Изобретение относится к-промышленности, где требуется торцовка готовых пачек продукции, например в металлургической, лесной и деревообрабатывающей промышленности, и может быть использовано при разработке механизмов для торцовки пачек или пакетов проката и труб перед погрузкой их в вагоны МПС, суда, контейнеры или при их штабелировании.
Известен способ, реализованный в устройствах для торцевания пакетов бревен, заключающийся в том, что пакет укладывают на неподвижные опоры и торцуют между двумя подвижными щитами, причем усилие торцовки создается путем опускания груза, соединенноготрособлочной системой с одним из подвижных щитов, т.е. весом груза.
Недостатком этого способа является невозможность создания больших сил торцевания, например, при торцовке пачек готового проката, так как силы трения (заклинивания) между стержнями в таких пачках достигают 100 тн. следовательно, в этом случае качество торцовки будет неудовлетворительное при довольно материалосмких и энергоемких устройствах для торцевания.
Цель изобретения - повышение эффективности процесса торцевания путем снижения энергозатрат и повышения качества торцовки.
Поставленная цель достигается тем, что предварительно увязанную пачку стержней укладывают на опору и создают с обеих торцов усилие, смещая стержни вдоль оси во взаимно-встречном направлении в два этапа, сначала производят предварительную торцовку, а затем, не снимая достигнутого торцующего усилия, пачку освобождают от опоры для уменьшения сил сцепления между стержнями в пачке,
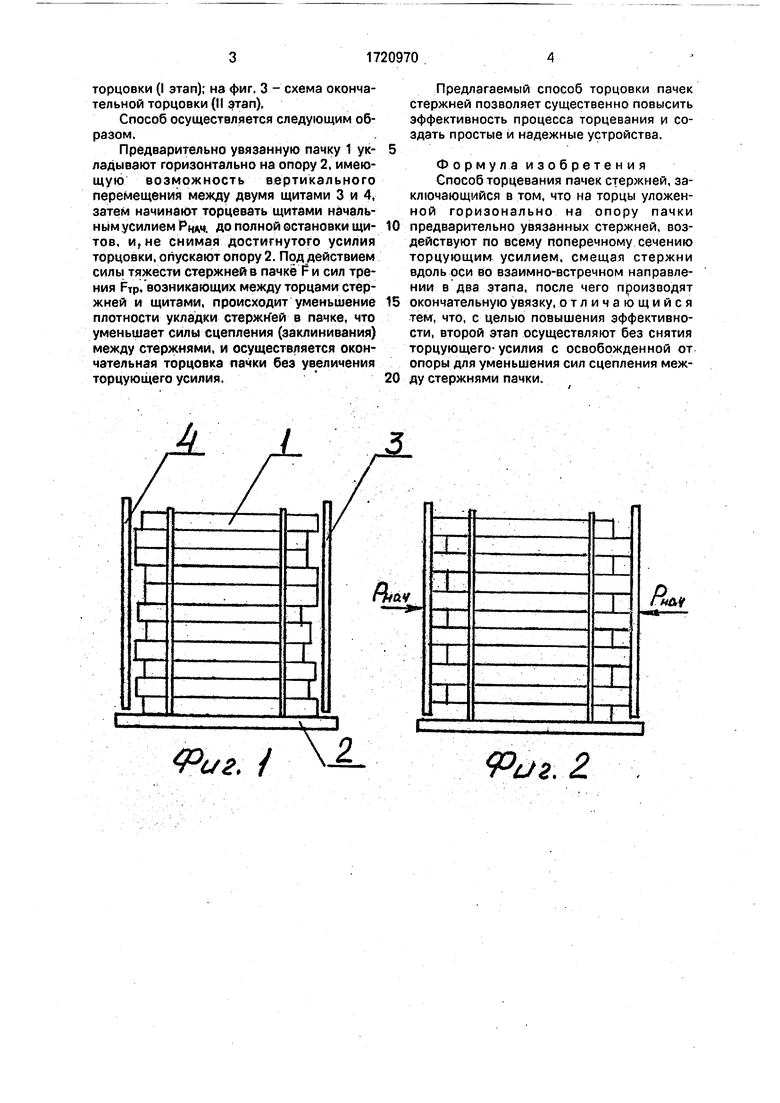
На фиг. 1 представлена схема укладки пачки стержней на опору между двумя щитами; на фиг. 2 - схема предварительной
(Л
С
VJ
Ю О
ю
vj О
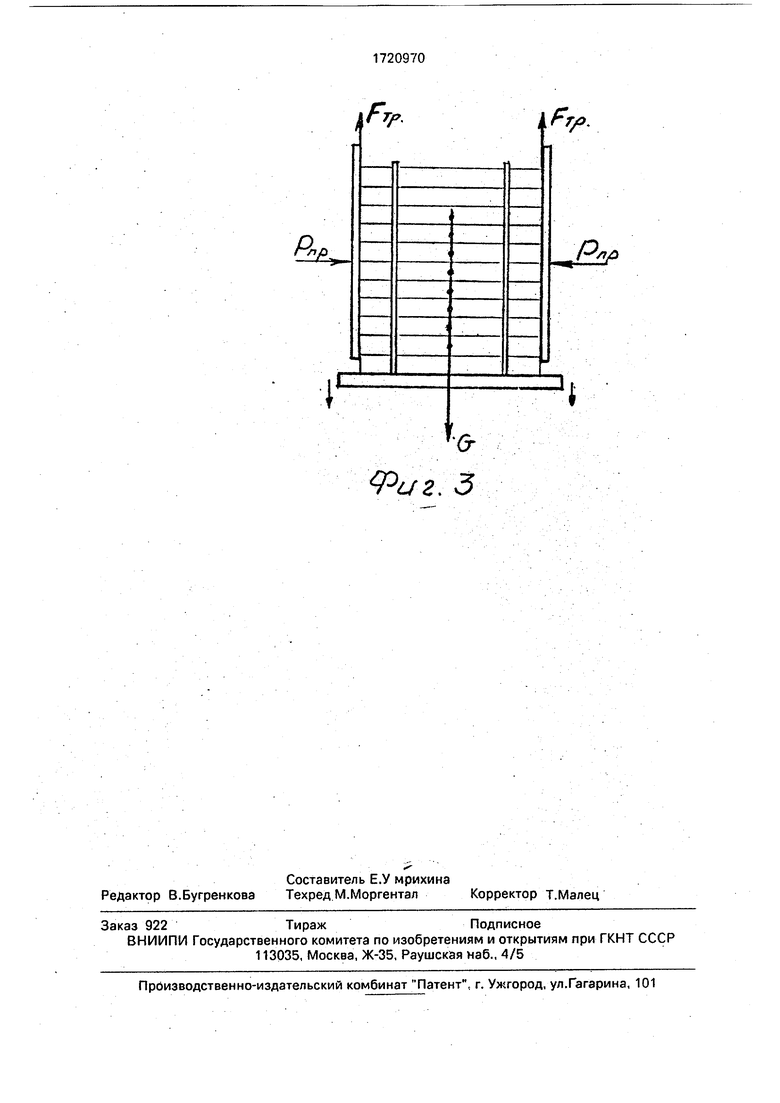
торцовки (I этап); на фиг. 3 - схема окончательной торцовки (II этап),
Способ осуществляется следующим образом.
Предварительно увязанную пачку 1 укладывают горизонтально на опору 2, имеющую возможность вертикального перемещения между двумя щитами 3 и 4, затем начинают торцевать щитами начальным усилием РЧЛЧ. до полной остановки щитов, и, не снимая достигнутого усилия торцовки, опускают опору 2. Под действием силы тяжести стержней в пачкёТи сил трения РтрГвозникающих между торцами стержней и щитами, происходит уменьшение плотности укладки стержн ей в пачке, что уменьшает силы сцепления (заклинивания) между стержнями, и осуществляется окончательная торцовка пачки без увеличения торцующего усилия.
Предлагаемый способ торцовки пачек стержней позволяет существенно повысить эффективность процесса торцевания и создать простые и надежные устройства.
Формул а изобретения
Способ торцевания пачек стержней, заключающийся в том, что на торцы уложенной горизонально на опору пачки
предварительно увязанных стержней, воздействуют по всему поперечному сечению торцующим усилием, смещая стержни вдоль оси во взаимно-встречном направлении в два этапа, после чего производят
окончательную увязку, отличающийся тем, что, с целью повышения эффективности, второй этап осуществляют без снятия торцующего; усилия с освобожденной от опоры для уменьшения сил сцепления между стержнями пачки.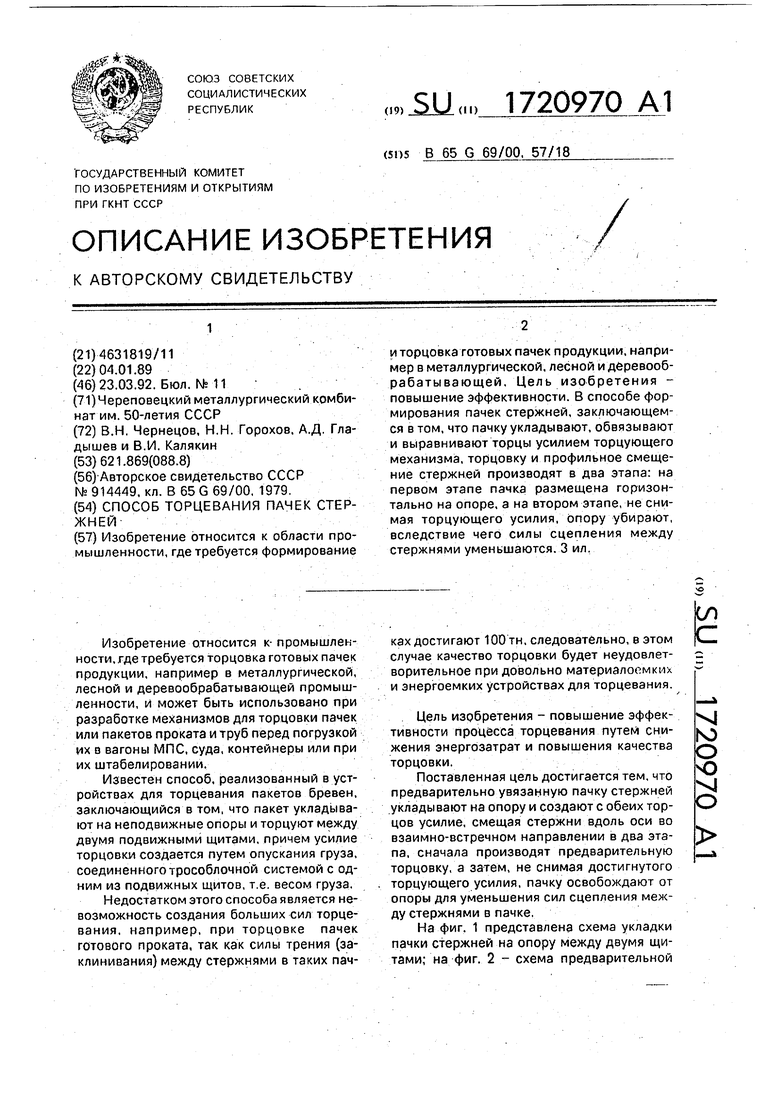
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торцевания пакета длинномерных изделий | 1989 |
|
SU1634615A1 |
| Устройство для торцевания пачек лесоматериалов | 1990 |
|
SU1791312A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ ТОРЦОВ ПАЧКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 2011 |
|
RU2463238C1 |
| Виброторцеватель | 1977 |
|
SU753734A1 |
| ПРИЕМНИК-НАКОПИТЕЛЬ ДЛЯ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1998 |
|
RU2155706C2 |
| Устройство для торцевания и обвязки пачек бревен в накопителях | 1973 |
|
SU469645A1 |
| Устройство для выравнивания торцов пачки круглых лесоматериалов | 2019 |
|
RU2714552C1 |
| ВИБРОТОРЦЕВАТЕЛЬ | 1972 |
|
SU426931A1 |
| Виброторцеватель | 1979 |
|
SU878687A2 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ ТОРЦОВ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2076836C1 |
Изобретение относится к области промышленности, где требуется формирование 2 и торцовка готовых пачек продукции, например в металлургической, лесной и деревообрабатывающей. Цель изобретения - повышение эффективности. В способе формирования пачек стержней, заключающемся в том, что пачку укладывают, обвязывают и выравнивают торцы усилием торцующего механизма, торцовку и профильное смещение стержней производят в два этапа: на первом этапе пачка размещена горизонтально на опоре, а на втором этапе, не снимая торцующего усилия, опору убирают, вследствие чего силы сцепления между стержнями уменьшаются. 3 ил,
Фиг. {
Р.
HAY
PtJ2.2
б- Фиг; 3
| Авторское свидетельство СССР Ms 914449 | |||
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
