J 1
выполнена в виде загрузочной и передаточной решеток, а вторая - в виде разгрузочной и неподвижной решеток. Неподвижная решетка имеет меньшую длину, чем разгрузочная решетка на шаг ее перемещения. Загрузочная и разгрузочная решетки размещены с возможностью перемещения в зазорах между пластинами П 9t а передаточная решетка - с возможностью перемещения в зазорах разгрузочной ре15684 4
шетки, Предметы 2 с К 1 передаются на П 9 на У 11 и перемещаются К 6 вверх на шаг. В верхней части К 6
5 предметы 2 передаются с П 9 ветви У 11 на П 9 ветви У 13. При опускании предметов 2 они располагаются на уровнях ярусов К 5,снимаются с П 9 и передаются решетками К 5 на
Ю П 9 ветви У 12, проходя обработку, С У 12 они передаются на У 1 и с П 9 последней на устройство 3, 12 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| Шахтная сушилка | 1975 |
|
SU568823A1 |
| Поточная линия по производству сварочных электродов | 1978 |
|
SU921738A1 |
| Устройство для распределения потока сыпучего материала | 1989 |
|
SU1622248A1 |
| Перегрузочное устройство конвейера | 1987 |
|
SU1500585A1 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2007 |
|
RU2352509C1 |
| Разгрузочная решетка барабанной мельницы | 1990 |
|
SU1719066A1 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2007 |
|
RU2350539C1 |
| Вертикальная конвейерная установка для транспортирования листового материала | 1991 |
|
SU1792399A3 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ МУСОРА | 2004 |
|
RU2306985C2 |
| Роторная дробилка | 1989 |
|
SU1715413A1 |

Изобретение относится к области консервного оборудования и позволяет - расширить эксплуатационные возможности за счет приготовления дополнительного ассортимента консервов путем -ЭДЩ.. погружения предметов в греющую воду. Пастеризатор включает корпус 4, по- ярусно размещенные в нем решетчатые , конвейеры (К) 5 шагового горизонталь - ного перемещения предметов 2, подающий К 1, отводящее устройство 3 и замкнутый загрузочно-разгрузочный К 6. Последний выполнен в виде боковых цепных передач с вертикальными участками (У) 11 - 13 и горизонталь-, ными У 15, 16 и закрепленными на них| полками (П) Э, Внутренние ветви У 12J, 13, 15 размещены внутри корпуса , а наружные У 11, 14, 16 - снаружи При этом П 9 выполнены в виде установленных с зазором пластин, установленных с шагом, равным расстоянию между ярусами К 5. Последний выпол-т нен из двух разнесенных по длине часр тей, первая из которых, расположенная со стороны подачи предметов 2, 22 12 ,( Я BS11 - иГ i, § IB So сл 65 00 Јъ фиг.1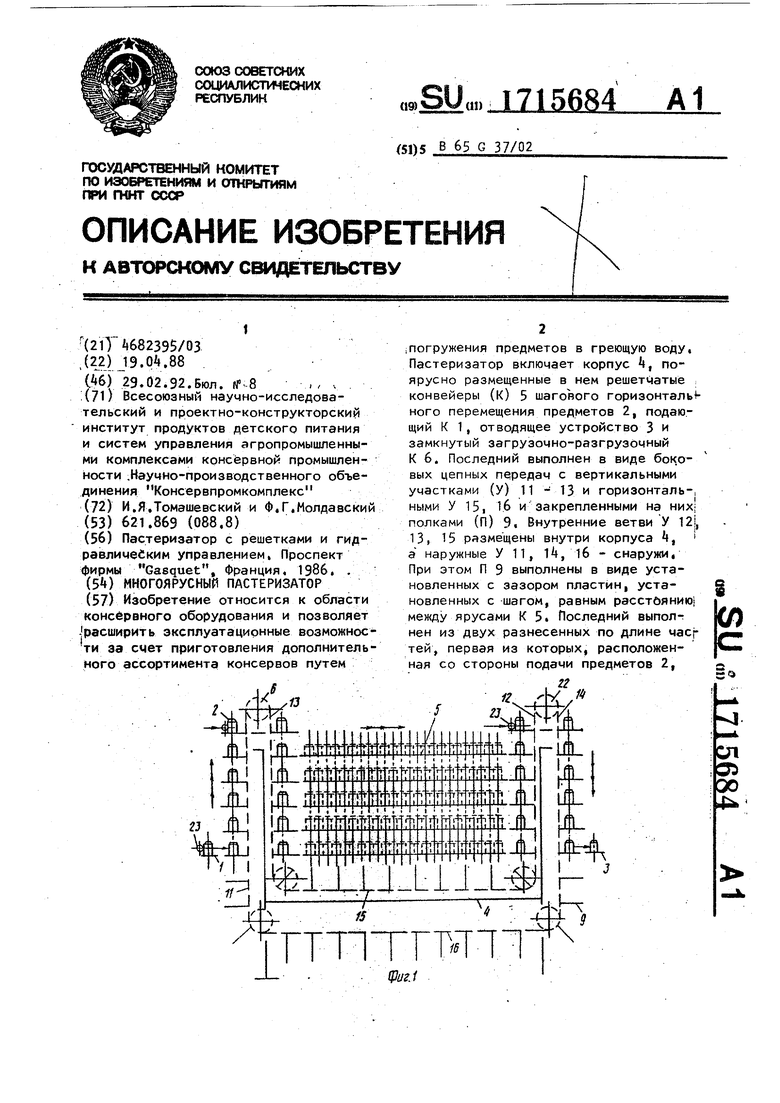
Изобретение относится к консервно- му оборудованию и может быть использовано, например, в многоярусных пас- теризаторах как погружного, так и -оросительного типа,
Известен многоярусный пастеризатор включающий корпус, поярусно размещенные в нем решетчатые конвейеры шагового горизонтального перемещения предметов, подающий конвейер и отводящее устройство.
Недостатком известного пастеризатора являются его ограниченные эксплу- атационные возможностиt обусловленные тем, что нагрев предметов до температуры пастеризации производится орошением их водой, что не обеспечивает равномерной температуры нагре- ва при приготовлении широкого ассортимента консервов (например, соков томатных натурального и консервируемого, фруктовых киселей, плодовоягод ных конфетюров, варенья и т.д.),
Цель изобретения - расширение эксплуатационных возможностей за счет возможности приготовления -до- полнительного ассортимента консервов путем погружения предметов (консер- BOB в герметичной упаковке) в греющую воду (среду),.
Цель достигается тем, что пастеризатор снабжен замыкающим загрузочно- разгрузочным конвейером в виде боко вых цепных передач с вертикальными и горизонтальными участками и с закрепг ленными на них полками, При этом внутренчие ветви вертикальных и го- ризонтальных участков размещены BHyTf- ри корпуса, а наружные - снаружи, причем полки выполнены в виде установленных с зазором пластин и закреплены с шагом, равным расстоянию
5
0 Q
ft
5
между ярусами решетчатых конвейеров, состоящих из двух разнесенных по длине частей, перрая из которых, расположенная со стороны подачи предметов, выполнена в виде загрузочной и передаточной решеток, а вторая - в виде разгрузочной и неподвижной решеток, последняя из которых имеет меньшую длину, чем разгрузочная решетка на шаг ее перемещения, при этом загрузочная и разгрузочная ре- - шетки размещены с возможностью пе- о ремещения в зазорах между пластинами полок, а передаточная решетка - с возможностью перемещения в зазорах разгрузочной решетки.
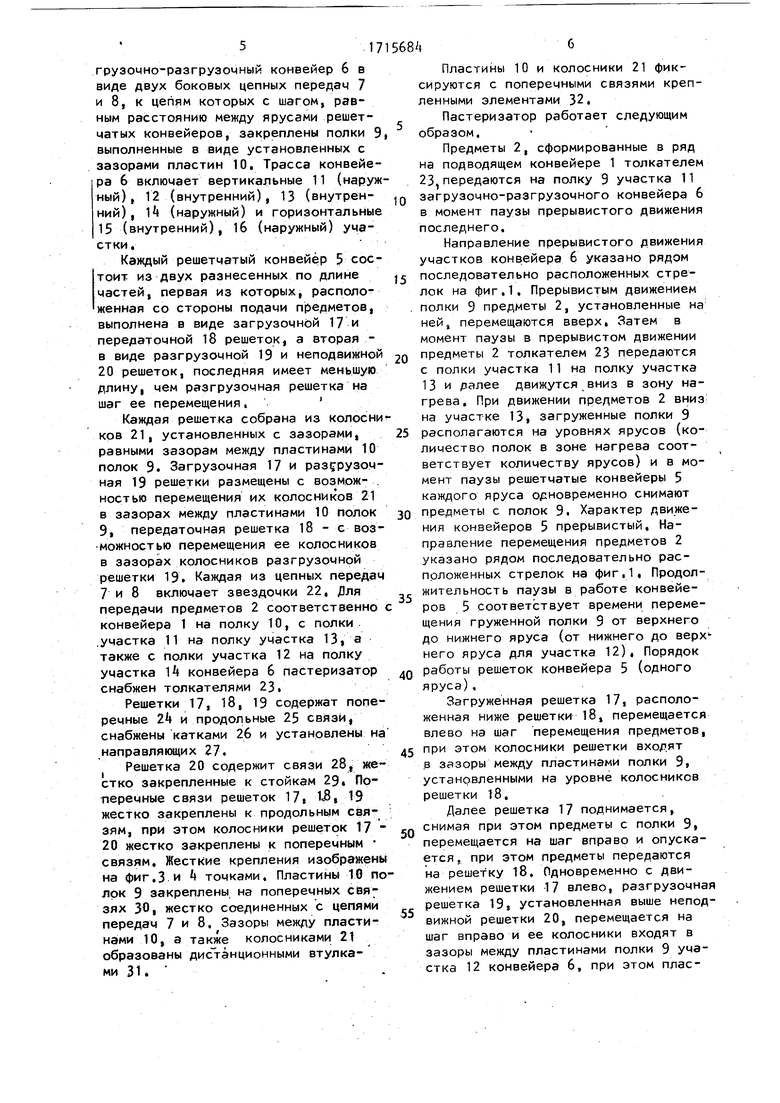
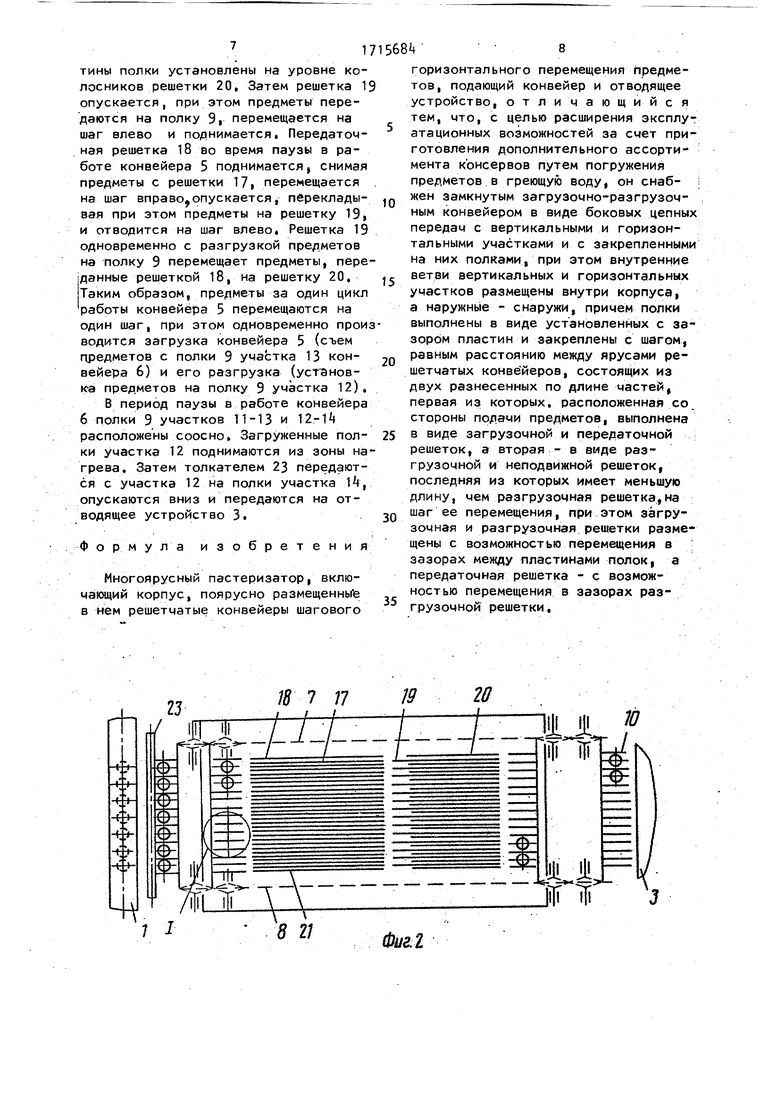
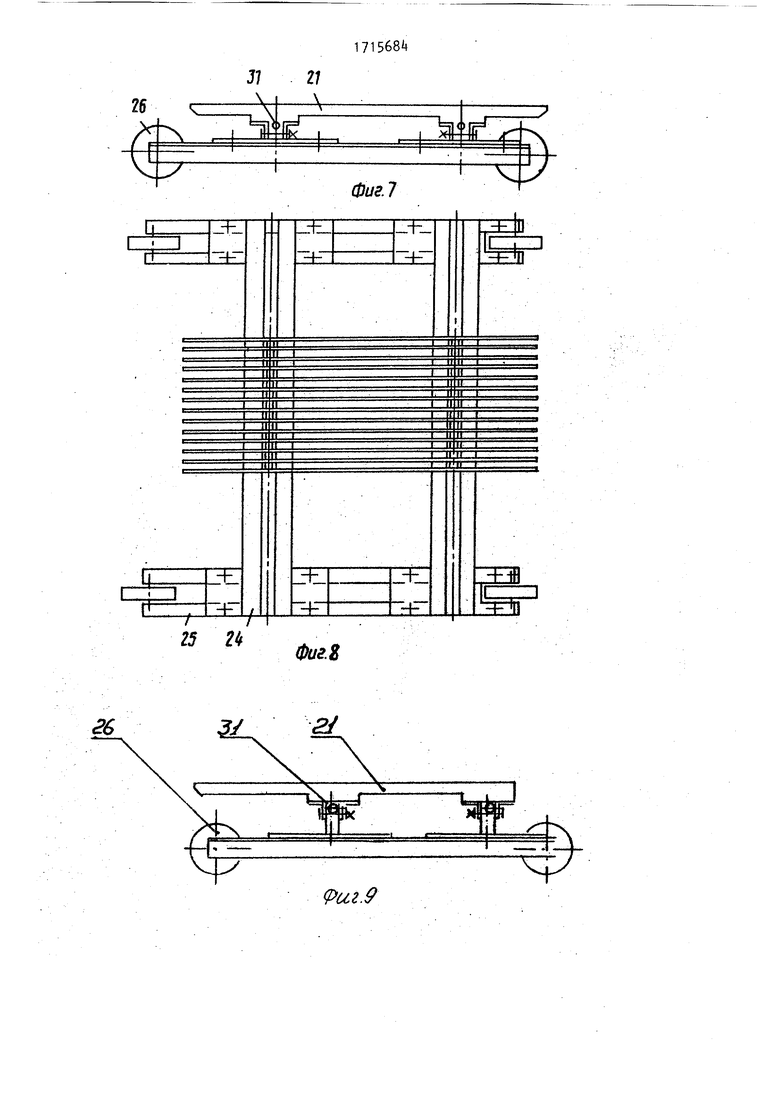
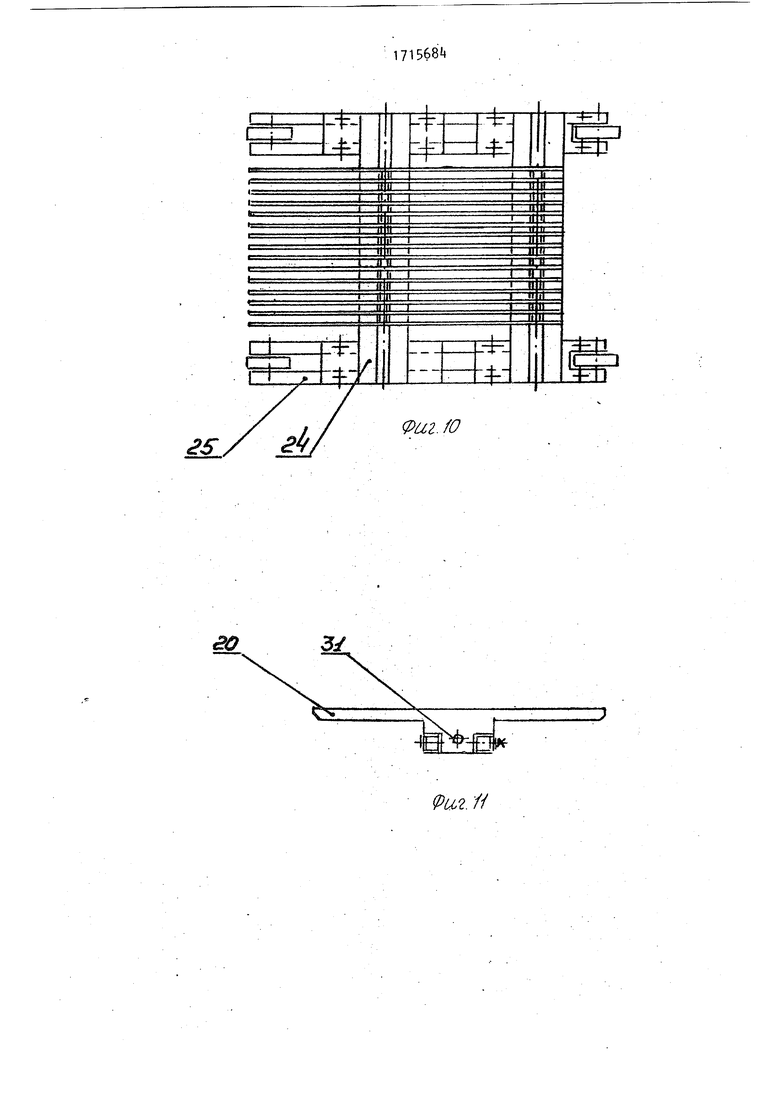
На фиг.1 показан пастеризатор, главный вид; на фиг.2 - то же, вид сверху; на фиг.3 - схема взаимного расположения загрузочно-разгрузочно- го конвейера и решеток, главный вид; на фиг. 4 - схема взаимного располо- жения загрузочно-разгрузочного конвейера и решеток, вид сверху; на фиг.5 - узел I на фиг.2; на фиг,6 - : вид А на фиг.5| на фиг.7 - загрузочная, разгрузочная решетки, главный вид (публикация - на усмотрение экспертизы) ; на фиг,8 - то же, вид сверхуj на фиг,9 - передаточная решетка, главный вид (публикация - на усмотрение экспертизы); на фиг,10 - то же, вид сверху; на фиг,11 - неподвижная решетка (публикация - на усмотрение экспертизы), главный вир; на фиг,t2 - то же, вид сверху
Пастеризатор содержит подводящий конвейер 1 предметов 2, отводящее . устройство 3, корпус ht решетчатые конвейеры 5 шагового горизонтального перемещения предметов 2 для каждого яруса (яруса не обозначены) и за5.,7
грузочно-разгрузочный конвейер 6 в виде двух боковых цепных передач 7 и 8, к цепям которых с шагом, равным расстоянию между ярусами решетчатых конвейеров, закреплены полки 9 выполненные в виде установленных с зазорами пластин 10. Трасса конвейера 6 включает вертикальные 11 (наружный) , 12 (внутренний), 13 (внутренний), (наружный) и горизонтальные 15 (внутренний), 16 (наружный) участки.
Каждый решетчатый конвейер 5 состоит из двух разнесенных по длине частей, первая из которых, расположенная со стороны подачи предметов, выполнена в виде загрузочной 17 и передаточной 18 решеток, а вторая - в виде разгрузочной 19 и неподвижной 20 решеток, последняя имеет меньшую длину, чем разгрузочная решетка на шаг ее перемещения,
Каждая решетка собрана из колосни ков 21, установленных с зазорами, равными зазорам между пластинами 10 полок 9. Загрузочная 17 и разЈрузоч ная 1-9 решетки размещены с возмож- . ностью перемещения их колосников 21 в зазорах между пластинами 10 полок 9, передаточная решетка 18 - с возможностью перемещения ее колосников в зазорах колосников разгрузочной решетки 19, Каждая из цепных передач 7 и 8 включает звездочки 22, Для передачи предметов 2 соответственно конвейера 1 на полку 10, с полки участка 11 на полку участка 13, а также с полки участка 12 на полку участка 14 конвейера 6 пастеризатор снабжен толкателями 23.
Решетки 17, 18, 19 содержат поперечные 24 и продольные 25 связи, снабжены катками 26 и установлены на направляющих 27.
Решетка 20 содержит связи 28 жестко закрепленные к стойкам 29 Поперечные связи решеток 17 1.8, 19 жестко закреплены к продольным связям, при этом колосники решеток 17 20 жестко закреплены к поперечным связям. Жесткие крепления изображены на фиг.З и 4 точками. Пластины 10 полок 9 закреплены на поперечных связях 30, жестко соединенных с цепями передач 7 и 8. Зазоры между пластинами 10, а также колосниками 21 образованы дистанционными втулками 31.684 б
Пластины 10 и колосники 21 фиксируются с поперечными связями крепленными элементами 32.
Пастеризатор работает следующим образом.
Предметы 2, сформированные в ряд на подводящем конвейере 1 толкателем . 23,передаются на полку 9 участка 11
загрузочно-разгрузочного конвейера 6 в момент паузы прерывистого движения последнего.
Направление прерывистого движения участков конвейера 6 указано рядом
последовательно расположенных стрелок на фиг.1, Прерывистым движением . полки 9 предметы 2, установленные на1 ней, перемещаются вверх. Затем в момент паузы в прерывистом движении
0 предметы 2 толкателем 23 передаются с полки участка 11 на полку участка 13 и далее движутся вниз в зону нагрева. При движении предметов 2 вниз на участке 13, загруженные полки 9
5 располагаются на уровнях ярусов (количество полок в зоне нагрева соответствует количеству ярусов) и в момент паузы решетчатые конвейеры 5 каждого яруса одновременно снимают
0 предметы с полок 9. Характер движения конвейеров 5 прерывистый. Направление перемещения предметов 2 указано рядом последовательно расположенных стрелок на фиг,1, Продолжительность паузы в работе конвейеров 5 соответствует времени перемещения груженной полки 9 от верхнего до нижнего яруса (от нижнего до верх него яруса для участка 12)4 Порядок
Q работы решеток конвейера 5 (одного яруса),
Загруженная решетка 17, расположенная ниже решетки 18, перемещается влево на шаг перемещения предметов,
5 при этом колосники решетки входят в зазоры между пластинами полки 9, установленными на уровне колосников решетки 18.- .
Далее решетка 17 поднимается,
5
снимая при этом предметы с полки 9 перемещается на шаг вправо и опускается , при этом предметы передаются на решетку 18. Одновременно с движением решетки 17 влево, разгрузочная решетка 19, установленная выше неподвижной решетки 20, перемещается на шаг вправо и ее колосники входят в зазоры между пластинами полки 9 участка 12 конвейера 6, при этом пластины полки установлены на уровне колосников решетки 20. Затем решетка 1 опускается, при этом предметы передаются на полку 9, перемещается на шаг влево и поднимается, Передаточная решетка 18 во время паузы в работе конвейера 5 поднимается, снимая предметы с решетки 17, перемещается на шаг вправо,опускается, перекладывая при этом предметы на решетку 19, и отводится на шаг влево. Решетка 19 одновременно с разгрузкой предметов на полку 9 перемещает предметы, переданные решеткой 18, на решетку 20. Таким образом, предметы за один цикл работы конвейера 5 перемещаются на один шаг, при этом одновременно проиводится загрузка конвейера 5 (съем предметов с полки 9 участка 13 конвейера 6) и его разгрузка (установка предметов на полку 9 участка 12), В период паузы в работе конвейера 6 полки 9 участков 11-13 и 12-1 расположены соосно, Загруженные полки участка 12 поднимаются из зоны нагрева. Затем толкателем 23 передаются с участка 12 на полки участка 14, опускаются вниз и передаются на отводящее устройство 3,
Формула изобретения
Многоярусный пастеризатор, включающий корпус, поярусно размещенные в нем решетчатые конвейеры шагового
23
18 7 17
J.JJ-:L
-L-I-Г7 I
0
5
0
5
0
5
горизонтального перемещения предметов, подающий конвейер и отводящее устройство, отличающийся тем, что, с целью расширения эксплуатационных возможностей за счет приготовления дополнительного ассортимента консервов путем погружения предметов в греющую воду, он снаб- i жен замкнутым загрузочно-разгрузоч- ным конвейером в виде боковых цепных передач с вертикальными и горизонтальными участками и с закрепленными на них полками, при этом внутренние ветви вертикальных и горизонтальных участков размещены внутри корпуса, а наружные - снаружи, причем полки выполнены в виде установленных с зазором пластин и закреплены с шагом, равным расстоянию между ярусами решетчатых конвейеров, состоящих из двух разнесенных по длине частей, первая из которых, расположенная со стороны подачи предметов, выполнена в виде загрузочной и передаточной решеток, а вторая - в виде разгрузочной и неподвижной решеток, последняя из которых имеет меньшую длину, чем разгрузочная решетка,на шаг ее перемещения, при этом загрузочная и разгрузочная решетки размещены с возможностью перемещения в зазорах между пластинами полок, а передаточная решетка - с возможностью перемещения в зазорах разгрузочной решетки.
W
20
ю
Фиг. 2
141
. I II
I
%гпф
/. . . /
J
3Z
U
ш
II
ж
3-
ЗГ
-2/70
и
О/ 77&
П895Ш ;
Фиг. fЈ
| Пастеризатор с решетками и гид- рэвличеСким управлением, Проспект фирмы Gasquet, Франция | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| . | |||
