Изобретение относится к автоматизации сварочных процессов, в частности к способам слежения сварочной головки за стыком.
Целью изобретения является повышение точности слежения за стыком за счет уменьшения влияния помех от светового излучения сварочной дуги.
Поставленная цель достигается путем освещения зоны стыка двумя модулированными в противофазе пучками света, источники которых размещены симметрично по обе стороны от фотоприемника. Отраженный от стыка световой сигнал регистрируется фотоприемником, ориентированным на освещаемую зону стыка. По разности величины регистрируемого сигнала в противоположных фазах модуляции определяют направление смещения стыка. Путем перемещения оптической системы относительно стыка добиваются отсутствия переменной составляющей в сигнале, регистрируемом фотоприемником.
Облучение световым пучком, направленным поперек стыка, позволяет получить высокий контраст изображения, а модуляция светового пучка дает возможность анализировать отраженный сигнал датчиком, чувствительным только к модулированному свету, исключив мощную фронтальную засветку дугой.
Техническое решение позволяет значительно приблизить зону слежения к зоне сварки, и тем самым повысить точность слежения.
Способ позволяет компенсировать не только засветку сварочной дугой, но и изменение коэффициента отражения поверхно 1
ю о с го со
сти свариваемых кромок, изменение оптического рассеяния газовой среды.
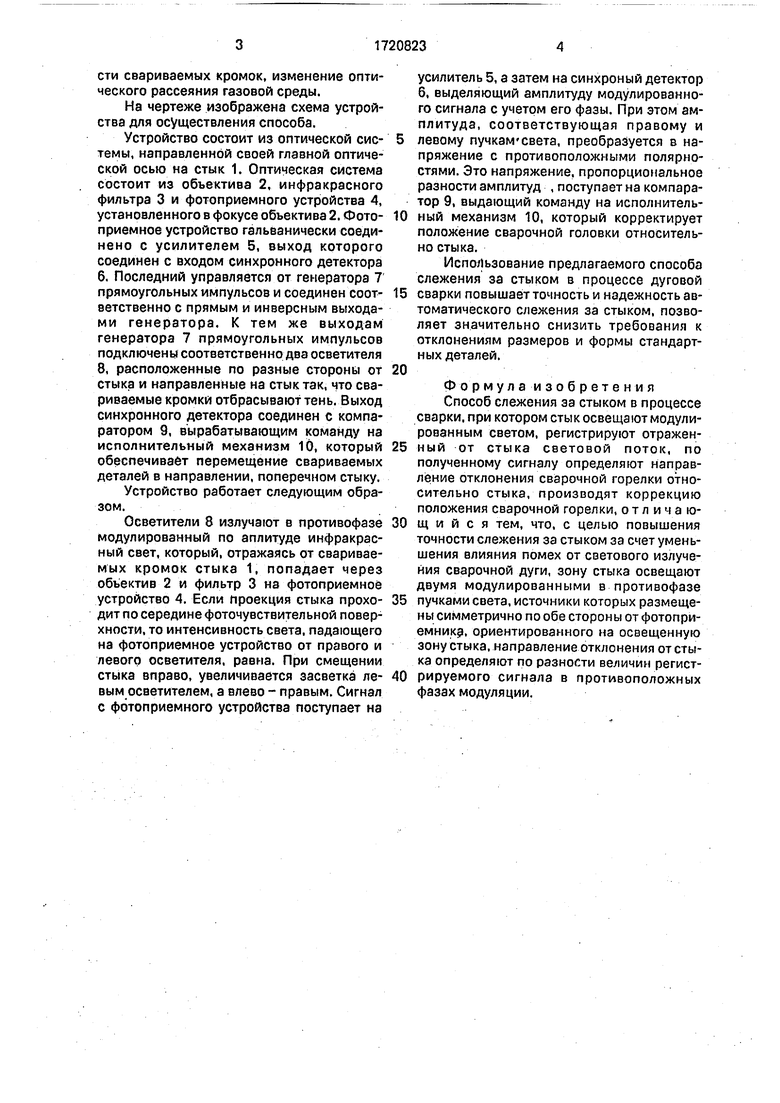
На чертеже изображена схема устройства для осуществления способа.
Устройство состоит из оптической системы, направленной своей главной оптической осью на стык 1. Оптическая система состоит из объектива 2, инфракрасного фильтра 3 и фотоприемного устройства 4, установленного в фокусе объектива 2. Фотоприемное устройство гальванически соединено с усилителем 5, выход которого соединен с входом синхронного детектора 6. Последний управляется от генератора 7 прямоугольных импульсов и соединен соответственно с прямым и инверсным выходами генератора. К тем же выходам генератора 7 прямоугольных импульсов подключены соответственно два осветителя 8, расположенные по разные стороны от стыка и направленные на стык так, что свариваемые кромки отбрасывают тень. Выход синхронного детектора соединен с компаратором 9, вырабатывающим команду на исполнительный механизм 10, который обеспечивает перемещение свариваемых деталей в направлении, поперечном стыку.
Устройство работает следующим образом.
Осветители 8 излучают в противофазе модулированный по аплитуде инфракрасный свет, который, отражаясь от свариваемых кромок стыка 1, попадает через объектив 2 и фильтр 3 на фотоприемное устройство 4. Если проекция стыка проходит по середине фоточувствительной поверхности, то интенсивность света, падающего на фотоприемное устройство от правого и левого осветителя, равна. При смещении стыка вправо, увеличивается засветка левым осветителем, а влево - правым. Сигнал с фотоприемного устройства поступает на
усилитель 5, а затем на синхроны и детектор 6, выделяющий амплитуду модулированного сигнала с учетом его фазы. При этом амплитуда, соответствующая правому и
левому пучкам света, преобразуется в напряжение с противоположными полярностями. Это напряжение, пропорциональное разности амплитуд , поступает на компаратор 9, выдающий команду на исполнительный механизм 10, который корректирует положение сварочной головки относительно стыка.
Использование предлагаемого способа слежения за стыком в процессе дуговой
сварки повышает точность и надежность автоматического слежения за стыком, позволяет значительно снизить требования к отклонениям размеров и формы стандартных деталей.
Формула изобретения Способ слежения за стыком в процессе сварки, при котором стык освещают модулированным светом, регистрируют отраженный от стыка световой поток, по полученному сигналу определяют направление отклонения сварочной горелки относительно стыка, производят коррекцию положения сварочной горелки, отличающ и и с я тем, что, с целью повышения точности слежения за стыком за счет уменьшения влияния помех от светового излучения сварочной дуги, зону стыка освещают двумя модулированными в противофазе
пучками света, источники которых размещены симметрично по обе стороны от фотоприемника, ориентированного на освещенную зону стыка, направление отклонения от стыка определяют по разности величин регистрируемого сигнала в противоположных фазах модуляции.
f6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1106613A1 |
| Устройство для слежения за стыком свариваемых изделий | 1984 |
|
SU1243915A1 |
| Устройство для настройки лазерного проигрывателя | 1989 |
|
SU1674236A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ ДВИЖЕНИЯ СУДНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2293336C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ ДВИЖЕНИЯ СУДНА ОТНОСИТЕЛЬНО ВОДНОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2020520C1 |
| Фотометрическое устройство для измерения коэффициентов рассеяния объектов сложной формы | 1985 |
|
SU1332201A1 |
| Устройство для контроля качества изготовления поверхности параболического отражателя | 1984 |
|
SU1267191A1 |
| Способ исследования микрообъектов и ближнепольный оптический микроскоп для его реализации | 2016 |
|
RU2643677C1 |
| СПОСОБ ИЗМЕРЕНИЯ УГЛА ВРАЩЕНИЯ ПЛОСКОСТИ ПОЛЯРИЗАЦИИ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ И ФОТОЭЛЕКТРИЧЕСКИЙ ПОЛЯРИМЕТР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2088896C1 |
| Способ для измерения показателя преломления поглощающих сред и устройство для его осуществления | 1976 |
|
SU623143A1 |
Изобретение относится к автоматизации сварочных процессов. Способ позволяет повысить точность слежения за стыком за счет уменьшения влияния на систему управления помех от светового излучения сварочной дуги. Освещают зону стыка двумя г модулированными в противофазе пучками света, источники которых размещены симметрично по обе стороны от фотоприемника. Отраженный от стыка световой сигнал регистрируется фотоприемником, ориентированным на освещаемую зону стыка. По разности величины регистрируемого сигнала в противоположных фазах модуляции определяют направление смещения.стыка. Путем перемещения оптической системы относительно стыка добиваются отсутствия переменной составляющей в сигнале, регистрируемом фотоприемником. 1 ил.
HtK
-
| Фотоэлектрический датчик | 1979 |
|
SU837659A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1106613A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
