Изобретение относится к прокатному производству, преимущественно к дисковым двухпарным ножницам для боковых кромок полосы, установленным на агрегатах резки и отделки полосы.
Известен механизм привода вращения ножей дисковых ножниц, включающий приводной вал, соединенный через зубчатые передачи и шпиндели с двумя парами дисковых ножей, при этом зубчатые передачи, шпиндели и валы каждой пары ножей смонтированы в двух корпусах, опирающихся на направляющую плитовину с возможностью перемещения по ней вдоль приводного вала [А.И.Целиков, П.И.Полухин, В.М.Гребенник и др. Машины и агрегаты металлургических заводов. Том 3. М.: Металлургия, 1981 г., стр.367-368, рис.VII.29] - аналог.
Недостатком аналога является возможность настройки ножниц на заданную ширину полосы только путем перемещения одной пары ножей. В этом случае при изменении ширины полосы ее центральная линия смещается в поперечном направлении, что исключает возможность применения аналога на непрерывных агрегатах резки полосы.
Другим недостатком аналога является непосредственное соединение ведущей шестерни зубчатых передач привода дисковых ножей с приводным валом, по которому перемещается шестерня при настройке ножниц для обрезки кромок на заданную ширину полосы или при замене приводного вала.
В процессе эксплуатации ножниц происходит интенсивный износ поверхностей сопряжения ведущей шестерни с приводным валом, что приводит к увеличению зазоров между шестерней и валом, их относительным перекосом и заклиниваниям ведущей шестерни на валу при перемещении ее по валу. Перекосы и заклинивания ведущей шестерни приводят к неточности установки корпуса зубчатых передач шпинделей подвижной пары ножей при настройке ножниц, что не обеспечивает требуемую точность обрезки боковых кромок полосы по ширине, увеличивает количество обрези боковых и снижает качество готовой полосы.
Наиболее близким техническим решением (прототипом) является механизм привода вращения ножей дисковых ножниц, включающий приводной вал с закрепленными на нем направляющими шпонками, соединенный через зубчатые передачи, содержащие ведущую и две ведомые шестерни, и шпиндели с двумя парами дисковых ножей. Зубчатые передачи каждой пары ножей смонтированы в корпусах, шпиндели и валы ножей - в ножевых каретках. Корпус зубчатой передачи и ножевая каретка каждой пары ножей закреплены на отдельных плитовинах, опирающихся на неподвижную фундаментную плиту с возможностью разнонаправленного перемещения плитовин по направляющим вдоль приводного вала. Ведущие шестерни зубчатых передач установлены на приводном валу на направляющих шпонках с возможностью перемещения по приводному валу, ведомые шестерни соединены с шпинделями ножевых кареток [Г.Г.Фомин, А.В.Дубейковский, П.С.Гринчук. Механизация и автоматизация широкополосных станов горячей прокатки. М.: Металлургия, 1979 г., стр.182, 183, 188-189, рис.101, поз.17].
В отличие от аналога в прототипе благодаря выполнению обеих пар дисковых ножей с возможностью разнонаправленного осевого перемещения устранен недостаток в части невозможности применения ножниц на непрерывных агрегатах резки полосы.
Однако в связи с тем, что в прототипе приводной вал соединен через направляющие шпонки непосредственно с подвижными ведущими шестернями пар дисковых ножей, износ внутренних цилиндрических посадочных поверхностей сопряжения ведущих шестерен с приводным валом вызывает более негативные последствия, чем в аналоге. Существенно снижается надежность механизма привода вращения дисковых ножей, увеличиваются внеплановые простои дисковых ножниц и агрегатов отделки полосы на ремонты ножниц, снижается качество полосы, увеличиваются потери металла на боковую обрезь и снижается производительность агрегатов. Перекосы и заклинивания ведущих шестерен на приводном валу в большей степени, чем в аналоге, снижают точность установки пар ножей, обрезки кромок по ширине полосы, увеличивают потери металла на боковую обрезь и снижают качество полосы при отделке на агрегатах продольной и поперечной резки.
Техническим результатом предлагаемого решения является повышение надежности механизма привода вращения ножей дисковых ножниц, сокращение внеплановых простоев ножниц, повышение производительности агрегатов отделки полосы, сокращение потерь металла на боковую обрезь и повышение качества полосы при отделке на агрегатах продольной и поперечной резки.
Технический результат достигается тем, в механизме привода вращения ножей дисковых ножниц, включающем приводной вал с закрепленными на нем направляющими шпонками, соединенный через зубчатые передачи, содержащие ведущую и две ведомые шестерни, находящиеся в зацеплении, и шпиндели с двумя парами дисковых ножей, зубчатые передачи смонтированы в корпусах, шпиндели - в ножевых каретках, корпус зубчатой передачи и ножевая каретка каждой пары ножей закреплены на отдельных плитовинах, опирающихся на неподвижную фундаментную плиту с возможностью разнонаправленного перемещения по направляющим вдоль приводного вала, ведущие шестерни зубчатых передач установлены на приводном валу на направляющих шпонках с возможностью перемещения по приводному валу, ведомые шестерни соединены с шпинделями ножевых кареток, согласно предложению в отверстиях ступиц ведущих шестерен со стороны торцов шестерен установлены втулки, образующие с приводным валом подвижные цилиндрические соединения, диаметр отверстий в центральной части ступиц между втулками больше диаметра приводного вала на величину, исключающую контактное взаимодействие вала с центральной частью отверстий в ступицах, в отверстиях центральной части ступиц нарезаны шпоночные пазы, образующие с направляющими шпонками приводного вала подвижные шпоночные соединения, втулки выполнены со сквозными продольными прорезями, являющимися продолжением шпоночных пазов в центральной части отверстий в ступицах, ширина прорезей во втулках больше ширины шпоночных пазов в центральной части ступиц, а на наружных торцах втулок выполнены сплошные фланцы, которыми втулки крепятся к торцам ступиц ведущих шестерен.
Техническое решение поясняется чертежами, на которых изображены:
Фиг.1 структурная схема двухпарных дисковых ножниц.
Фиг.2 разрез по линии А-А на фиг.1.
Фиг.3 узел 1 на фиг.1 в конструктивном исполнении.
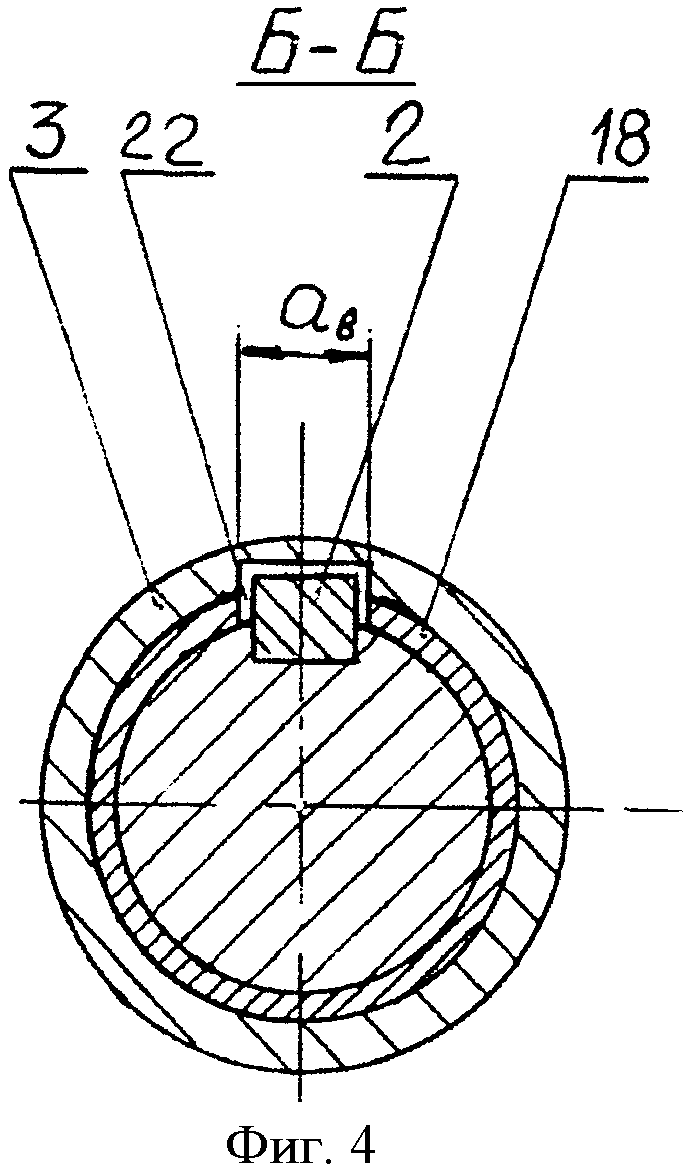
Фиг.4 сечение по линии Б-Б на фиг.3.
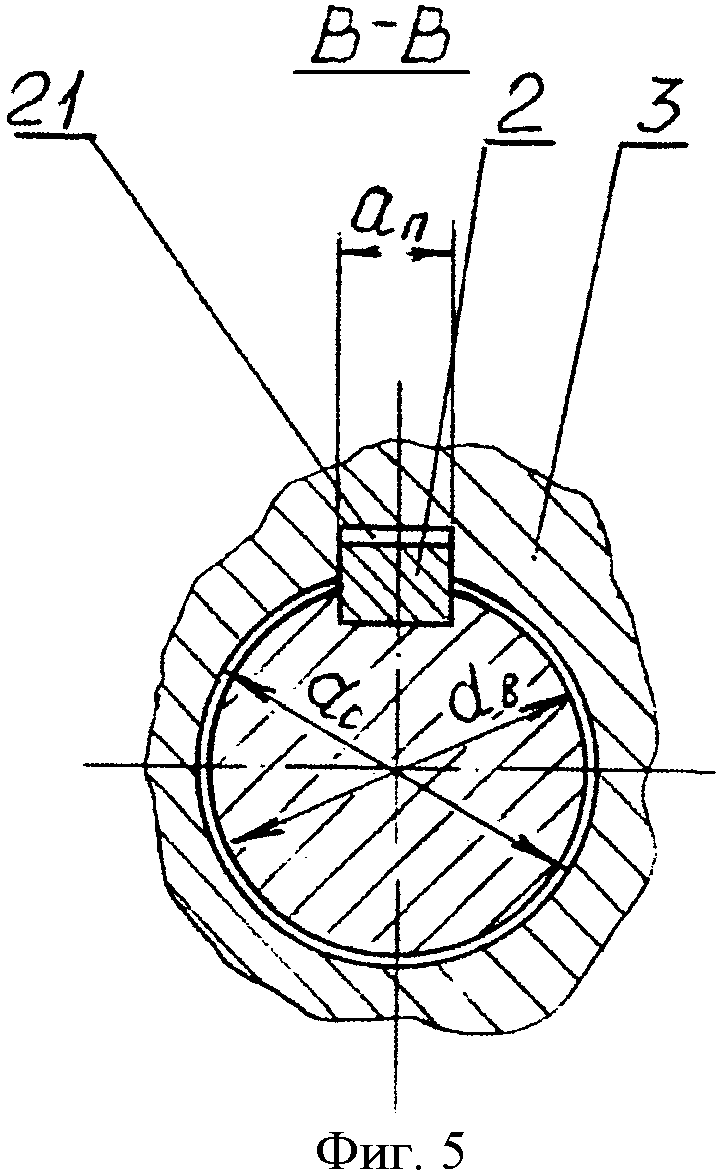
Фиг.5 сечение по линии В-В на фиг.3
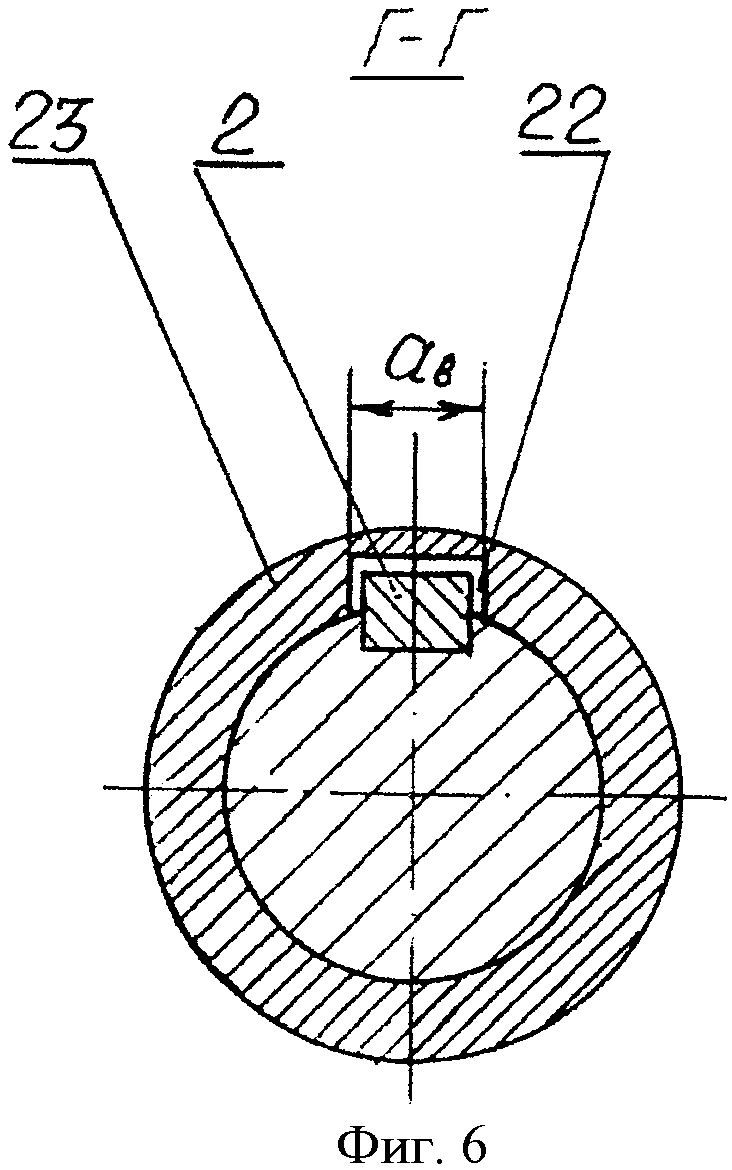
Фиг.6 сечение по линии Г-Г на фиг.3.
Фиг.7 продольный разрез втулки по сквозной продольной прорези.
Фиг.8 вид по стрелке «Т» на фиг.7.
Механизм привода вращения ножей дисковых ножниц включает вал 1 с закрепленными на нем направляющими шпонками 2. Вал соединен через зубчатые передачи, содержащие ведущую 3 и две ведомые шестерни 4 и 5, находящиеся в зацеплении, и шпиндели 6 с двумя парами дисковых ножей 7 и 8. Зубчатые передачи смонтированы в корпусах 9 и 10, шпиндели - в ножевых каретках 11 и 12. Вращение приводному валу сообщается от двигателя через редуктор 13.
Корпус 9 с кареткой 11 и корпус 10 с кареткой 12 каждой пары дисковых ножей 7 и 8 закреплены на отдельных плитовинах 14 и 15, опирающихся на неподвижную фундаментную плиту 16 с возможностью разнонаправленного перемещения плитовин с корпусами и каретками по направляющим вдоль приводного вала. Перемещение плитовин осуществляется от винтового привода (условно не показан) с левой и правой нарезкой винта 17, смонтированного на неподвижной плите 16. Вращение винта через гайки, установленные в подвижных плитовинах 14 и 15, преобразуется в разнонаправленное прямолинейное движение плитовин при настройке ножниц на обрезку боковых кромок для получения полосы заданной ширины или при ремонтах механизма.
Ведущие шестерни 3 зубчатых передач установлены на приводном валу 1 на направляющих шпонках 2 с возможностью перемещения по приводному валу, ведомые шестерни 4 и 5 соединены с валами дисковых ножей шпинделями 6.
В отверстиях ступиц ведущих шестерен, через которые проходит приводной вал, со стороны торцов шестерен установлены втулки 18 и 19, образующие с приводным валом подвижные соединения (фиг.3). Центральная часть 20 отверстий в ступицах между втулками выполнена диаметром dc больше диаметра приводного вала dв на величину, исключающую контактное взаимодействие вала с центральной частью отверстий в ступицах. В центральной части отверстий в ступицах выполнены шпоночные пазы 21, образующие с направляющими шпонками приводного вала подвижные соединения.
Втулки 18, 19 выполнены со сквозными продольными прорезями 22, являющимися продолжением шпоночных пазов 21 в центральной части отверстий ступиц ведущих шестерен 3. Прорези во втулках шириной ав выполнены большей ширины, чем у шпоночных пазов ап в центральной части.
На наружных торцах втулок выполнены сплошные фланцы 23 так, что продольные прорези 22 полностью не перерезают фланцы. Фланцами втулки крепятся к торцам ступиц ведущих шестерен с помощью болтов.
При работе механизма привода вращения ножей дисковых ножниц ведущие шестерни 3 опираются на приводной вал 1 через втулки 18 и 19. При этом благодаря тому, что диаметр dc центральной части 20 отверстий в ступицах шестерен больше диаметра dв приводного вала, исключается контакт вала с центральной частью отверстий при его изгибе под действием радиальных составляющих усилий на контакте между зубьями ведущих и ведомых шестерен при передаче крутящего момента. Благодаря большей ширине прорезей 22 на втулках, чем ширина шпоночных пазов 21 в центральной части отверстий в ступицах и соответственно чем ширина направляющих шпонок 2, при осевых перемещениях ведущих шестерен 3 по приводному валу 1 отсутствует контакт между боковыми поверхностями шпонок 2 и прорезей 22 (фиг.4 и 6). Это уменьшает износ вала и ведущих шестерен в процессе их работы и при их относительных осевых перемещениях при настройке ножниц на заданную ширину полосы при обрезке кромок или при выполнении ремонтных работ.
Передача крутящего момента от приводного вала к ведущим шестерням 3 осуществляется через подвижные шпоночные соединения между ними в центральной части отверстий в ступицах шестерен. Для компенсации радиального зазора между приводным валом и цилиндрической поверхностью центральной части 20 отверстий в ступицах шестерен шпонки 2 выполнены большей высоты, чем для обычного шпоночного соединения.
Выполнение втулок 18, 19 со сквозными продольными прорезями 22 большей ширины ав, чем ширина шпоночных пазов ап в центральной части, обеспечивает свободное осевое перемещение приводного вала через втулки ведущих шестерен без контакта с центральной частью отверстий в ступицах или свободное перемещение ведущих шестерен по валу при ремонтных работах.
Это в еще большей степени уменьшает износ, задиры вала и центральной части отверстий в ступицах шестерен, уменьшает перекосы и заклинивания ведущих шестерен на валу. Благодаря этому повышаются износостойкость деталей и надежность механизма привода вращения ножей дисковых ножниц, увеличиваются межремонтные периоды, сокращается число аварийных и внеплановых простоев дисковых ножниц и повышается производительность агрегатов отделки полосы. Уменьшение перекосов и заклиниваний ведущих шестерен на приводном валу повышает точность установки пар ножей и обрезки кромок по ширине полосы, сокращает потери металла на кромочную обрезь и повышает качество полосы при отделке на агрегатах продольной и поперечной резки.
Втулки 18, 19 взаимозаменяемые, легко демонтируются и монтируются при ремонтах механизма, что сокращает продолжительность ремонтов, простои агрегатов продольной и поперечной резки полосы на ремонтах и также повышает производительность агрегатов. Выполнение фланцев 23 на втулках сплошными обеспечивает необходимую жесткость втулок при эксплуатации и удобство их демонтажа и сборки с ведущими шестернями при ремонтах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| Дисковые ножницы | 1985 |
|
SU1311863A1 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| Многодисковые ножницы | 1982 |
|
SU1042912A2 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| Дисковые ножницы | 1989 |
|
SU1798059A1 |
| Дисковые ножницы | 1986 |
|
SU1368113A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1994 |
|
RU2084315C1 |
| Дисковые ножницы | 1980 |
|
SU925562A1 |
| Устройство для изготовления пружин | 1977 |
|
SU716681A1 |





Изобретение относится к прокатному производству, преимущественно к дисковым двухпарным ножницам для боковых кромок полосы, установленных на агрегатах резки и отделки полосы. Механизм содержит приводной вал с направляющими шпонками, соединенный через зубчатые передачи и шпиндели с двумя парами дисковых ножей. Зубчатые передачи состоят из ведущей и двух ведомых шестерен, находящихся в зацеплении. Ведущие шестерни установлены на приводном валу на направляющих шпонках. В отверстиях ступиц ведущих шестерен установлены втулки. Диаметр отверстий в центральной части ступиц больше диаметра приводного вала, что исключает их контактное взаимодействие в этой части. Втулки ступиц выполнены со сквозными продольными прорезями, являющимися продолжением указанных шпоночных пазов, а на наружных торцах втулок выполнены сплошные фланцы, которыми втулки крепятся к торцам ступиц ведущих шестерен. Повышается надежность, производительность, сокращаются потери металла и повышается качество полосы при отделке на агрегатах продольной и поперечной резки. 8 ил.
Механизм привода вращения ножей дисковых ножниц, включающий приводной вал с закрепленными на нем направляющими шпонками, соединенный через зубчатые передачи, содержащие ведущую и две ведомые шестерни, находящиеся в зацеплении, и шпиндели с двумя парами дисковых ножей, зубчатые передачи смонтированы в корпусах, шпиндели - в ножевых каретках, корпус зубчатой передачи и ножевая каретка каждой пары ножей закреплены на отдельных плитовинах, опирающихся на неподвижную фундаментную плиту с возможностью разнонаправленного перемещения по направляющим вдоль приводного вала, ведущие шестерни зубчатых передач установлены на приводном валу на направляющих шпонках с возможностью перемещения по приводному валу, ведомые шестерни соединены со шпинделями ножевых кареток, отличающийся тем, что в отверстиях ступиц ведущих шестерен со стороны торцов шестерен установлены втулки, образующие с приводным валом подвижные цилиндрические соединения, диаметр отверстий в центральной части ступиц между втулками больше диаметра приводного вала на величину, исключающую контактное взаимодействие вала с центральной частью отверстий в ступицах, в отверстиях центральной части ступиц нарезаны шпоночные пазы, образующие с направляющими шпонками приводного вала подвижные шпоночные соединения, втулки выполнены со сквозными продольными прорезями, являющимися продолжением шпоночных пазов в центральной части отверстий в ступицах, ширина прорезей во втулках больше ширины шпоночных пазов в центральной части ступиц, а на наружных торцах втулок выполнены сплошные фланцы, которыми втулки крепятся к торцам ступиц ведущих шестерен.
| ФОМИН Г.Н | |||
| И ДР | |||
| МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ШИРОКОПОЛОСНЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | |||
| - М.: МЕТАЛЛУРГИЯ, 1979, с.188-189 | |||
| УСТРОЙСТВО для ОБРЕЗКИ ПОПЕРЕЧНЫХ КРОМОК ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU182479A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Дисковые двухпарные ножницы | 1983 |
|
SU1138264A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПОЛОСОВОГО МАТЕРИАЛА | 1990 |
|
RU2010686C1 |
| СПОСОБ ОДНОВРЕМЕННОЙ ОБРАБОТКИ КРОМОК ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2143156C1 |

