фиг
Изобретение относится к металлургии, в частности к линиям отделки полосового материала.
Цель изобретения - повышение производительности за счет сокращения времени на регулировку зазоров.
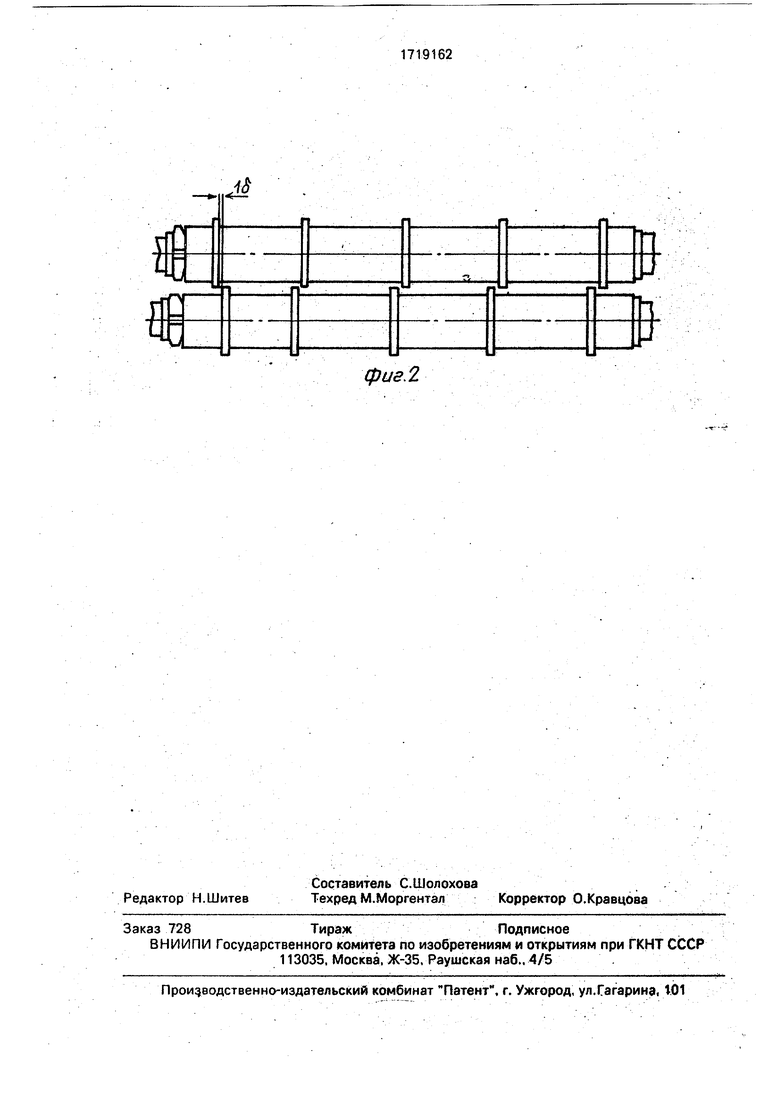
На фиг.1 изображено положение ножей и распорных втулок после их установки на ножевые валы ножниц; на фиг.2 - положение дисковых ножей при резке полосы на ленты.
Способ осуществляют следующим образом.
На ножевые валы 1 и 2 устанавливают попеременно дисковые ножи 3 и распорные втулки 4. При этом дисковые ножи 3 на нижнем ножевом валу 2 устанавливают слева беззазорно относительно дисковых ножей 3 на верхнем ножевом валу 1, а крайний левый дисковый нож 3 установлен справа от соответствующего ему дискового ножа 3 и с зазором, равным удвоенной величине заданного бокового зазора д . После этого верхний ножевой вал 1 перемещают вдоль его оси справа - в сторону уменьшения зазора между крайними дисковыми ножами 3 и на расстояние, равное заданной величине бокового зазора 5.
П р и м е. р. Способ реализован при регулировке дисковых ножниц с диаметром ножей 160мм для роспуска алюминиевой (А5) полосы шириной 250 мм, толщиной 0,5 мм на 4 ленты, шириной В 50 мм. На верхний 1 и нижний 2 ножевые валы устанавливают дисковые ножи 3 и распорные втулки 4, причем Две крайние пары дисковых ножей устанавливают враспор, а все последующие пары ножей устанавливают последовательно. Зазор между торцовыми поверхностями ножей первой пары устанавливают равным удвоенному значению заданного зазора, т.е.2 ,03 0,06 мм, а остальные пары ножей устанавливают беззазорно. Зазор в крайней паре ножей образован за счет того, что длина L распорной втулки, установленной на верхнем ножевом валу между двумя крайними ножами, включает в себя ширину
ленты плюс двойной рекомендуемый зазор L В + 2 5 - 50 + 0,06 50,06 мм. После установки ножей и распорных втулок на ножевые валы верхний ножевой вал при помощи механизма его осевого смещения перемещают на расстояние, равное величине одностороннего зазора 5 0,03 мм в сторону уменьшения зазора в крайней ларе ножей, при этом, в результате перемещения, во всех парах ножей образуется зазор, равный заданной величине д 0,03 мм.
Регулировка дисковых ножниц позволяет сократить время регулировки всего комплекта ножей за счет того, что индивидуальная регулировка зазора производится только для одной крайней пары ножей, а остальные пары, не требуя индивидуальной регулировки, устанавливают безазорно. Кроме того, в предлагаемом способе, за
счет комбинированной схемы установки ножей на ножевые валы при любом количестве лент наружными являются ножи, расположенные на верхнем ножевом валу. Таким образом, кромочная обрезь, деформируясь,
направляется вниз относительно линии движения полосы.
Формула изобретения Способ подготовки-дисковых ножниц к
эксплуатации, включающий установку на ножевые валы попеременно дисковых ножей и распорных втулок и регулировку зазоров между ножами, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на регулировку зазоров, дисковые ножи на одном из ножевых валов первоначально устанавливают по одну сторону от дисковых ножей другого ножевого вала беззазорно, а
один из крайних ножей устанавливают по другую сторону, от соответствующего ему ножа и с зазором, равным удвоенному заданному боковому зазору, а затем один из ножевых валов перемещают вдоль его оси в
сторону уменьшения зазора между крайними ножами на расстояние, равное величине заданного бокового зазора.
6
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ДИСКОВЫХ НОЖНИЦ К ЭКСПЛУАТАЦИИ | 1999 |
|
RU2140342C1 |
| Дисковые ножницы | 1991 |
|
SU1804964A1 |
| МЕХАНИЗМ ПРИВОДА ВРАЩЕНИЯ НОЖЕЙ ДИСКОВЫХ НОЖНИЦ | 2007 |
|
RU2368468C2 |
| Дисковые кромкообрезные ножницы | 1988 |
|
SU1669643A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1994 |
|
RU2084315C1 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2002 |
|
RU2221675C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 1990 |
|
RU2010686C1 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| Ножницы дисковые для продольнойРЕзКи пОлОСОВОгО МАТЕРиАлА | 1979 |
|
SU837614A1 |
Изобретение относится к металлургии, в частности к линиям отделки полосового материала. Цель изобретения - повышение производительности за счет сокращения времени на регулировку Ножниц. На верхний 1 и нижний 2 ножевые валы устанавливают попеременно дисковые ножи 3 и распорные втулки 4. Две крайние пары дисковых ножей устанавливают в распор, а все последующие пары ножей - последовательно. Зазор между торцовыми поверхностями ножей первой пары устанавливают равным удвоенному значению одностороннего бокового зазора, а остальные пары ножей - беззазорно. После этого верхний ножевой вал 1 перемещают вдоль его оси в сторону уменьшения зазора между крайними ножами на расстояние, равное величине заданного бакового зазора д .2 ил.
фиг 2
| Терёнтьев B.C | |||
| и др | |||
| Адъюетаж тонколи стовых станов | |||
| Свердловск: Мёталлургиз- дат, 1961, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
