Изобретение касается устройства для окраски всех сторон длинномерных изделий, возможно имеющих различные поперечные сечения.
Наиболее близким из известных является устройство для окраски всех сторон длинномерного изделия, например, прутков, полос и т.п. из жесткого материала, например, дерева, древесно-массного картона, имеющее средство непрерывного перемещения изделий в продольном направлении к позиции окраски, представляющей собой закрытый резервуар, в нижней части которого содержится смесь из связующего вещества, мономера и красящего вещества, оснащенный средством окрашивания, например, вакуумным, обеспечивающим покрытие длинномерного изделия в резервуаре слоем смеси, при этом средство перемещения выполнено с возможностью обеспечения перемещения длинномерного изделия через резервуар над слоем смеси в свободно подвешенном состоянии [1]
Техническим результатом изобретения является повышение производительности, которая ограничена временем, требуемым для сушки окрашенного изделия в процессе его движения после окраски.
Это достигается тем, что в устройстве для окраски всех сторон длинномерного изделия, например, прутков, полос и т.п. из жесткого материала, например, дерева, древесно-массного картона, имеющее средство непрерывного перемещения изделий в продольном направлении к позиции окраски, представляющий собой закрытый резервуар, в нижней части которого содержится смесь из связующего вещества, мономера и красящего вещества, оснащенный средством окрашивания, например, вакуумным, обеспечивающим покрытие длинномерного изделия в резервуаре слоем смеси, при этом средство перемещения выполнено с возможностью обеспечения перемещения длинномерного изделия через резервуар над слоем смеси в свободно подвешенном состоянии, согласно изобретению, за позицией окраски по ходу длинномерного изделия расположена позиция сушки, выполненная с возможностью приема окрашенного изделия в свободно подвешенном состоянии и оснащенная первым средством, выполненным с возможностью высушивания изделия снизу, и вторым средством, выполненным с возможностью высушивания изделия сверху.
Первое и второе сушильные средства содержат приспособление для предпочтительного отклонения электронного луча с возможностью полимеризации мономера в слое покрытия.
Устройство также содержит позицию упаковки длинномерных изделий, например, в пачки, расположенную за позицией сушки по ходу изделий.
Устройство, кроме того, содержит позицию ультрафиолетового облучения изделий, расположенную за позицией сушки по ходу изделия.
Устройство может содержать дополнительную позицию окраски для нанесения первого слоя покрытия на длинномерное изделие, расположенную перед основной позицией окраски по ходу изделия, при этом на дополнительной позиции окраски изделия покрывается слоем краски со всех сторон, как и в закрытом резервуаре, или со всех сторон за исключением контактирующей поверхности.
Устройство также может содержать вторую позицию ультрафиолетового облучения, расположенную за дополнительной позицией окраски по ходу изделий.
Устройство содержит позицию механической обработки, расположенную перед дополнительной позицией окраски по ходу изделий, приспособленную для приема заготовок длинномерных изделий и выдачи изделий, подготовленных к окраске.
Устройство приспособлено для окраски заготовок такой ширины, что, по меньшей мере, два длинномерных изделия способны пройти сквозь ее поперечное сечение.
В устройстве позиция механической обработки приспособлена для приема, по меньшей мере, двух длинномерных изделий, расположенных бок о бок, при этом каждое изделие соединено с соседними с помощью легко удаляемого остатка заготовки.
В устройстве перед позицией механической обработки расположена разделительная машина, приспособленная для получения заготовок из штабеля, расположения их в ряд и выдачи на позицию механической обработки по одной заготовке за раз.
В устройстве перед разделительной машиной установлено средство для распиловки заготовок.
В устройстве, по меньшей мере, одна позиция шлифования расположена на траектории движения изделий.
Устройство содержит механизм удаления остатков, расположенный предпочтительно перед основной позицией окраски.
Ниже приводится описание одного варианта настоящего изобретения, которое сопровождается ссылками на прилагаемый чертеж, на котором показана блок-схема устройства.
Повышение производительности в этом устройстве возможно путем окраски всех сторон, при этом часть, которая окрашивается и сушится свободно в подвешенном состоянии, не контактирует ни с какой опорной поверхностью. Направляя деталь позади окрашиваемой части, становится возможным, оставляя деталь свободно подвешенной во время окраски, осуществлять транспортировку ее для сушки. Процесс сушки может быть сокращен, если использовать быстросохнущую краску, например, смесь из связующего вещества и мономера, которая также может содержать красящее вещество или пигмент. Такая смесь сохнет очень быстро, особенно, под воздействием энергии излучения, в результате чего происходит полимеризация.
Сушка происходит особенно быстро, если окрашенная поверхность облучается электронным лучом. Окраска, соответственно, осуществляется путем направления длинномерного изделия через закрытый резервуар, содержащий требуемую смесь краски. Длинномерные изделия движутся вдоль над поверхностью смеси. Над поверхностью смеси в резервуаре создается разрежение, в результате которого краска с поверхностью жидкости окружает часть длинномерного изделия, находящуюся в резервуаре. Затем, окрашенная часть проходит через два полимеризующих устройства, одно из которых полимеризует окрашенную поверхность снизу, а другое полимеризует окрашенную поверхность сверху. Два устройства расположены относительно друг друга так, что электронное облучение сначала производилось снизу, а затем, через короткий промежуток времени сверху.
Использование смеси краски, состоящей целиком из связующего вещества, мономера и возможно красящего вещества (т.е. без растворителя) устраняет недостатки, присущие применению растворителя.
Окрашенные поверхности могут проходить через другое сушильное устройство, где они высушиваются с помощью ультразвукового излучения.
Готовые окрашенные изделия могут упаковываться, например, в пачки, пакеты и т.п.
Заготовки, имеющие прямоугольную форму в поперечном сечении, используются в качестве длинномерных изделий, при этом поперечное сечение является достаточно большим, чтобы включать в себя, по крайней мере, два длинномерных изделия, расположенных бок о бок. Такая заготовка обрабатывается таким образом, чтобы из нее получить несколько прилегающих друг к другу длинномерных изделий, удерживаемых парами остатками заготовки.
Использование заготовок, как описано выше, обеспечивает то преимущество, что несколько длинномерных изделий могут подаваться вдоль рядом друг с другом, Вместо только одного длинномерного изделия теперь имеет большое число длинномерных изделий, расположенных рядом друг с другом, в результате чего производительность увеличивается по сравнению с одиночным изделием во столько раз, сколько заготовок лежит параллельно друг другу.
Указанные остатки заготовки удаляются сразу же перед окраской.
Заготовка для обработки нескольких длинномерных изделий поступает из штабеля аналогичных заготовок, где они установлены одна на другой.
Заготовку получают путем распиливания одного штабеля плоских заготовок за раз. Плоские заготовки могут быть из различных материалов, например, дерева, древесно-волокнистой плиты, пластмассы.
Оборудование для обработки поверхности длинномерных изделий может устанавливаться вдоль производственной линии для осуществления черновой обработки поверхностей, тем самым улучшая надежность готовых окрасочных работ.
Окрасочная позиция для грунтовки тоже может встраиваться в производственную линию, в данном случае в месте после получения нескольких длинномерных изделий, расположенных бок о бок. Позиция грунтовки может функционировать аналогично окрасочной позиции, описанной выше, т.е. изделие окрашивается со всех сторон. Здесь краска тоже может содержать то же самую смесь, что применяется для окраски. Однако, обычно достаточно для длинномерных изделий, чтобы они были окрашены сверху и затем сушились ультрафиолетовым излучением.
Установка, описанная выше, значительно увеличивает производительность по сравнению с известными способами, благодаря использованию быстро сохнущей краски и нескольких изделий, движущихся параллельно.
В соответствии с чертежом ряд плоских заготовок, штабелированных одна на другую и возможно имеющих площадь свыше 1 м2, подаются на позицию 1. Из этого штабеля плоских заготовок один штабель заготовок распиливается, при этом каждая заготовка прямоугольной формы в поперечном сечении из штабеля имеет форму доски. Один штабель заготовок за раз подается в разделительный узел 2, где индивидуальные заготовки из штабеля устанавливаются одна за другой. Затем, заготовки из узла 2 подаются в обрабатывающую позицию 3, где каждая заготовка подвергается механической обработке, например, фрезерованию, в результате которого получаются несколько параллельно расположенных изделий, при этом два соседних изделия соединены друг с другом остатком заготовки. Заготовка из более чем двух длинномерных изделий подается на позицию 4, где каждая заготовка надирается, например, наждачной бумагой, с целью ее подготовки для первого покрытия краской. После обработки на позиции 4 заготовка направляется в окрасочную позицию 6, где она окрашивается сверху, например, путем распыления краски и где она впоследствии подвергается сушке с помощью ультрафиолетового излучения на позиции 7. Соответствующая краска для окраски состоит из связующего вещества, мономера и возможно красящего вещества и фото-инициатора.
Окрашенная заготовка подается на позицию 8 для надирания соответственно наждачной бумагой. После обработки на позиции 8 заготовка готова к окраске. Поэтому, она направляется с позиции 8 на позицию 9, где все длинномерные изделия отделяются друг от друга, например, с помощью фрезерования. Из позиции 9 отделенные длинномерные изделия подаются в окрасочную позицию 10. Изделия, поступающие на окрасочную позицию 10, направляются таким образом, что части, находящиеся в окрасочной позиции 10, свободно подвешиваются, давая возможность окрашивать их со всех сторон. Окрашивающая позиция 10 соответственно содержит закрытый резервуар, в нижней части которого находится смесь из связующего вещества, мономера и возможно красящего вещества. Части длинномерных изделий, находящиеся в закрытом резервуаре, расположены над поверхностью смеси краски. Закрытый резервуар находится под воздействием разрежения, в результате чего краска поднимается с поверхности и попадает на части изделий, находящиеся там. Длинномерные изделия, окрашенные со всех сторон и по-прежнему свободно подвешенные, транспортируются в позицию сушки 11. Последняя содержит два электронных ускорителя, один работает сверху, а другой снизу. Так как окрашенные части длинномерных изделий в позиции сушки 11 должны высохнуть, то передние части могут контактировать с опорной поверхностью не повредив краски, при этом сушка начинается снизу и затем с короткой паузой продолжается сверху. Поскольку используемая краска состоит из связующего вещества, мономера и возможно красящего вещества, то электронные лучи будут полимеризовать нанесенную краску, вызывая ее мгновенное высыхание. Окрашенные и высушенные длинномерные изделия подаются с позиции 11 на вторую позицию сушки 12, где они сушатся только сверху с помощью ультрафиолетового излучения. С позиции 12 окрашенные и высушенные длинномерные изделия направляются на позицию упаковки 13.
Грунтовочная позиция 6 может быть такого же типа, как окрасочная позиция 10.
Заготовки длинномерных изделий подаются непрерывно вдоль всей производственной линии.
Будет очевидно, что окраска под вакуумом может быть заменена окраской распылением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для изготовления декоративных изделий из пенополистирола с красочным покрытием | 2016 |
|
RU2616916C1 |
| Линия для окраски крупногабаритных изделий | 1977 |
|
SU654302A1 |
| Установка для окраски и сушки изделий | 1975 |
|
SU565722A1 |
| Устройство для окраски изделий | 1980 |
|
SU910212A1 |
| ФИЛЬТРУЮЩАЯ УСТАНОВКА И СПОСОБ ЭКСПЛУАТАЦИИ ФИЛЬТРУЮЩЕЙ УСТАНОВКИ | 2012 |
|
RU2609177C2 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| ОТВЕРЖДАЮЩАЯСЯ КОМПОЗИЦИЯ, СПОСОБ ФИНИШНОЙ ОКРАСКИ И СПОСОБ ПРОИЗВОДСТВА ОКРАШЕННЫХ ИЗДЕЛИЙ | 2016 |
|
RU2739557C2 |
| Поточная линия окраски колесных пар | 1980 |
|
SU1008038A1 |
| Установка для нанесения защитного покрытия на цилиндрические изделия | 1982 |
|
SU1047532A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНОЙ ПРОКАТ | 2017 |
|
RU2655984C1 |
Использование: изобретение касается устройства для окраски всех сторон длинномерных изделий, возможно имеющих различные поперечные сечения. Сущность изобретения: за позицией окраски 10 по ходу длинномерного изделия расположена позиция сушки 11, выполненная с возможностью приема окрашенного изделия в свободно подвешенном состоянии и оснащенная первым средством, выполненным с возможностью высушивания изделия снизу, и вторым средством, выполненным с возможностью высушивания изделия сверху. Первое и второе сушильные средства содержат приспособления для предпочтительного отклонения электронного луча с возможностью полимеризации мономера в слое покрытия. Поскольку используемая краска состоит из связующего вещества, мономера и возможно красящего вещества, то электронные лучи будут полимеризовать нанесенную краску, вызывая ее мгновенное высыхание. Окрашенные и высушенные длинномерные изделия подаются с позиции 11 на вторую позицию сушки 12, где они сушатся только сверху с помощью ультрафиолетового излучения. С позиции 12 окрашенные и высушенные изделия направляются на позицию упаковки 13. 12 з.п. ф-лы, 1 ил.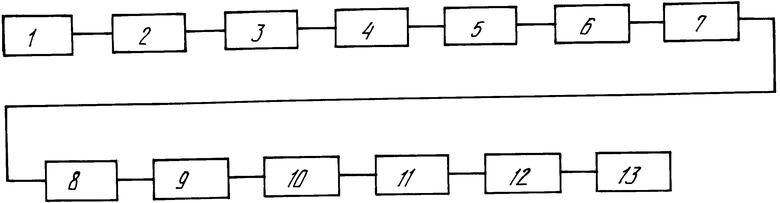
| WO, заявка, 8900890, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
