(54) ФОТОЭЛЕКТРИЧЕСКИЛ ДАТЧИК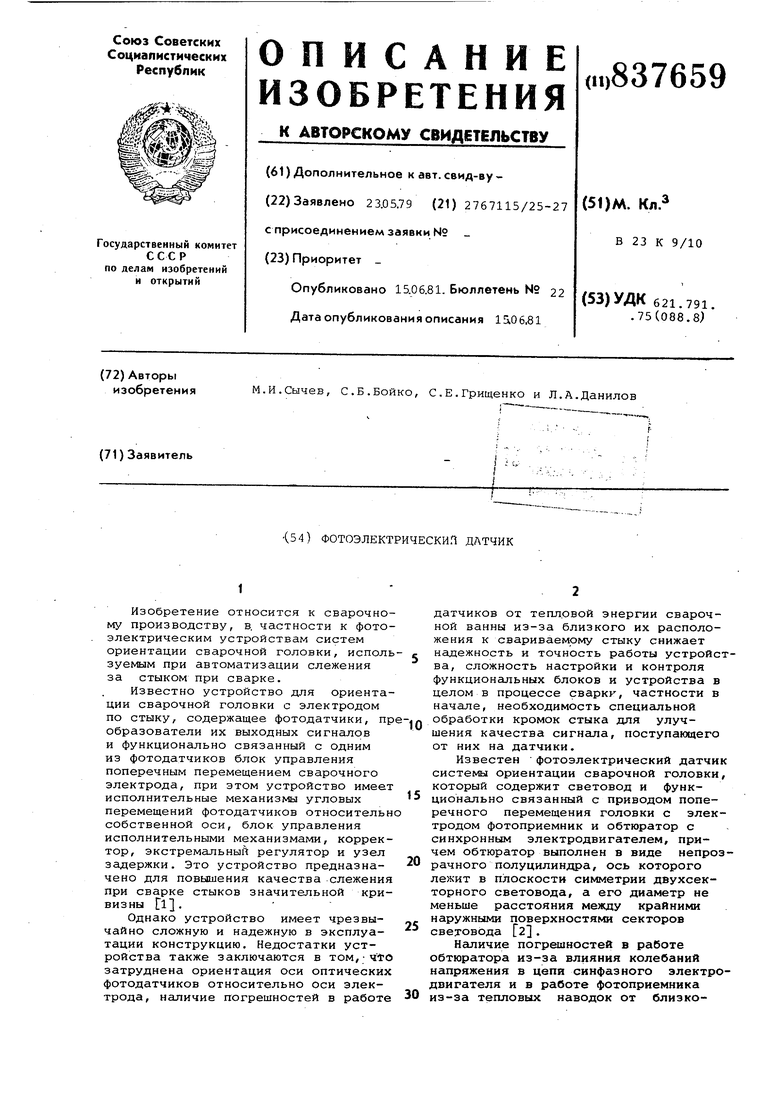
| название | год | авторы | номер документа |
|---|---|---|---|
| УРЕТРОСКОП | 1997 |
|
RU2119294C1 |
| Многоходовая оптическая кювета | 1976 |
|
SU737790A1 |
| Способ исследования микрообъектов и ближнепольный оптический микроскоп для его реализации | 2016 |
|
RU2643677C1 |
| Способ оптического слежения за стыком свариемых деталей и устройство для его осуществления | 1975 |
|
SU616076A1 |
| Автомат для сварки кольцевых стыков | 1983 |
|
SU1156880A1 |
| Фотоэлектрическое приемное устройство астрометрического инструмента | 1990 |
|
SU1775605A1 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 2004 |
|
RU2274527C1 |
| Устройство для слежения по стыку | 1983 |
|
SU1110572A1 |
| ФОТОЭЛЕКТРИЧЕСКИЙ ИНДИКАТОР ГОРИЗОНТА | 1967 |
|
SU199439A1 |
| ОПТИЧЕСКИЙ ДАТЧИК СТЫКА СВАРИВАЕМЫХКРОМОК | 1971 |
|
SU433981A1 |
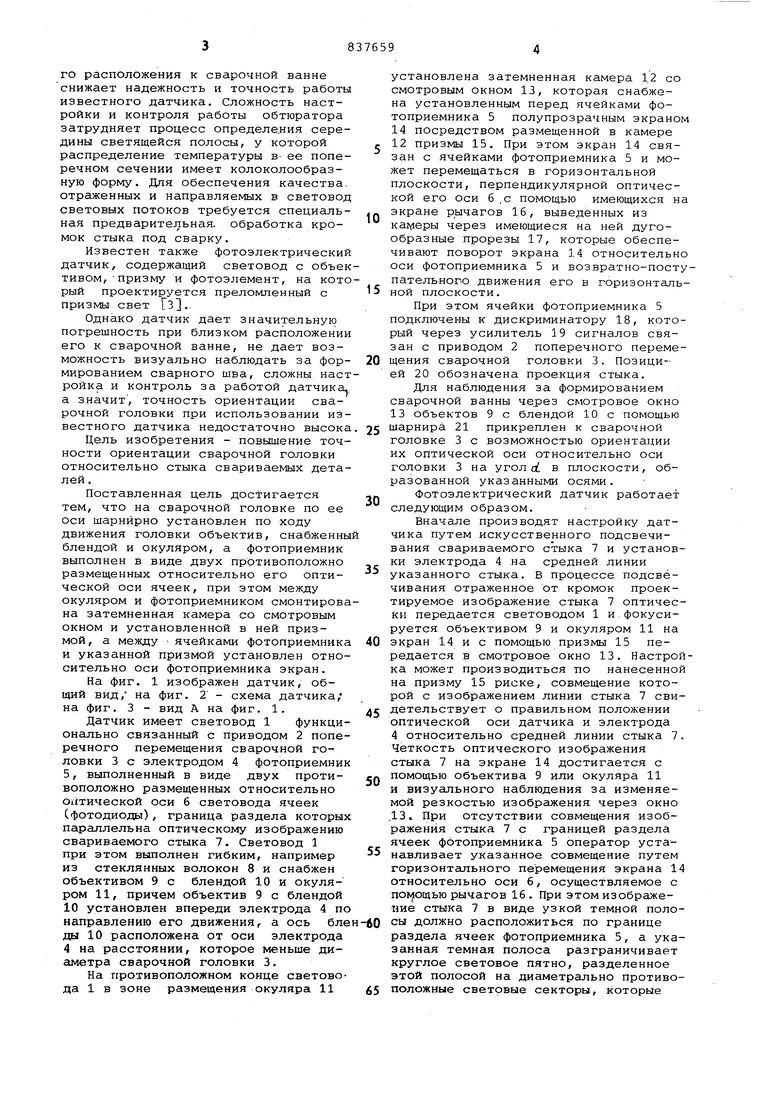
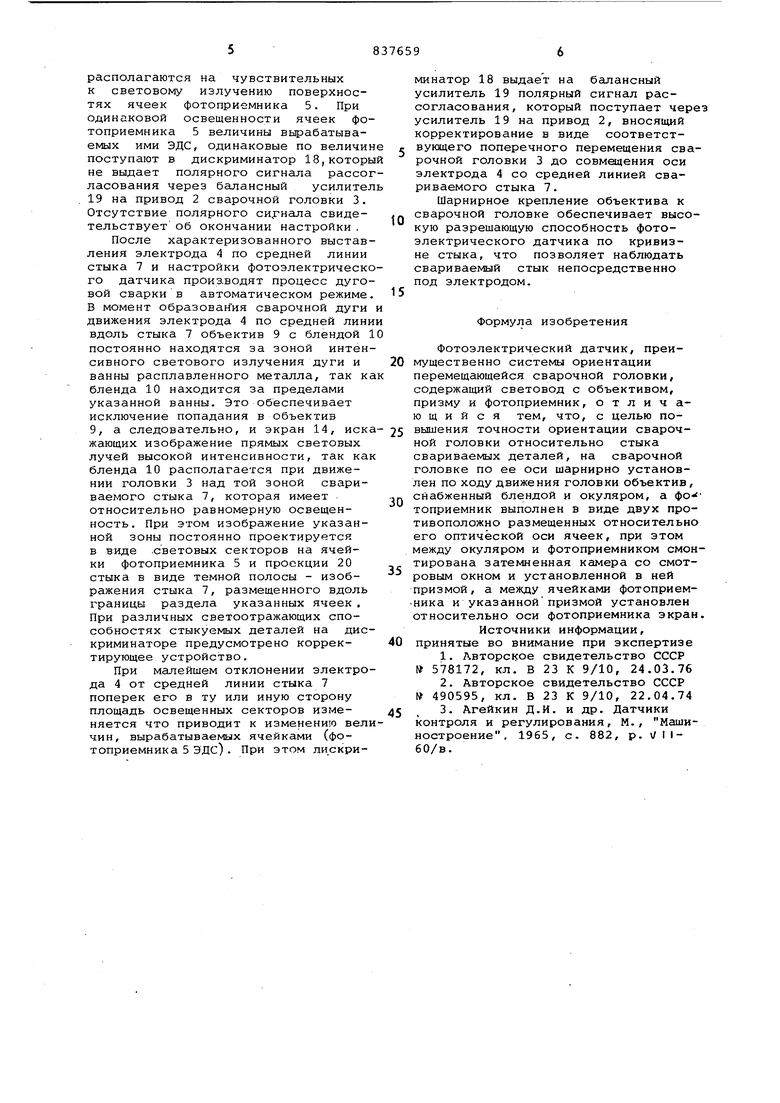
Изобретение относится к сварочному производству, в. частности к фотоэлектрическим устройствам систем ориентации сварочной головки, исполь зуемым при автоматизации слежения за стыком при сварке. Известно устройство для ориентации сварочной головки с электродом по стыку, содержащее фотодатчики, пр образователи их выходных сигналов и функционально связанный с одним из фотодатчиков блок управления поперечным перемещением сварочного электрода, при этом устройство имеет исполнительные механизмы угловых перемещений фотодатчиков относительн собственной оси, блок управления исполнительными механизмами, корректор, экстремальный регулятор и узел задержки. Это устройство предназначено для повышения качества слежения при сварке стыков значительной кривизны 1. Однако устройство имеет чрезвычайно сложную и надежную в эксплуатации конструкцию. Недостатки устройства также заключаются в том, ч1О затруднена ориентация оси оптических фотодатчиков относительно оси электрода, наличие погрешностей в работе датчиков от тепл.овой энергии сварочной ванны из-за близкого их расположения к свариваемому стыку снижает надежность и точность работы устройства, сложность настройки и контроля функциональных блоков и устройства в целом в процессе сварки, частности в начале, необходимость специальной обработки кромок стыка для улучшения качества сигнала, поступающего от них на датчики. Известен фотоэлектрический датчик системы ориентации сварочной головки, который содержит световод и функционально связанный с приводом поперечного перемещения головки с электродом фотоприемник и обтюратор с синхронным электродвигателем, причем обтюратор выполнен в виде непрозрачного полуцилиндра, ось которого лежит в плоскости симметрии двухсекторного световода, а его диаметр не меньше расстояния между крайними наружными поверхностями секторов световода 2. Наличие погрешностей в работе обтюратора из-за влияния колебаний напряжения в цепи синфазного электродвигателя и в работе фотоприемника из-за тепловых наводок от близкого расположения к сварочной ванне снижает надежность и точность работы известного датчика. Сложность настройки и контроля работы обтюратора затрудняет процесс определе.ния середины светящейся полосы, у которой распределение температуры в- ее поперечном сечении имеет колоколообразную форму. Для обеспечения качества, отраженных и направляемых в световод световых потоков требуется специальная предварительная, обработка кромок стыка под сварку. Известен также фотоэлектрический датчик, содержащий световод с объек тивом, призму и фотоэлемент, на кото рый проектируется преломленный с призмы свет Гз.. Однако датчик дает значительную погрещность при близком расположении его к сварочной ванне, не дает возможность визуально наблюдать за формированием сварного шва, сложны наст ройка и контроль за работой датчика а значит , точность ориентации сварочной головки при использовании известного датчика недостаточно высока Цель изобретения - повышение точности ориентации сварочной головки относительно стыка свариваемых дета лей . Поставленная цель достигается тем, что на сварочной головке по ее оси шарнйрно установлен по ходу движения головки объектив, снабженны блендой и окуляром, а фотоприемник выполнен в виде двух противоположно размещенных относительно его оптической оси ячеек, при этом между окуляром и фотоприемником смонтиров на затемненная камера со смотровым окном и установленной в ней призмой, а между ячейками фотоприемник и указанной призмой установлен отно сительно оси фотоприемника экран. На фиг. 1 изображен датчик, общий вид, на фиг. 2 - схема датчика, на фиг. 3 - вид А на фиг. 1. Датчик имеет световод 1 функци онально связанный с приводом 2 попе речного перемещения сварочной головки 3 с электродом 4 фотоприемни 5, выполненный в виде двух противоположно размещенных относительно оптической оси 6 световода ячеек (фотодиоды), граница раздела которы параллельна оптическому изображению свариваемого стыка 7. Световод 1 при этом выполнен гибким, например из стеклянных волокон 8 и снабжен объективом 9 с блендой 10 и окуляром 11, причем объектив 9 с блендой 10 установлен впереди электрода 4 п направлению его движения,, а ось бл ды 10 расположена от оси электрода 4 на расстоянии, которое меньше диаметра сварочной головки 3. На противоположном конце светово да 1 в зоне размещения окуляра 11 установлена затемненная камера 1.2 со смотровым окном 13, которая снабжена установленным перед ячейками фотоприемника 5 полупрозрачным экраном 14 посредством размещенной в камере 12призмы 15. При этом экран 14 связан с ячейками фотоприемника 5 и может перемещаться в горизонтальной плоскости, перпендикулярной оптической его Оси 6 .с помощью имеющихся на экране рычагов 16, выведенных из камеры через имеющиеся на ней дугообразные прорезы 17, которые обеспечивают поворот экрана 14 относительно оси фотоприемника 5 и возвратно-поступательного движения его в горизонтальной плоскости. При этом ячейки фотоприемника 5 подключены к дискриминатору 18, который через усилитель 19 сигналов связан с приводом 2 поперечного перемещения сварочной головки 3. Позицией 20 обозначена проекция стыка. Для наблюдения за формированием сварочной ванны че.рез смотровое окно 13объектов 9 с блендой 10 с помощью шарнира 21 прикреплен к сварочной головке 3 с возможностью ориентации их оптической оси относительно оси головки 3 на угол d. в плоскости, образованной указанными осями. Фотоэлектрический датчик работает следующим образом. Вначале производят настройку датчика путем искусственного подсвечивания свариваемого стыка 7 и установки электрода 4 на средней линии указанного стыка. В процессе подсвечивания отраженное от кромок проектируемое изображение стыка 7 оптически передается световодом 1 и фокусируется объективом 9 и окуляром 11 на экран 14 и с помощью призмы 15 передается в смотровое окно 13. Настройка может производиться по нанесенной на призму 15 риске, совмещение которой с изображением линии стыка 7 свидетельствует о правильном положении оптической оси датчика и электрода 4 относительно средней линии стыка 7. Четкость оптического изображения стыка 7 на экране 14 достигается с помощью объектива 9 или окуляра 11 и визуального наблюдения за изменяемой резкостью изображения через окно .13. При отсутствии совмещения изображения стыка 7 с границей раздела ячеек фотоприемника 5 оператор устанавливает указанное совмещение путем горизонтсшьного перемещения экрана 14 относительно оси 6, осуществляемое с помощью рычагов 16. При этом изображение стыка 7 в виде узкой темной полосы должно расположиться по границе раздела ячеек фотоприемника 5, а указанная темная полоса разграничивает круглое световое пятно, разделенное этой полосой на диаметрально противоположные световые секторы, которые
располагаются на чувствительных к световому излучению поверхностях ячеек фотоприемника 5. При одинаковой освещенности ячеек фотоприемника 5 величины вырабатываемых ими ЭДС, Одинаковые по величине поступают в дискриминатор 18,который не выдает полярного сигнала рассогласования через балансный усилитель 19 на привод 2 сварочной головки 3. Отсутствие полярного свидетельствует об окончании настройки .
После характеризованного выставления электрода 4 по средней линии стыка 7 и настройки фотоэлектрического датчика произ.водят процесс дуговой сварки в автоматическом режиме. В момент образования сварочной дуги и движения электрода 4 по средней линии вдоль стыка 7 объектив 9 с блендой 10 постоянно находятся за зоной интенсивного светового излучения дуги и ванны расплавленного металла, так как бленда 10 находится за пределами указанной ванны. Это обеспечивает исключение попадания в объектив 9, а следовательно, и экран 14, искажающих изображение прямых световых лучей высокой интенсивности, так как бленда 10 располагается при движении головки 3 над той зоной свариваемого стыка 7, которая имеет относительно равномерную освещенность. При этом изображение указанной зоны постоянно проектируется в виде .световых секторов на ячейки фотоприемника 5 и проекции 20 стыка в виде темной полосы - изображения стыка 7, размещенного вдоль границы раздела указанных ячеек . При различных светоотражающих способностях стыкуемых деталей на дискриминаторе предусмотрено корректирующее устройство.
При малейшем отклонении электрода 4 от средней линии стыка 7 поперек его в ту или иную сторону площадь освещенных секторов из;«1еняется что приводит к изменению величин, вырабатываемых ячейками (фотоприемника 5 ЭДС). При этом лискриминатор 18 выдает на балансный усилитель 19 полярный сигнал рассогласования, который поступает чере усилитель 19 на привод 2, вносящий корректирование в виде соответствующего поперечного перемещения сварочной головки 3 до совмещения оси электрода 4 со средней линией свариваемого стыка 7.
Шарнирное крепление объектива к сварочной головке обеспечивает высокую разрешающую способность фотоэлектрического датчика по кривизне стыка, что позволяет наблюдать свариваемый стык непосредственно под электродом.
Формула изобретения
Фотоэлектрический датчик, преимущественно системы ориентации перемещающейся сварочной головки, содержащий световод с объективом, призму и фотоприемник, отличающийся тем, что, с целью повышения точности ориентации сварочной головки относительно стыка свариваемых деталей, на сварочной головке по ее оси шарнирно установлен по ходу движения головки объектив, снабженный блендой и окуляром, а фО топриемник выполнен в виде двух противоположно размещенных относительно его оптической оси ячеек, при этом между окуляром и фотоприемником смонтирована затемненная камера со смотровым окном и установленной в ней призмой, а между ячейками фотоприемника и указаннойпризмой установлен относительно оси фотоприемника экран
Источники информации, принятые во внимание при экспертизе
