Изобретение относится к технологии окраски таких изделий, у которых необходимо окрасить одну часть и оставить неокрашенной другую часть, и может быть использовано, например, при окраске керамических конденсаторов типа К-10(окраске подлежит корпус конденсатора, выводы остаются неокрашенными). Кроме того, оно может быть использовано при окраске таких изделий, у которых необходимо окрасить одну часть и оставить неокрашенной другую или окрасить в другой цвет, Такие задачи могут возникнуть в машиностроении, при производстве электроизделий, детский изделий и так далее.
Известен способ получения покрытия путем защиты неокрашиваемой части изделия воском с последующим удалением его с поверхности неокрашиваемых частей изделия. Недостатками этого способа являются высокая трудоемкость - требуется на- несение воска, необходима операция по нанесению воска, а также то, что способ требует дополнительного подвода энергии
по расплавлению воска и его удалению. Известен способ окраски изделий путем их окунания в краску. Недостатки этого способа являются : большой расход краски из-за большой толщины покрытия и низкое качество покрытия.
Наиболее близким к изобретению является способ защиты неокрашиваемых частей при окраске изделий, при котором на время окраски неокрашиваемую часть изделия помещают в жидкость. Недостатком этого способа является низкое качество покрытия из-за наличия подтеков.
Цель изобретения является повышение качества за счет исключения подтеков.
Поставленная цель достигается тем, что при защите неокрашенных частей при окраске изделий, например, методом распыления, при котором на время окраски неокрашиваемую часть изделия помещают в жидкость, в качестве жидкости используют электрореоло- гичёскую жидкость, при этом электрореологическую жидкость на время окраски переводят
сл
с
XI
ho
hO
о
О
в твердое состояние путем пропускания через нее электрического тока.
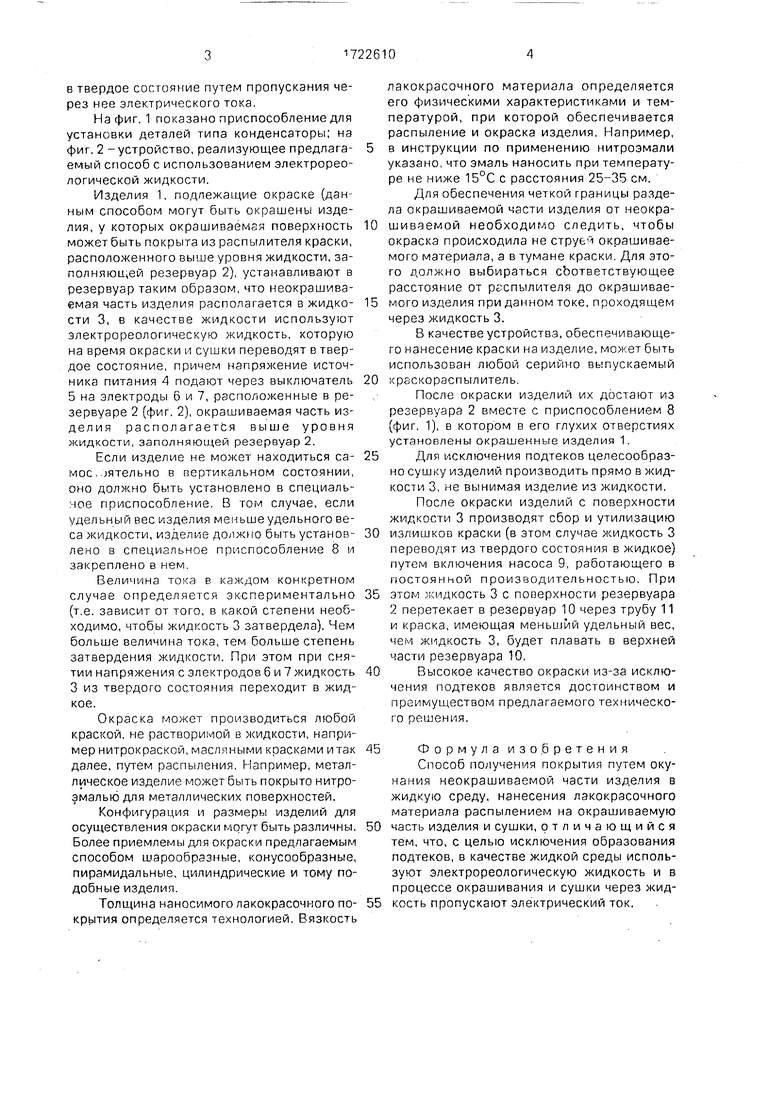
На фиг. 1 показано приспособление для установки деталей типа конденсаторы; на фиг. 2 - устройство, реализующее предлагаемый способ с использованием электрореологической жидкости.
Изделия 1, подлежащие окраске (данным способом могут быть окрашены изделия, у которых окрашиваемая поверхность может быть покрыта из распылителя краски, расположенного выше уровня жидкости, заполняющей резервуар 2), устанавливают в резервуар таким образом, что неокрашиваемая часть изделия располагается в жидкости 3, в качестве жидкости используют электрореологическую жидкость, которую на время окраски и сушки переводят в твердое состояние, причем напряжение источника питания 4 подают через выключатель 5 на электроды 6 и 7, расположенные в резервуаре 2 (фиг. 2), окрашиваемая часть изделия располагается выше уровня жидкости, заполняющей резервуар 2.
Если изделие не может находиться самое ,.;ятельно в вертикальном состоянии, оно должно быть установлено в специальное приспособление. В том случае, если удельный вес изделия меньше удельного веса жидкости, изделие должно быть установлено в специальное приспособление 8 и закреплено в нем.
Величина тока в каждом конкретном случае определяется экспериментально (т.е. зависит от того, в какой степени необходимо, чтобы жидкость 3 затвердела). Чем больше величина тока, тем больше степень затвердения жидкости. При этом при снятии напряжения с электродов 6 и 7 жидкость 3 из твердого состояния переходит в жидкое.
Окраска может производиться любой краской, не растворимой в жидкости, например нитрокраской, масляными красками итак далее, путем распыления. Например, металлическое изделие может быть покрыто нитроэмалью для металлических поверхностей.
Конфигурация и размеры изделий для осуществления окраски могут быть различны. Более приемлемы для окраски предлагаемым способом шарообразные, конусообразные, пирамидальные, цилиндрические и тому подобные изделия.
Толщина наносимого лакокрасочного покрытия определяется технологией. Вязкость
лакокрасочного материала определяется его физическими характеристиками и температурой, при которой обеспечивается распыление и окраска изделия. Например,
в инструкции по применению нитроэмали указано, что эмаль наносить при температуре не ниже 15°С с расстояния 25-35 см.
Для обеспечения четкой границы раздела окрашиваемой части изделия от неокрашиваемой необходимо следить, чтобы окраска происходила не струей окрашиваемого материала, а в тумане краски. Для этого должно выбираться соответствующее расстояние от распылителя до окрашиваемого изделия при данном токе, проходящем через жидкость 3.
В качестве устройства, обеспечивающего нанесение краски на изделие, может быть использован любой серийно выпускаемый
краскораспылитель.
После окраски изделий их достают из резервуара 2 вместе с приспособлением 8 (фиг. 1), в котором в его глухих отверстиях установлены окрашенные изделия 1.
Для исключения подтеков целесообразно сушку изделий производить прямо в жидкости 3, не вынимая изделие из жидкости.
После окраски изделий с поверхности жидкости 3 производят сбор и утилизацию
излишков краски (в этом случае жидкость 3 переводят из твердого состояния в жидкое) путем включения насоса 9, работающего в постоянной производительностью. При
этом жидкость 3 с поверхности резервуара 2 перетекает в резервуар 10 через трубу 11 и краска, имеющая меньший удельный вес, чем жидкость 3, будет плавать в верхней части резервуара 10.
Высокое качество окраски из-за исключения подтеков является достоинством и преимуществом предлагаемого технического решения,
Формулаизо.бретения
Способ получения покрытия путем окунания неокрашиваемой части изделия в жидкую среду, нанесения лакокрасочного материала распылением на окрашиваемую
часть изделия и сушки, отличающийся тем, что, с целью исключения образования подтеков, в качестве жидкой среды используют электрореологическую жидкость и в процессе окрашивания и сушки через жидкость пропускают электрический ток.
Фиг.1
Способ получение покрд/тия
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ | 1969 |
|
SU256141A1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ ПНЕВМАТИЧЕСКИМ РАСПЫЛЕНИЕМ | 2010 |
|
RU2457044C1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНО-ФАКТУРНОГО ПОКРЫТИЯ | 2013 |
|
RU2543164C2 |
| Способ нанесения лакокрасочного покрытия на стеклянное изделие | 2020 |
|
RU2750047C1 |
| Устройство для окраски изделий | 1983 |
|
SU1126333A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СМЕСИ С ЗАДАННЫМ СООТНОШЕНИЕМ ПОЛНОСТЬЮ ОКРАШЕННЫХ И НЕОКРАШЕННЫХ ЧАСТИЦ УДОБРЕНИЯ И СИСТЕМА И ИХ ПРИМЕНЕНИЕ | 2020 |
|
RU2834034C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ПРОФИЛЯ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2007 |
|
RU2363547C2 |
| КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ ПРИ НАНЕСЕНИИ ПОКРЫТИЙ МЕТОДОМ ЭЛЕКТРОФОРЕЗА | 1991 |
|
RU2023764C1 |
| УСТРОЙСТВО ДЛЯ ОКРАСКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2099153C1 |
| Способ получения покрытия | 1977 |
|
SU637165A1 |
Использование: окрашивание изделий, у которых необходимо часть изделия оставить неокрашиваемой, например при производстве электроизделий, детских изделий.Сущностьизобретения: неокрашиваемую часть изделия опускают в электрореологическую жидкость, пропускают через нее электрический ток с последующим нанесением на окрашиваемую часть изделия лакокрасочного материала и сушки. 2 ил.
| СПОСОБ НАНЕСЕНИЯ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ | 0 |
|
SU256141A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
