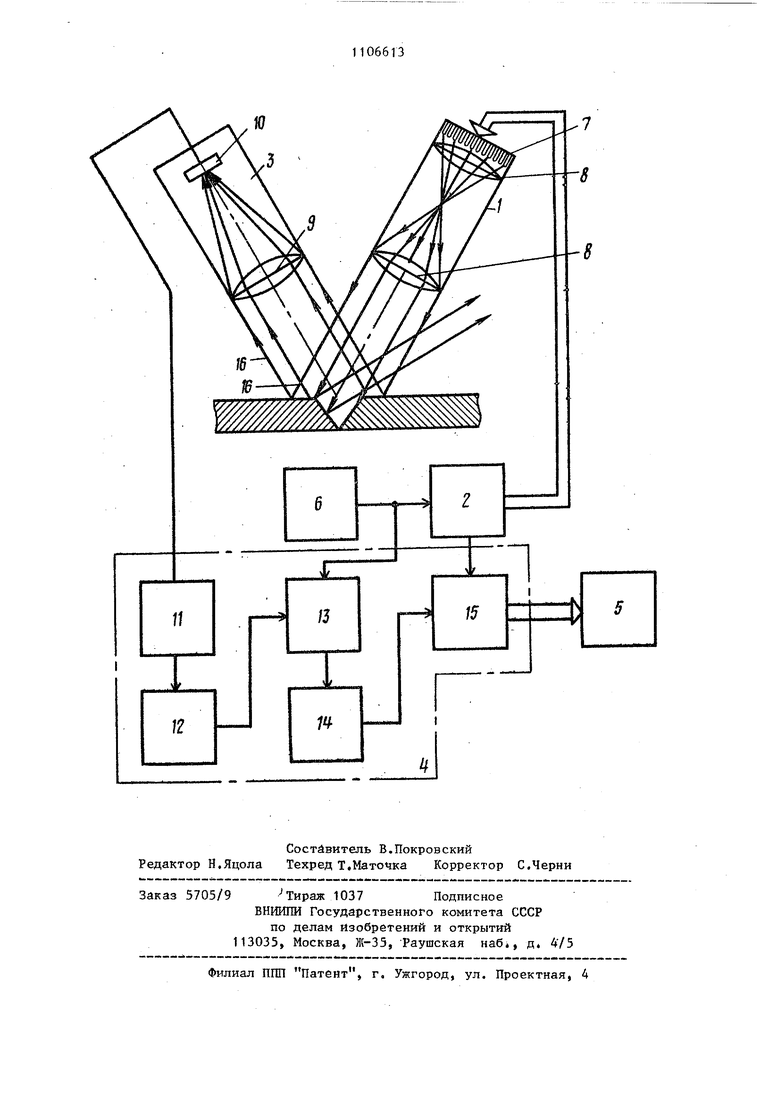
Изобретение относится к управлению сварочными процессами, а именно к устройствам слежения за стыком свариваемых изделий в процессе свдрки, и может быть использовано в качестве сенсора адаптивного сварочно го робота. Известно телевизионное устройство для автоматического направления сварочного электрода по стыку, содержащее телевизионную камеру промышленной телевизионной установки, видеоконтрольное устройство, блоки наведения электрода, кадровой и строчковой развертки lj . Однако устройство обладает недостаточной помехоустойчивостью к воздействию интенсивных световых и элек ромагнитных помех, возникающих при работе в процессе сварки, что снижает точность слежения за стыком свариваемых изделий. Наиболее близким к изобретению по технической сущности является уст ройство для слежения за стыком сбариваемых изделий сварочного робота, содержащее осветитель блок развертк и последовательно соединенные между собой датчик изображения, блок выделения и предварительной обработки сигнала, компьютер, причем датчик изображения вьтолнен в виде прибора с зарядовой связью (ПЗС-матриц) и включает в себя оптический спектраль ный фильтр, .а осветитель - в виде ксеноновых лампС ЗНедостатком известного устройства является невысокая точность слежения стыком свариваемых изделий вследствие низкой помехоустойчивости к воз- действию интенсивных световых и электромагнитных помех в процессе сварки, что приводит к погрешностям. Цель изобретения - повьпаение Точности слежения за счет увеличения помехоустойчивости устройства. 1 Поставленная цель достигается тем, что устройство для слежения за стыком свариваемых изделий, содержащее осветитель, блок развертки и последовательно соединенные фотоприемник, блок вьщеления и предваритель ной обработки сигнала и 0лок формирования сигнала управления сварочным манипулятором,дополнительно снаб жено модулятором, фотоприемник выпол нен в виде одноэлементного фотодатчи ка, осветитель - в виде матрицы све- тодиодов, а блок выделения и предварительной обработки сигнала содержит полосовой фильтр, усилитель, блок умножения, интегратор.и аналого-цифровой преобразователь, причем полосовой фильтр, усилитель, блок умножения, интегратор и аналого-цифровой преобразователь включены последовательно, выход модулятора связан с вторым входом блока умножения и через блок развертки - с осветителем и аналого-цифровым преобразователем. На чертеже представлена функциональная схема предлагаемого устройства. Устройство содержит осветитель 1, блок 2 развертки, последовательно соединенные между собой фотоприемник 3, блок 4 вьщеления и предварительной обработки сигнала, блок 5 формирования сигнала управления сварочным манипулятором. Модулятор 6 через блок 3 развертки связан с осветителем 1, . выполненным в виде матрицы 7 светодиодов, причем ось оптической системы 8 осветителя 1 и ось оптической системы 9 фотоприемника 3 лересекаютсй в зоне стыка. Фотоприемник 3 выполнен в виде одноэлементного фотодатчйка 10, д. блок 4 вьоделения и предварительной обработки сигнала выполнен в виде последовательно соединенных полосового фильтра 11, усилителя 12, блока 13 умножения, интегратора 14 и аналого-цифрового преобразователя 15. Модулятор 6 связан с вторым входом блока 13 умножения, а блок 2 развертки - с входом запуска аналого-цифрового преобразователя 15. Устройство работает следующим образом. Световой поток, созданный осветителем 1, вьтолненным в виде матрицы 7 светодиодов, например ряда светодиодов, проецируется при помощи оптической системы 8 в виде дискретной световой полосы на поверхность свариваемых изделий перпендикулярно линии стыка, перекрьгоая его. Отраженный от Поверхности изделия световой поток посредством оптической сйстемЬ 9 фокусируется на рабочей поверхности фотодатчика 10. В связи с тем, что поверхность свариваемых изделий вне стыка плоская, а в зоне разделенного стыка отлична от плоскости, интенсивность рассеивания от
отдельных светодиодов различна. Вне линии стыка интенсивность засветки фотодатчика максимальна, а в области стыка значительная часть светового потока рассеивается. В связи с этим интенсивность отраженного св-етового потока, регистрируемого фотодатчиком 10 во времени, неравномерна и имеет минимум в зоне стыка свариваемых изделий. Блок 2 разверки осуществляет последовательную коммутацию светодиодов матрицы 7, реализуя этим оптико-электронную развертку линии стыка. Модулятор 6 осуществляет амплитудную модуляцию излучения каждого светодиода с частотой, превышающей частоту развертки.
Дискретньй выхолной сигнал фотоприемника 3, огибающая которого пропорциональна распределению во времени интенсивности потока в плоскости фотоприемника, поступает на по лосовой фильтр 11, который осуществляет выделение сигнала на фоне помех от сварочной дуги о Полученный сигнал усиливается усилителем 12 до амплитуды, соответствующей нормальной работе блока 13 умножения, в котором производится перемножение сигнала с опорным сигналом модулятора 6, причем сдвиг фаз между этими сигналами должен отсутствовать. Затем сигнал поступает на интегратор 14,
где производится фильтрация высокочастотной составляющей произведения сигналов и выделяется огибающая, т.е. формируется видеосигнал. Выходной сигнал с интегратора поступает на вход аналого-цифрового преобразователя 15 для осуществления его преобразования в цифровую форму, необходимую для ввода информации в блок .5 формирования сигнала управления сварочным манипулятором. В моменты времени, при которых амплитуда каждой дискреты видеосигнала имеет установившееся значение, производится включение аналого-цифрового преобразователя 15 сигналом блока 2 развертки. Таким образом формируется сигнал в цифровой форме, область минимума которого соответствует коор- . динате центра линии стыка.
По сравнению с известным предлагаемое устройство обладает повышенной помехозащищенностью, поскольку применение модуляции позволяет перенести спектр сигнала в область частот с минимальным уровнем момех от сварочной дуги, а также применить полосовое усиление и корреляционную обработку сигнала с помощью перемножителя. Повышение помехозащищенности ведет к повышению точности слежения за швом и, в итоге, к повьшгению качества сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых изделий | 1984 |
|
SU1243915A1 |
| Устройство контроля геометрических размеров грата электросварных труб | 1988 |
|
SU1623843A1 |
| Способ автоматического направления сварочной головки по стыку свариваемых деталей | 1983 |
|
SU1118497A1 |
| Устройство для слежения за стыком свариваемых изделий | 1985 |
|
SU1290268A1 |
| Способ автоматического слежения за стыком свариваемых кромок | 1988 |
|
SU1648663A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ ОБЪЕКТОВ | 2007 |
|
RU2348900C1 |
| Устройство для слежения за сварнымшВОМ | 1979 |
|
SU829365A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КООРДИНАТ ЛОПАСТЕЙ ВРАЩАЮЩЕГОСЯ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2000 |
|
RU2180122C2 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| СПОСОБ ИЗМЕРЕНИЯ УГЛА ВРАЩЕНИЯ ПЛОСКОСТИ ПОЛЯРИЗАЦИИ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ И ФОТОЭЛЕКТРИЧЕСКИЙ ПОЛЯРИМЕТР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2088896C1 |
УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ИЗДЕЛИЙ, содержащее осветитель, блок развертки и последовательно соединенные фотоприемник, блок вьщеления и предварительной обработки сигнала и блок формирования сигнала управления сварочным манипулятором, отличающеес я тем, что, с целью повьш1ения точности слежения за счет увеличения помехоустойчивости устройства, оно дополнительно снабжено модулятором, фотоприемник вьтолнен в виде одноэлементного фотодатчика, осветитель в виде матрицы светодиодов, а блок выделения и предварительной обработки сигнала содержит полосовой фильтр, усилитель, блок умножения, интегратор и аналого-цифровой преобразователь, причем полосовой фильтр,усили§ тель, блок умножения, интегратор и аналого-цифровой преобразователь (Л включены последовательно, выход модулятора связан с вторым входом блока умножения и через блок развертки с осветителем и аналого-цифровым пре- а образователем.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для наведения сварочного электрода на стык | 1977 |
|
SU725835A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Nozarli Т | |||
| и др | |||
| МАШИНА ДЛЯ ПРОКЛАДКИ ДРЕНАЖНЫХ ТРУБ | 1923 |
|
SU647A1 |
