Изобретение относится к обработке материалов давлением и может быть использовано для продольной резки тонколистового рулонного материала на полосы, преимущественно фольги из расширенного графита или фольги из металла.
Одной из проблем в данной области техники является получение качественного реза без смятия кромок и без образования на них заусениц. Эти проблемы особенно резко встают при резке рулонного материала шириной от 600 мм и выше на узкие 15-30 мм полосы при толщине фольги 0,2 мм из расширенного графита и 0,03 мм из алюминия или нержавеющей стали. Как известно (см. А.Н. Малов Технология холодной штамповки. 1958, М., Оборонная промышленность, с. 17, табл. 3), для получения качественного реза необходимо выполнить нижеследующие условия: перекрытие дисковых ножей должно составить не менее 25% толщины разрезаемого материала, зазор между дисковыми ножами должен составлять 5-7% толщины разрезаемого материала. Для вышеуказанных разрезаемых материалов перекрытие ножей должно составлять соответственно 0,05 мм и 0,0075 мм, а зазор между ножами 0,01 - 0,014 мм и 0,0015 - 0,0021 мм.
Ранее был предложен способ подготовки дисковых ножниц к эксплуатации (1), согласно которому вначале осуществляют перемещение верхних дисковых ножей в зону расположения нижних дисковых ножей при предварительно заправленном материале, а затем осуществляют осевое перемещение верхних дисковых ножей к нижним дисковым ножам.
Данный способ не может быть применен для подготовки дисковых ножниц к эксплуатации, предназначенных для разрезания рулонного тонколистового материала на узкие полосы.
Известен также способ подготовки дисковых ножниц к эксплуатации (2), согласно которому сначала осуществляют подготовку одной пары дисковых ножей, а затем переход к подготовке следующей пары и так далее, пока не будет завершена подготовка всего комплекта. Для этого дисковые ножницы снабжены распорными втулками и распорными элементами, установленными на ножевом валу между дисковыми ножами. Распорные втулки и распорные элементы снабжены взаимодействующими между собой конусными поверхностями, а распорные элементы сконструированы таким образом, что имеют возможность радиального перемещения. Это радиальное перемещение вызывает осевое перемещение распорных втулок, которое вызывает осевое (вдоль ножевого вала) перемещение дисковых ножей.
Данное изобретение может быть применено в случаях, когда рулонный материал разрезают на полосы значительной ширины, поскольку распорные элементы имеют значительные габариты в осевом направлении и расположены между дисковыми ножами.
Наиболее близким по своей технической сущности по отношению к заявляемому изобретению является способ подготовки дисковых ножниц к эксплуатации (3), включающий установку на ножевые валы попеременно дисковых ножей и кольцевых прокладок и их крепление на ножевых валах. При этом дисковые ножи на одном из ножевых валов первоначально устанавливают по одну сторону от дисковых ножей другого ножевого вала беззазорно, а один из крайних ножей устанавливают по другую сторону от соответствующего ему ножа и с зазором, а затем один из ножевых валов перемещают вдоль его оси в сторону уменьшения зазора между крайними ножами.
По сравнению со способом (2) данный способ имеет неоспоримое преимущество, которое заключается в том, что настройку осуществляют одновременно всех пар дисковых ножей. Кроме того, этот способ может быть применен и в случае разрезания рулонного материала на полосы значительно меньшей ширины по сравнению со способом (2).
Однако следует отметить, что известный способ (3) может быть применен для разрезания рулонного материала значительной толщины. В таком случае осевые зазоры пар дисковых ножей, составляющие часть толщины разрезаемого материала, позволяют осуществить перемещение одного ножевого вала относительно другого для образования перекрытия противолежащих дисковых ножей. Кроме того, этот способ настройки не позволяет получить разрезаемые ленты одной ширины, поскольку крайняя пара дисковых ножей установлена враспор, а все последующие пары ножей - последовательно. Кроме того, этот способ настройки не может быть применен при разрезании рулонного материала с толщиной 0,03 - 0,2 мм. В этом случае зазоры между ножами в осевом направлении ножевых валов измеряются тысячными долями мм и настройка по известному способу приведет к заклиниванию дисковых ножей при работе.
Технический результат, достигаемый заявляемым изобретением, заключается в предотвращении заклинивания дисковых ножей.
В основу настоящего изобретения была положена задача разработать способ подготовки дисковых ножниц к эксплуатации, который позволил бы осуществить простым способом установку ножевых валов в дисковых ножницах.
Указанная задача решается тем, что в способе подготовки дисковых ножниц к эксплуатации, включающем установку на ножевые валы попеременно дисковых ножей и кольцевых прокладок и их крепление на ножевых валах, согласно изобретению установку дисковых ножей и кольцевых прокладок на ножевые валы осуществляют в сборочном приспособлении, при этом дисковые ножи устанавливают с величиной перекрытия выше рабочей, а перед креплением дисковых ножей на ножевых валах осуществляют фиксацию одного из валов от продольного перемещения в сборочном приспособлении и обеспечивают возможность продольного перемещения второму валу, затем осуществляют монтаж ножевых валов совместно со сборочным приспособлением в подшипниковых опорах ножниц, после чего производят разборку сборочного приспособления и осуществляют регулировку величины перекрытия дисковых ножей.
Эта задача решается также тем, что установку дисковых ножей и кольцевых прокладок осуществляют при вертикальном расположении ножевых валов.
Эта задача решается также тем, что расположенные на хвостовиках ножевых валов закладные крышки подшипниковых опор ножниц устанавливают с возможностью перемещения вдоль хвостовиков и фиксации в подшипниковых опорах ножниц.
Благодаря тому, что крепление установленных на ножевых валах дисковых ножей и кольцевых прокладок осуществляют после монтажа ножевых валов в сборочном приспособлении, в процессе которого один ножевой вал фиксируют от продольного перемещения, а второй - устанавливают с возможностью продольного перемещения в сборочном приспособлении, ножевые валы, дисковые ножи и кольцевые прокладки взаимосвязаны между собой так, как они должны быть взаимосвязаны в дисковых ножницах. Их монтаж совместно со сборочным приспособлением в подшипниковых опорах ножниц полученную взаимосвязь не нарушает. Благодаря установке на ножевые валы дисковых ножей с величиной перекрытия выше рабочей исключается возможность повреждения режущих кромок дисковых ножей в процессе сборки и затяжки дисковых ножей на ножевых валах.
Эти и другие особенности и преимущества настоящего изобретения будут приведены ниже при рассмотрении конкретно примера выполнения способа подготовки дисковых ножниц к эксплуатации со ссылками на прилагаемые чертежи, где:
фиг.1 - общий вид дисковых ножниц,
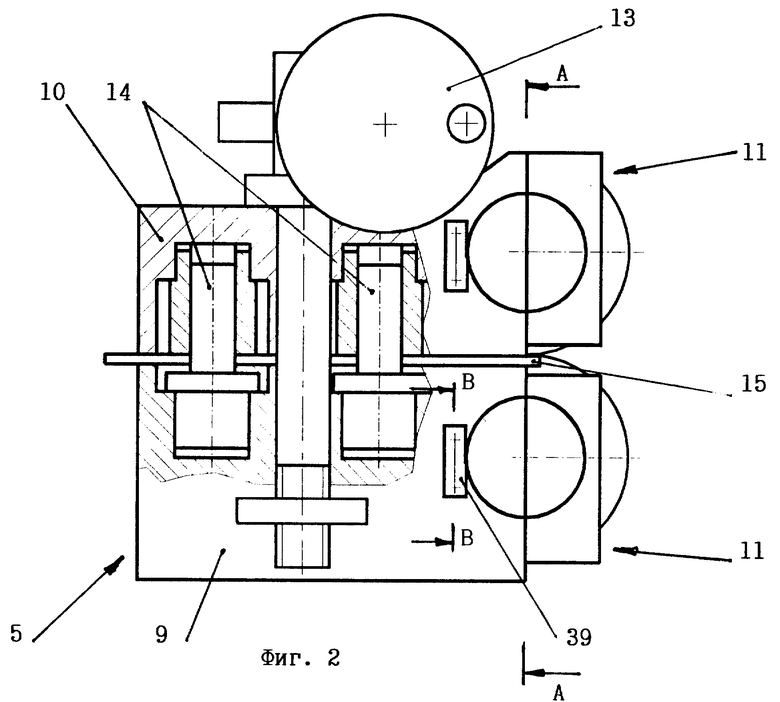
фиг.2 - вид сбоку дисковых ножниц,
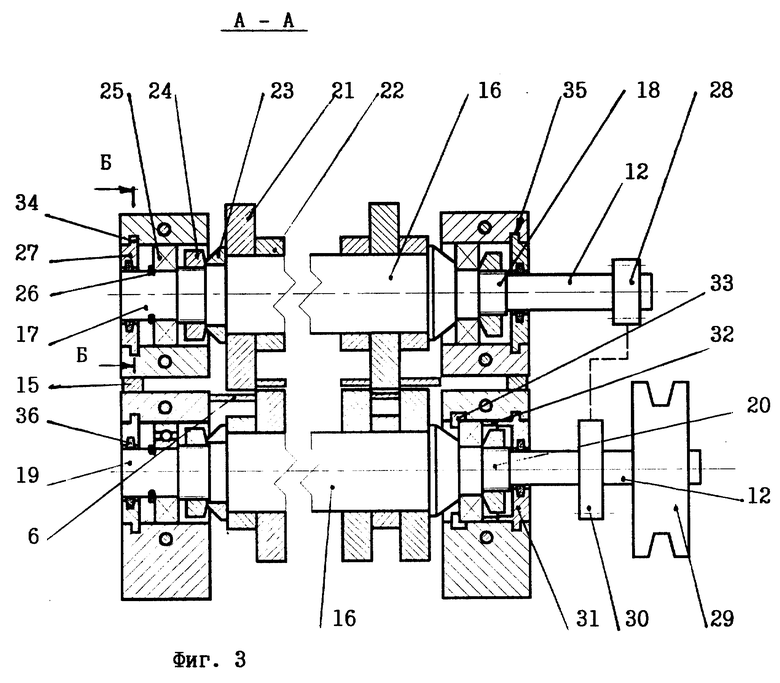
фиг.3 - разрез по А-А,
фиг.4 - разрез по Б-Б,
фиг.5 - разрез по В-В,
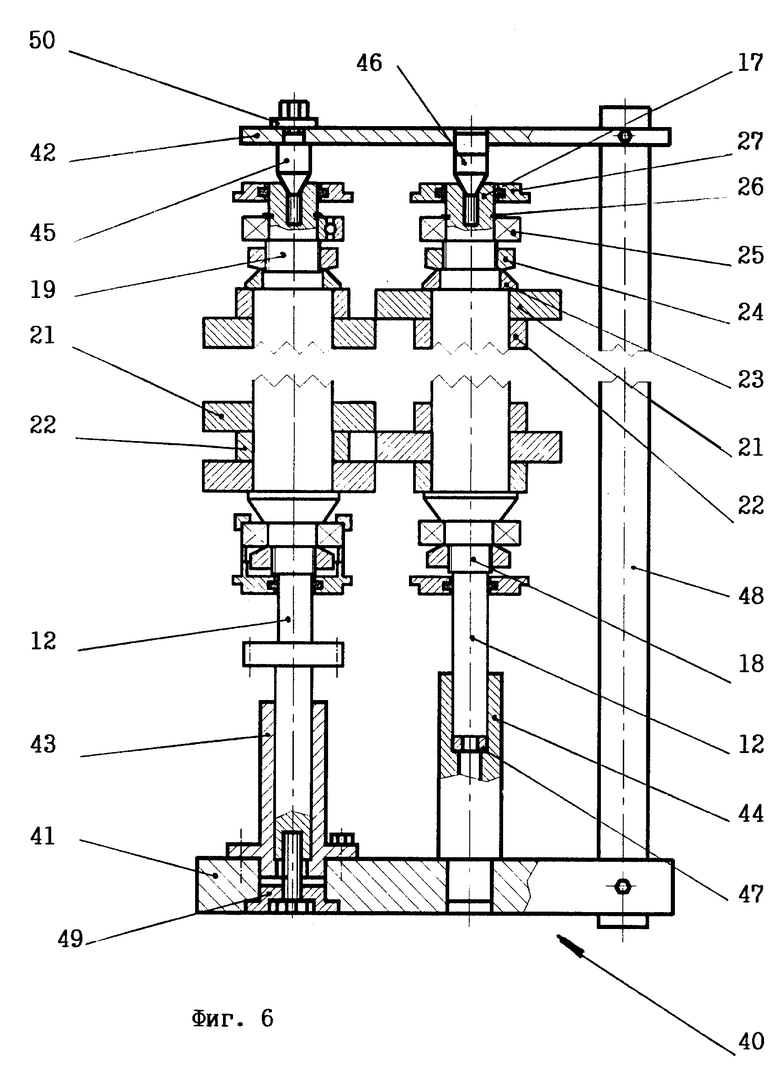
фиг.6 - сборочное приспособление совместно с ножевыми валами.
Дисковые ножницы 1 для резки рулонного тонколистового материала содержат установленные на станине 2 подлежащий разрезки на полосы рулонного материал 3, механизм размотки 4 рулонного материала, ножевой блок 5 с двумя ножевыми валами, средство съема 6 нарезанных полос и приводной механизм 8, кинематически связанный с механизмом размотки, ножевым блоком и устройством намотки, как это показано на фиг.1.
Ножевой блок 5 состоит из двух частей, неподвижного основания 9 и подвижной части 10. Обе части 9 и 10 содержат разъемные подшипниковые опоры 11, в которых монтируются ножевые валы 12. Верхний ножевой вал монтируется в подшипниковых опорах подвижной части 10, нижний ножевой вал - в подшипниковых опорах основания 9. Подвижная часть 10 принудительно от ручного привода 13 может перемещаться относительно основания 9. Это перемещение осуществляется по направляющим 14, при этом продольная ось верхнего ножевого вала перемещается строго в вертикальной плоскости, проходящей через продольную ось нижнего ножевого вала. В рабочем состоянии ножниц между основанием 9 и подвижной частью 10 установлен сменный компенсатор 15, толщина которого зависит от толщины разрезаемого материала и требуемой величины перекрытия дисковых ножей.
Между ножевыми валами 12 расположено средство съема 6 нарезанных полос для предотвращения их намотки на ножевые валы. Это средство может быть выполнено, например, в виде двух листов, отстоящих друг от друга на величину толщины разрезаемого материала, на концах которых имеются гребенки, пазы которых сдвинуты относительно друг друга на ширину кольцевых прокладок.
Оба ножевых вала 12 состоят из центральной части 16, выполненной для снижения веса в виде трубы, и расположенных по концам трубы хвостовиков 17, 18 и 19, 20. На центральных частях 16 ножевых валов поочередно установлены дисковые ножи 21 и кольцевые прокладки 22. Связь центральной части 16 с дисковыми ножами и кольцевыми прокладками осуществляется шпонкой (не показана), установленной вдоль центральной части. На каждом хвостовике 17, 19 расположены опорное кольцо 23, гайка 24 со стопорной шайбой, подшипник 25, пружинное кольцо 26 и закладная крышка 27. На хвостовике 18 расположены зубчатое колесо 28, закладная крышка 27, гайка 24 со стопорной шайбой и подшипник 25. На хвостовике 20 расположены шкив 29, зубчатое колесо 30, закладная крышка 31, кольцо 32, гайка 24 со стопорной шайбой, подшипник 25 и опорное кольцо 33.
Закладные крышки 27 и 31 имеют кольцевые реборды 34 под соответствующие кольцевые канавки 35, выполненные в подшипниковых опорах 11, уплотнительные кольца 36 которые плотно охватывают цилиндрические поверхности соответствующих хвостовиков и не позволяют закладным крышкам произвольно смещаться вдоль хвостовиков. На ребордах 34 имеются отходящие в радиальном направлении элементы 37, проходящие через пазы 38, выполненные в кольцевых канавках 35, и взаимодействующие с соответствующими подпружиненными шариковыми защелками 39, расположенными на ножевом блоке 5 в районе подшипниковых опор 11.
Зубчатые колеса 28 и 30 кинематически соединены между собой с помощью промежуточных зубчатых колес (показаны).
Сборочное приспособление 40 состоит из двух серег 41 и 42, двух стаканов 43 и 44, двух пробок 45 и 46, компенсатора 47, трубы 48 и двух шайб 49 и 50. Кроме того, в состав приспособления входят стандартные болты для крепления на серьге 41 стакана 43, нижнего ножевого вала 12 в стакане 43, соединения серег 41 и 42 с трубой 48, крепления серьги 42 на нижнем ножевом валу 12 через пробку 45.
Способ подготовки дисковых ножниц к эксплуатации заключается в следующем: осуществляют сборку ножевых валов с установленными на них поочередно дисковыми ножами и кольцевыми прокладками в сборочном приспособлении, производят их крепление на ножевых валах, затем ножевые валы совместно со сборочным приспособлением монтируют в подшипниковых опорах ножниц, после чего осуществляют разборку сборочного приспособления и регулируют величину перекрытия дисковых ножей. Для этого с хвостовика 18 верхнего ножевого вала 12 удаляют зубчатое колесо 28, а с хвостовика 20 нижнего ножевого вала удаляют шкив 29. Затем в хвостовик 17 вворачивают пробку 46, а в хвостовик 19 - пробку 45. Стакан 43 устанавливают и закрепляют в серьге 41, а в стакане 43 устанавливают хвостовик 20 нижнего ножевого вала. С помощью стандартного болта и шайбы 49 осуществляют крепление в стакане нижнего ножевого вала. Затем закрепляют серьгу 41 на плоской поверхности с помощью струбцины (не показаны). Устанавливают в серьге 41 стакан 44, в стакан устанавливают компенсатор 47, на компенсатор устанавливают торец хвостовика 18 верхнего ножевого вала 12. С помощью компенсатора 47 добиваются (известным способом) расположения опорных торцев "В" и "Н" ножевых валов 12 в одной плоскости.
Затем приступают к поочередной установке на ножевые валы дисковых ножей 21 и кольцевых прокладок 22. Установку дисковых ножей и кольцевых прокладок осуществляют в порядке их поочередных номеров. Целесообразно дисковые ножи и кольцевые прокладки выполнить одной ширины, что позволяет путем объединения дисковых ножей и кольцевых прокладок в комплекты, состоящие из одинакового числа ножей и прокладок, изготовить с использованием одних и тех же дисковых ножей и кольцевых прокладок полосы равной ширины. Целесообразно также дисковые ножи изготовить с минусовым допуском по ширине, а кольцевые прокладки - с полюсовым допуском по ширине. В этом случае при поочередной установке на ножевые валы кольцевых прокладок и дисковых ножей, последние, как правило, будут располагаться на кольцевых прокладках и только некоторые дисковые ножи (в силу суммарного набегания допусков) могут опираться на дисковые ножи соседнего ножевого вала, с образованием зазора между ними и нижележащими кольцевыми прокладками. Эти зазоры в процессе затяжки дисковых ножей на ножевых валах выбирают, о чем будет сказано ниже.
После окончания установки на ножевые валы всех дисковых ножей и всех кольцевых прокладок на хвостовики 17 и 19 устанавливают опорные кольца 23, гайки 24 со стопорными шайбами, подшипники 25, пружинные кольца 26 и закладные крышки 27. Гайки 24 не затягивают.
Затем в серьгу 41 устанавливают трубу 48, а на трубу 48 и пробки 45 и 46 устанавливают серьгу 42, которую закрепляют через шайбу 50 на пробке 45. После этого осуществляют крепление серег 41 и 42 с трубой 48. Поскольку гайки 24 на хвостовиках 17 и 19 не затянуты, то установкой серьги 42 на пробках 45 и 46 осуществляют выставление обоих ножевых валов относительно друг друга, фиксируют от продольного перемещения нижний ножевой вал и обеспечивают возможность продольного перемещения верхнего ножевого вала в сборочном приспособлении 40. Таким образом ножевые валы установлены в сборочном приспособлении так, как они должны быть установлены в дисковых ножницах.
Межосевое расстояние ножевых валов в сборочном приспособлении определяется межосевым расстоянием отверстий в серьгах 41 и 42 соответственно под стаканы 43, 44 и пробки 45, 46, которое выбрано из условия установки дисковых ножей на ножевые валы с величиной перекрытия выше рабочей, что исключает возможность повреждения режущих кромок дисковых ножей при сборке.
После того, как ножевые валы выставлены относительно друг друга, осуществляют затяжку дисковых ножей и кольцевых прокладок гайками 24 с последующим их стопорением. Так как на ножевой вал, зафиксированный в сборочном приспособлении, первым установлен дисковый нож, а на соседний вал - кольцевая прокладка и только затем дисковый нож, то нижний торец этого ножа будет возвышаться над верхним торцем дискового ножа зафиксированного вала. В силу набегания допусков по ширине ножей и прокладок возможен случай, когда дисковый нож верхнего вала своим нижним торцем расположится на верхнем торце дискового ножа нижнего ножевого вала с образованием зазора между этим нижним торцем и кольцевой прокладкой верхнего ножевого вала. При затяжке гайки 24 верхнего ножевого вала контактирующий дисковый нож верхнего ножевого вала будет с усилием прижиматься к дисковому ножу нижнего ножевого вала, что вызовет перемещение верхнего ножевого вала в сторону затягивающей гайки 24 до положения, пока кольцевая прокладка не войдет в контакт с торцем дискового ножа. Существующий до этого между ними зазор будет выбран, а в момент контакт кольцевой прокладки с торцем дискового ножа усилие прижима между контактирующими дисковыми ножами исчезнет, а это означает, что при вращении в процессе разрезания рулонного материала обоих ножевых валов нет причин для возникновения заклинивания. При возникновении сил сопротивления, которые могут возникнуть в процессе разрезания (в силу неоднородности структуры материала), произойдет осевое смещение подвижного ножевого вала в пределах зазора между дисковыми ножами противолежащих валов.
После того как дисковые ножи будут закреплены на ножевых валах, сборочное приспособление переносят к дисковым ножницам. Верхний ножевой вал хвостовиками 17 и 18 устанавливают в подшипниковые опоры 11 (съемные крышки подшипниковых опор предварительно удаляют) подвижной части 10 ножевого блока 5, при этом реборды 34 закладных крышек 27 вводят в соответствующие канавки 35 подшипниковых опор, а элементы 37 реборд 34 в пазы 38, где они вступают в контакт с соответствующими подпружиненными шариковыми защелками 39. Таким образом осуществляют предварительное крепление верхнего вала в подшипниковых опорах ножевого блока 5. Затем, используя верхний ножевой вал как ось вращения, подводят нижний ножевой вал к разъемной подшипниковой опоре 11 неподвижного основания 9 ножевого блока 5. Затем смещают в осевом направлении сборочное приспособление 40 в закладных крышках 27 верхнего ножевого вала до совмещения опорного кольца 33 с ответной ему канавкой подшипниковой опоры 11. Далее совмещают с кольцевыми канавками 35 подшипниковых опор реборды 34 закладных крышек 27 и 31, после чего нижний ножевой вал хвостовиками 19 и 20 устанавливают в подшипниковые опоры 11 неподвижного основания 9 ножевого блока 5. Съемные крышки подшипниковых опор устанавливают на место и затягивают. Ножевые валы установлены в дисковых ножницах, при этом взаимное расположение ножевых валов, дисковых ножей и кольцевых прокладок осталось неизменным.
Затем осуществляют разборку сборочного приспособления, регулируют величину перекрытия дисковых ножей путем перемещения подвижной части 10 относительно неподвижной 9 по направляющим 14 и устанавливают между частями 9 и 10 ножевого блока 5 требуемый компенсатор 15. После этого на верхний ножевой вал на хвостовик 18 устанавливают и закрепляют известным способом зубчатое колесо 28, а на нижний ножевой вал на хвостовик 20 - шкив 29. Зубчатые колеса 28 и 30 известным способом кинематически соединяют между собой, а на шкив 29 одевают ремень приводного механизма 8. На этом подготовка дисковых ножниц к эксплуатации заканчивается.
Снятие с дисковых ножниц и разборку ножевых блоков целесообразно осуществлять с использованием сборочного приспособления в следующей последовательности. Отсоединяют шкив 29 от приводного механизма 8, удаляют с ножевых валов шкив и зубчатое колесо 28. Сводят подвижную и неподвижные части ножевого блока 5 до расстояния, соответствующего межосевому расстоянию соответствующих отверстий серег 41 и 42 сборочного приспособления. Монтируют ножевые валы в сборочном приспособлении. Далее все операции осуществляют в обратной последовательности, как описано выше при подготовке дисковых ножниц к эксплуатации.
Источники информации по тексту описания:
1. А.С. СССР N 1142274, кл. B 26 D 1/16.
2. А.С. СССР N 1438929, кл. B 23 D 19/00.
3. А.С. СССР N 1719162, кл. B 23 D 19/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| НОЖНИЦЫ ДИСКОВЫЕ С ПОДАЮЩИМИ РОЛИКАМИ | 2007 |
|
RU2382691C2 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ДРОБИЛКА | 1996 |
|
RU2126298C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| МНОГОКАНАЛЬНЫЙ СКОЛЬЗЯЩИЙ ТОКОСЪЕМНИК | 2000 |
|
RU2193810C2 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1994 |
|
RU2084315C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |


Изобретение относится к обработке материалов давлением и может быть использовано для продольной резки тонколистового рулонного материала на полосы, преимущественно фольги из расширенного графита или фольги из металла. Способ заключается в установке в сборном приспособлении на ножевые валы попеременно кольцевых прокладок и дисковых ножей с величиной перекрытия выше рабочей. Затем осуществляют монтаж ножевых валов в сборочном приспособлении, при этом один из ножевых валов фиксируют от продольного перемещения, а второй устанавливают с возможностью продольного перемещения. После этого осуществляют крепление дисковых ножей на ножевых валах и монтаж ножевых валов совместно со сборочным приспособлением в подшипниковых опорах ножниц. Затем производят разборку сборочного приспособления и осуществляют регулировку величины перекрытия дисковых ножей. Это позволит упростить установку ножевых валов в дисковых ножницах. 2 з.п.ф-лы, 6 ил.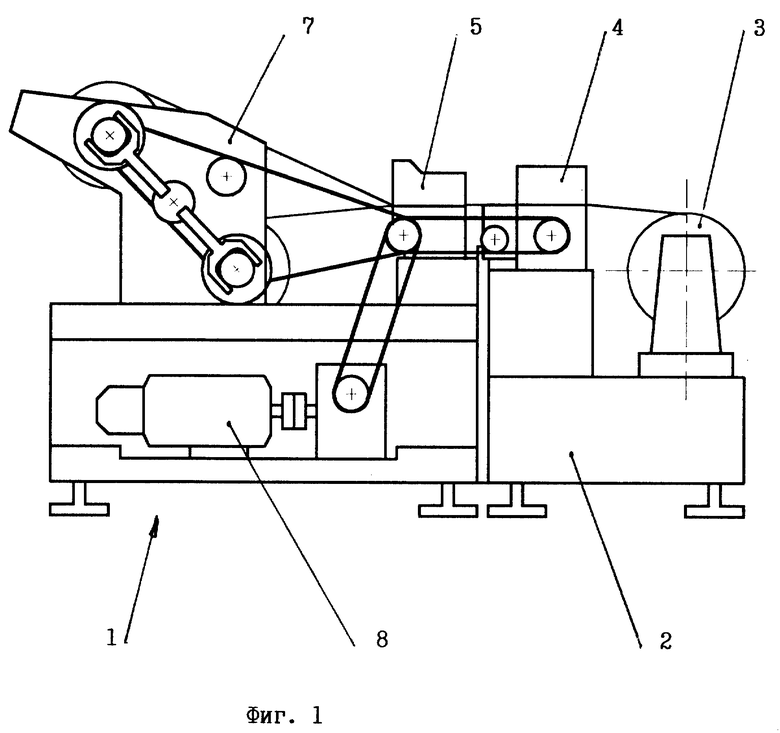
| Способ подготовки дисковых ножниц к эксплуатации | 1989 |
|
SU1719162A1 |
| SU 4188846, 19.02.80 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

