1 1
Изобретение относится к управлению сварочными процессами, а именно к устройствам слежения за стыком свариваемых изделий в процессе дуговой электросварки, и может быть использовано в качестве сенсора адаптивного сварочного робота.
Целью, изобретения является повыше нив точности слежения за счет повьше- ния помехоустойчивости устройства.
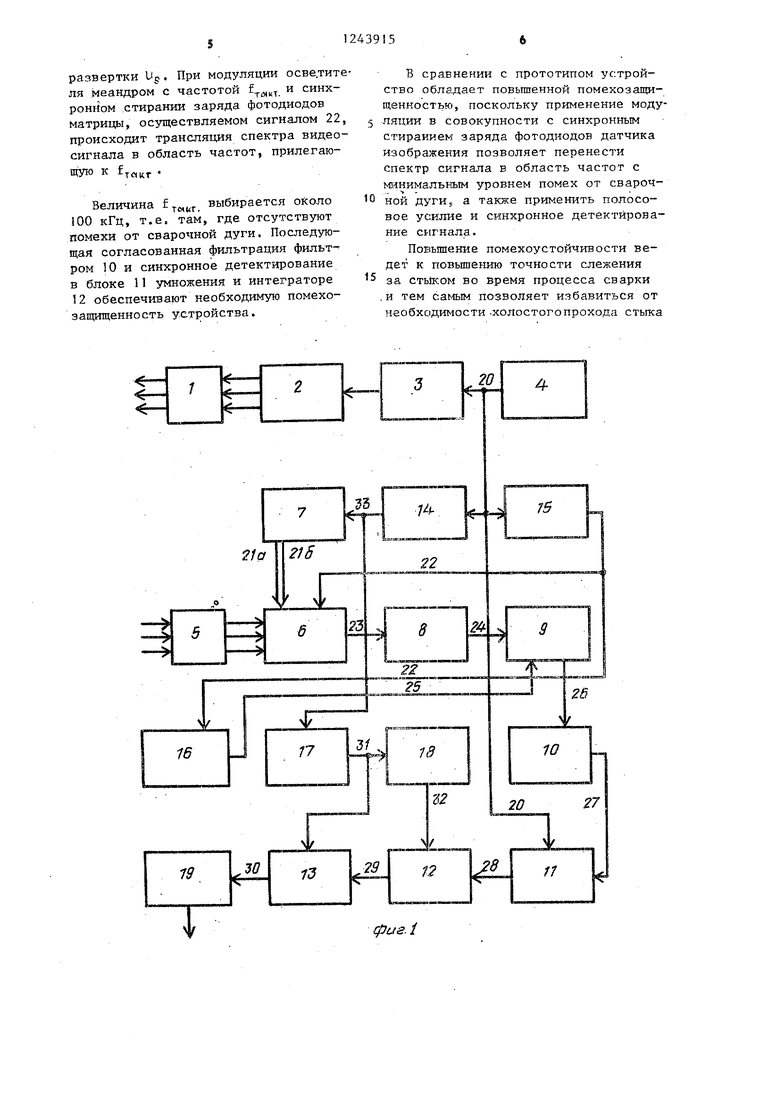
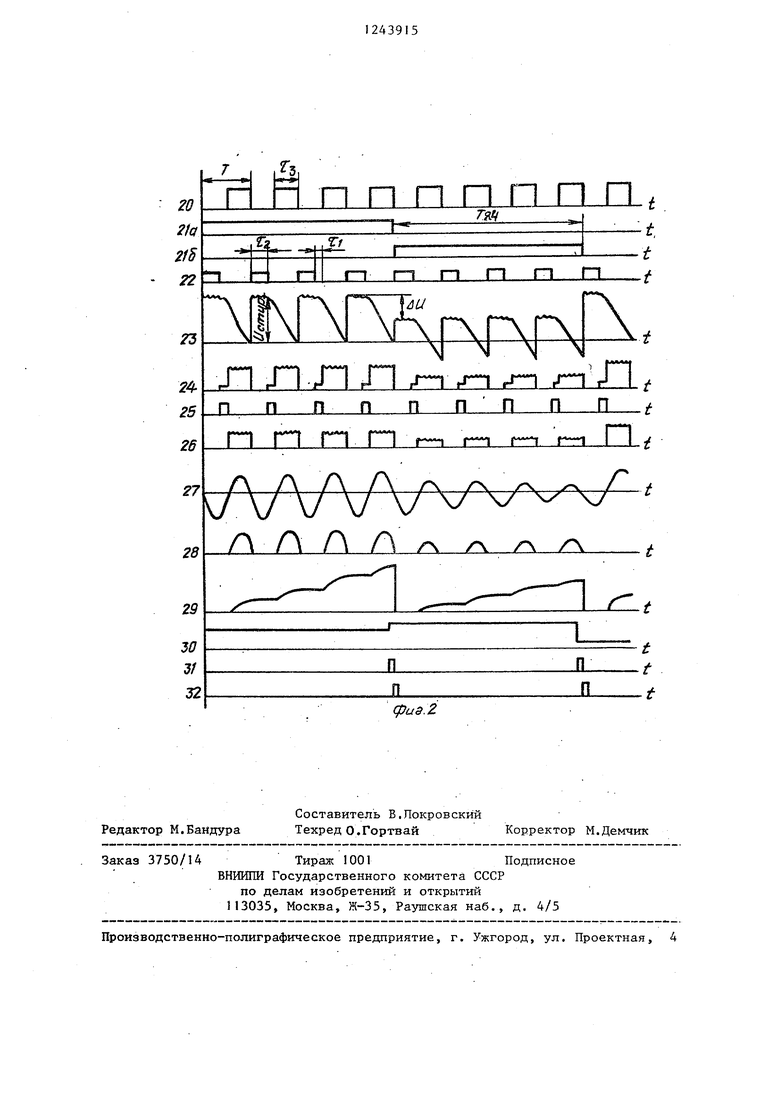
На фиг.1 показана функциональная схема устройства; на фиг.2 - временные диаграммы работы устройства.
Устройство содержит оптическую систему 1, связанную оптическим трактом с осветителем 2, соедине нным через модулятор 3 с тактовым генератором 4, оптическую систему 5, связанную оптическим трактхэм с датчиком 6 изображения, вьшолненным в виде фотодиодной матрицы, связанной с блоком 7 развертки и последовательно соеди- нейными дифференциатором 8, блоком 9 привязки уровня, полосовым фильтром 10, блоком П умножения, интегратором 12 со сбросом блоком 13 памяти, а также делитель 14 частоты, три формирователя 15, 16 и 17 импульсов, блок 18 задержки импульсов и блок 19 обработки изображения.
При этом тактовый генератор 4 связан с вторым входом блока 1 умноже НИН, через делитель 14 частоты - с блоком 7 развертки и третьим формирователем 17, через первый (|юрмирова- тель 15 - с шиной стирания датчика б изображения и вторым форм:ирователем 16, выход которого связан с управляющим входом блока привязки уровня. Вькод третьего формирователя 17 связан с управляющим входом блока 13 памяти и через блок 18 задержки импульсов - со сбросовым входом интегратора 12, Выход блока 13 памяти связан с блоком 19 обработки изображе-НИЯ.
Блок 9 привязки уровня вьшолнен в виде дифференцирующей цепочки и электронного ключа, включенного параллельно сопротивлению. Формирователи 15, 16 и 17 импульсов вьтолнены в виде одновибраторов. Интегратор 12 со сбросом вьшолнен на базе операционного усилителя и электронного ключа.
Устройство работает следующим образом.
А39152
Световой поток, созданный осветителем 2, выполненным в виде набора светодиодов, проецируется при помощи оптической системы 1 на поверхность 5 свариваемых изделий.
Отраженный от поверхности изделия световой поток посредством оптической систешз 5 фокусируется на рабочей поверхности датчика 6 изображе- ° ния. В связи с тем, что поверхность свариваемых изделий вне стыка плоская, а в зоне стыка отлична от плоскости, интенсивность рассеивания в направлении оптической оси датчика 5 изображения различна. Вне линии стыка интенсивность засветки датчика изо(5ражени я максимальна$ а в области стыка .значительная часть светового потока рассеивается. Таким образом, 20 интенсивность отраженного светового потока, регистрируемого датчиком 6 кзобраясения, неравномерна и имеет минимум в зоне стыка свариваемых изделий .
Световой поток осветителя 2 модулируется с помощью модулятора 3 меандром 20, который формирует тактовый генератор 4.
Блок 7 развертки управляется так- 30 товым генератором 4 через делитель 14 часто ъ с коэффициентом деле ния, равным п. Сигнал, блока 7 развертки дая 1 и i + 1 адресной шины датчика б изображения показан на фиг.2 35 (21а, 216). Изображение стыка свари- Baeivfliix изделий спроецированное на фоточувствительную поверхность датчика 6 изображения, построчно сканируется с частотой fg , равной 40 преобразуется датчиком изображения в импульсную последовательность 23. Амяпитуда импульсов пропорциональна распределению светового потока вдоль строк датчика изображения. При этом
за время Т коммутации каждой ячейки датчика изображения формируется п видеоимпульсов, соответствующих количеству вспьш1ек осветителя за-время коммутации одной ячейки.
На ппигу стирания датчика изображения поступает импульсная последова- теяьность, сформированная.из меандра 20 формирователем 15 импульсов. Импульсная последовательность 22 формируе;тся по отрицательным фронтам меандра 20, при этом длительность имI
ульсов Tj равна „- - (- , На время
присутствия активного уровня сигнал на фотодиоды ячеек датчика изображения подается обратное напряжение смещения, заряжающее дифференциаль- ную емкость фотодиода до напряжения Vf.. При снятии активного уровня с шины стирания происходит разряд емкости фотодиода.. Скорость разряда пропорциональна уровню освещенности Таким образом в течение времени L средняя величина напряжения на выходе датчика постоянна и практически не зависит от уровня освещенности. Однако, так как в течение времени t фотодиоды матрицы работают в режиме прямого детектирования светового потока, на выходе датчика присутствует переменная составляющая помехового сигнала от засветки фотоприемника бликами сварочной дуги. В течение времени 1 фотодиод интегрирует помеховый световой поток от бликов сварочной дуги, в течение времени одновременно интегри- руются помеховый и полезный световые потоки. Разброс напряжения и U при коммутации следующих ячеек матрицы обусловлен разбросом параметров интегральных встроенных коммутирующих элементов фотодиодной матрицы и является паразитным сигналом.
Далее сигнал 23 с выхода датчика 6 изображения поступает на дифференциатор 8, где.берется его производная по времени. Выходной сигнал 24 дифференциатора поступает на блок 9 привязки уровня, где в момент времени , происходит привязка сигнала 24 к нулевому уровню, что позволяет частично компенсировать постоянную составляющую помехового сигнала, обусловленную бликами от сварочной дуги. Управление блоком привязки 5ФОВНЯ осуществляется импульсной последовательностью 25, сформированной формирователем.16 по отрицательным фронтам последовательности 22 с выхода формирователя 15. Привязка уровня сигнала 24 происходит в моменты времени, соответствующие работе датчика изображения в режиме интегрирования помехового сигнала. Напряжение видеосигнала 24 в эти моменты времени пропорционально среднему уровню помеховой засветки. Таким образом, привязка уровня дает компенсацию средней постоянной составляющей помехового сигнала.
,
2439154
Затем сигнал 26 фильтруется полосовым фильтром 10 с резонансной частотой, равной f , и полосой пропускания, равной удвоенной щири- г не спектра пространственных частот изображения стыка свариваемых изделий. Фильтрация позволяет ослабить энергию спектра помехового сигнала, лежащего вне полосы прозрачности
0 фильтра 10. Блок П умножения осуществляет синхронное детектирование . сигнала 27. Выходной сигнал 28 с выхода блока 11 з ножения поступает на интегратор 12 со сбросом, где произf5 водится накопление полезного сигнала 29 за длительность ком 1утации каждой ячейки фотоматрицы. Выходной сигнал 30 блока памяти поступает в блок 19 обработки информации. Интег20 ратор сбрасывается в ноль перед началом работы каждой ячейки. Сброс производится сигналом 32, полученным путем задержки сигнала 31, сформированного формирователем 17 из сигнала 33
25 . с выхода делителя 14.
Сигнал 31 управляет блоком 13 памяти, в котором происходит запоминание сигнала 29 с выхода интегратора 1 2 в моменты времени, предшествующие началу каждой новой ячейки и соответствующие максимальному о.тноше- нию сигнал/шум.
Выходной сигнал 30 блока 13 памяти поступает для дальнейшей обработки и Получения сигнала управления приводом сварочного робота на вход блока 19 обработки изображения.
Спектр частот видеосигнала, соответствующего простейшему изображению типа теневая зона, соответствующему распределению отраженного от стыка свариваемых изделий световому потоку, занимает полосу частот, равную 1-5 кГц в зависимости от контрастности изображения.
30
35
40
5
.Спектр помех от засветки датчика изображения бликами сварочной дуги занимает более широкую полосу частот (до 20-30 кГц), в зависимости от ви50 да электросварки. Кроме того, в процессе сварки присутствует электромагнитная помеха, лежащая в низкочастотном диапазоне и имеющая частотный спектр до 80 кГц.
55 При развертке изображения с частотой fg спектр видеосигнала из области, прилегающей к нулевой частоте, транслируется в окрестности частоты
развертки Ug. При модуляции осветителя меандром с частотой . синх- poHrioM стирании заряда фотодиодов матрицы, осуществляемом сигиалом 22, происходит трансляция спектра видеосигнала в область частот, прилегающую к .
Величина . выбирается около ШО кГц, т.е. там, где отсутствуют помехи от сварочной дуги. Последующая согласованная фильтрация фильтром 10 и синхронное детектирование в блоке 11 умножения и интеграторе 12 обеспечивают необходимую помехозащищенность устройства.
В сравнении с прототипом устройство обладает повышенной помехозащищенностью, поскольку применение моду- ляции в совокупности с синхронным стиранием заряда фотодиодов датчика изображения позволяет перенести спектр сигнала в область частот с м И нимальи ым уровнем помех от свароч10
нон дуги,, а также применить полосовое усилие и синхронное детектирование сигнала.
Повьшение помехоустойчивости ведет к повьшению точности слежения за CTbiKOM во время процесса сварки ,и тем саЬ ЫМ позволяет избавиться от необходимости -холостогопрохода стыка
. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1106613A1 |
| СПОСОБ И УСТРОЙСТВО ВИЗУАЛИЗАЦИИ ОБЪЕКТОВ, НАХОДЯЩИХСЯ В ЗОНЕ НА ЗАДАННОМ УДАЛЕНИИ ОТ ОПЕРАТОРА | 2007 |
|
RU2343503C2 |
| Устройство контроля геометрических размеров грата электросварных труб | 1988 |
|
SU1623843A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2714999C1 |
| УСТРОЙСТВО ЗАЩИТЫ ОПТИЧЕСКОЙ СИСТЕМЫ ОТ ВОЗДЕЙСТВИЯ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2006 |
|
RU2306584C1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОДЛИННОСТИ БАНКНОТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2271576C2 |
| Способ автоматического слежения за стыком свариваемых кромок | 1980 |
|
SU979049A1 |
| Устройство для слежения по стыку | 1983 |
|
SU1110572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Ребристый каток | 1922 |
|
SU121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
