистого наполнителя (фиг. 6), что в итоге позволяет повысить физико-механические свойства. В материальном цилиндре 4 пресс-материал по мере продвижения нагревается, пластицируется и накапливается в замкнутом объеме, образованном торцом шнека 6, стенками материального цилиндра 4 и ножом-заслонкой отрезного устройства 5. После набора дозы вращение шнека 6 и лопасти 7 прекращается, нож-заслонка отрезного устройства 5 перемещается в крайнее левое положение, открывая выходное отверстие материального цилиндра 4, щнек 6 при помощи гидроцилиндра 2 перемещается в нижнее положение, выдавливая таблетку, которая отрезается ножом-заслонкой при движении ее в крайнее правое положение. Использование лопасти 7 в загрузочном бункере 3 шнекового пластикатора-дозатора вертикального типа позволяет эффективно вести переработку несыпучих термореактивных материалов с волокнистым наполнителем без разрушения наполнителя при загрузке их в материальный цилиндр 4, что позволяет на 20-25% повысить физикомеханические свойства изделий. Кроме того, форма лопасти 7, выполненной в виде полуцилиндра, нижняя кромка которого представляет собой кривую, образованную пересечением конуса полуцилиндром, повышает надежность работы пластикатора за счет исключения переуплотнения материала в рабочих органах пластикатора при любых
параметрах переработки. Использование лопасти 7, выполненной в виде полуцилиндра, в загрузочном бункере 3 шнекового пластикатора позволяет также перерабатывать не только материалы с волокнистым наполнителем, но и несыпучие или плохо сыпучие пресс-порошки. Ожидаемый удельный экономический эффект от внедрения шнекового пластикатора-дозатора вертикального типа с лопастью в загрузочном бункере составляет 19,5 руб/т.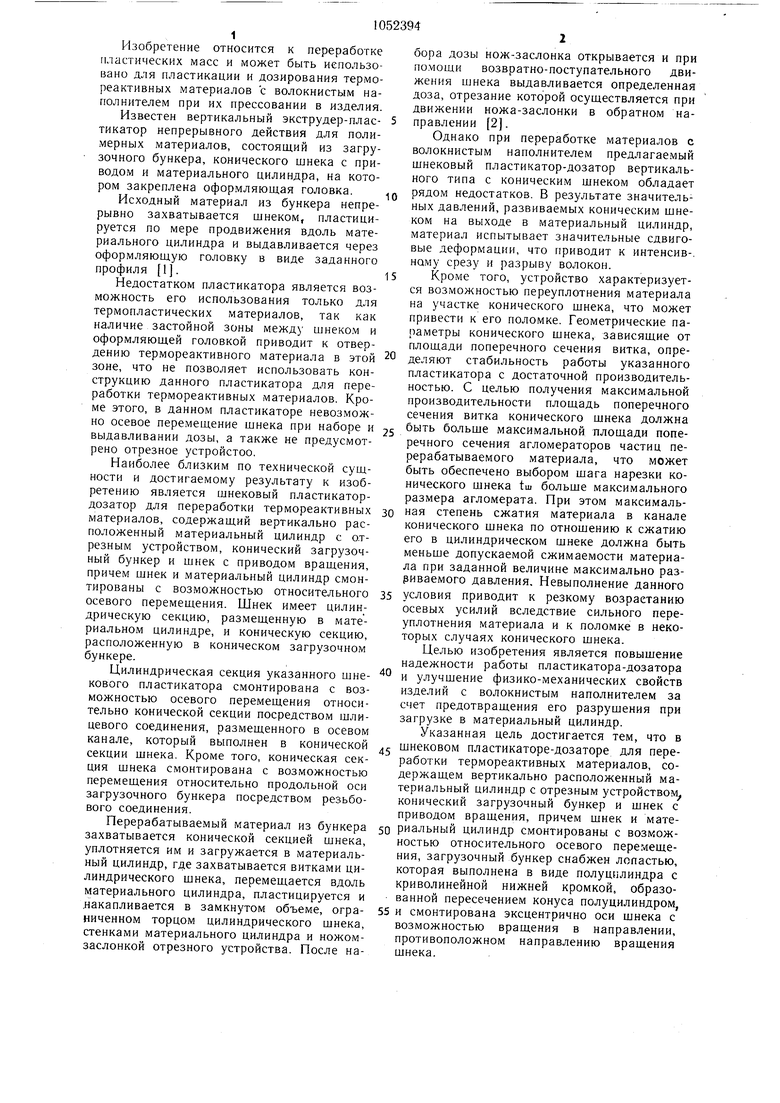
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1983 |
|
SU1127776A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1512787A1 |
| Шнековый пластикатор для переработки термореактивных материалов | 1988 |
|
SU1523379A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1512788A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1985 |
|
SU1288084A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1412980A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1989 |
|
SU1666308A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1537557A1 |
ШНЕКОВЫЙ ПЛАСТИКАТОРДОЗАТОР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ, содержащий вертикально расположенный материальный цилиндр с отрезным устройством, кони ческий загрузочный бункер и шнек с приводом вращения, причем шнек и материальный цилиндр смонтированы с возможностью относительного осевого перемещения, отличающийся тем, что, с целью повышения надежности работы пластикатора-дозатора и улучшения физико-механических свойств изделий с волокнистым наполнителем за счет предотвращения его разрушения при загрузке в материальный цилиндр, загрузочный бункер снабжен лопастью, которая выполнена в виде полуцилиндра с криволи нейной нижней кромкой, образованной пересечением конуса полуцилиндром, и смонтирована эксцентрично оси шнека с возможностью вращения в.направлении, противоположном направлению вращения шнека. § (Л ел ю 00 со 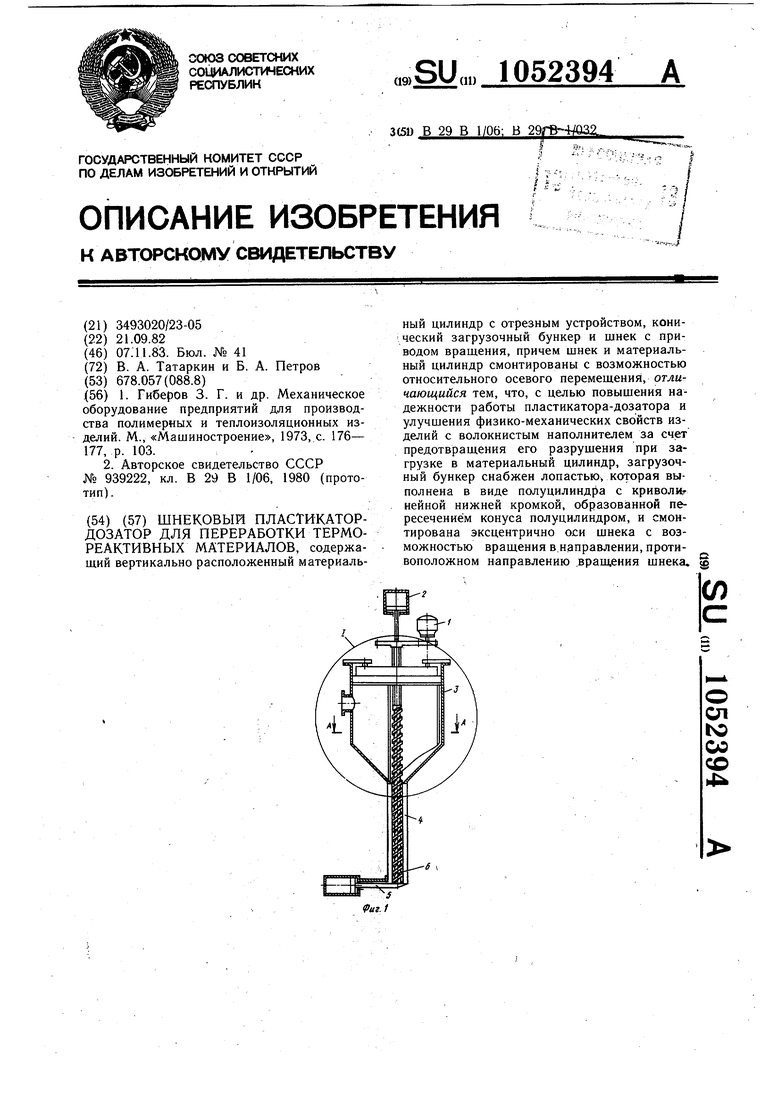
top. -fOi,
12
H
0,06
x
0.12
0,2
S
0,8
10,ОМПа
x
xT
S3
фиг. 6
т I
VO,7Mna I
-r
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Г | |||
| и др | |||
| Механическое оборудование предприятий для производства полимерных и теплоизоляционных изделий | |||
| М., «Машиностроение, 1973, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |
| Солесос | 1922 |
|
SU29A1 |
