Изобретение относится к пайке, в частности к устройствам для лужения и пайки, и может быть использовано при изготовлении изделий в радиотехнической, электронной и других отраслях промышленности.
Цель изобретения - повышение качества лужения и пайки и устранение дефектов паяных соединений за счет равномерности геометрических и температурных параметров волны расплавленного припоя.
Поставленная цель достигается тем, что направляющие стенки образованы двумя
установленными с зазором цилиндрическими сегментами, обращенными друг к другу поверхностями, которые образуют дуги сегментов, а прямые, который соединяют концы дуг сегментов, расположены наклонно относительно вертикальной оси сопла. Причем наименьший зазор между дугами сегментов располагается на расстоянии 3,5 - 4 величин зазора между верхними крайними точками сегментов от верхней кромки сопла. Эти параметры обеспечивают оптимальное движение потока расплавленного
XI
ю
S
1ЧЭ
4
припоя без возмущений, что и создает высокую прямолинейность волны припоя,
Установка слипной планки с правой стороны сопла из материала с низкой теплопроводностью сохраняет температуру расплавленного припоя, обеспечивая оптимальные условии для отекания излишков припоя с поверхности платы и элементен.
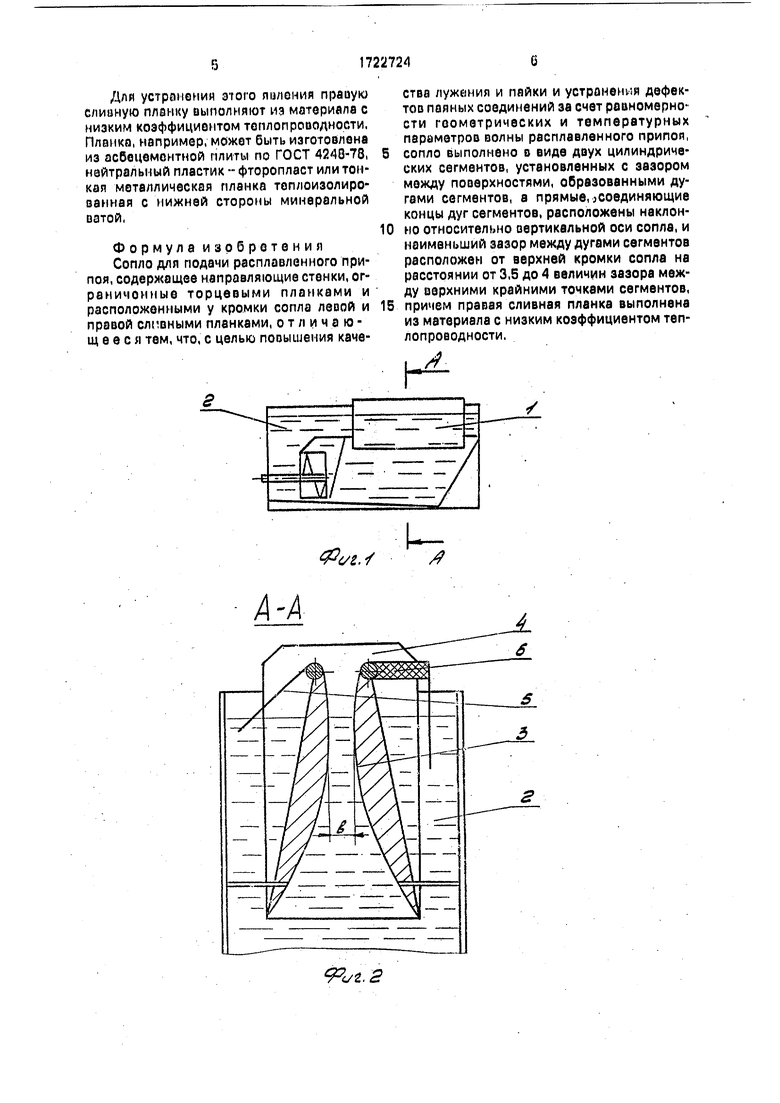
На фиг,1 изображен схема устройства для лужения и пайки,1 на фиг,2 - сопло, поперечный разрез А - А на фиг.1; на фиг.З - геометрическое построение профиля con/is,
В общем случае сопло 1 устанавливается в ванну с расплавленным припоем 2. Сопло содержит цилиндрические сегменты (направляющие стенки) 3, установленные с зазором навстречу друг к другу поверхностями, образованные дугами сегментов, торцовыми планками 4, сливную планку 5 и сливную термоизолированную планку 6.
Устройство работает следующим образом.
Сопло 1 устанавливается в ванне 2 с припоем и при работе насоса, за смет создаваемого им давления, расплавленный припой истекает из сопла, Качество пайки в основном зависит от равномерности истечения потока припоя из сопла 1 и прямолинейности поверхности волны припоя, создаваемой этим потоком. Сечение канала сопла (его геометрия) построено в соответствии с законами течения жидкости через насадок, причем сам канал образован двумя насадками;
Из гидравлики известно, что малые потери напора и большую пропускную способность создают конически сходящиеся сопла. Конический насадок позволяет сохранить высокую энергию истекающей струи. Нижнюю часть предлагаемого сопла 1 можно рассматривать именно как сходящийся конический насадок со всеми параметрами истекающей струи.
Так как в сходящемся коническом сопле (насадке) происходит сжатие потока, то при истечении потока жидкости из сопла эта энергия освобождается, вызывая возмущение потока (струи), т.е. на поверхности вол- ны образуется сильное волнение, не прямолинейность, что резко снижает качество пайки. Для устранения этого эффекта необходимо погасить энергию струи с помощью конического расходящегося насадка с оптимальным углом конусности 8°. Если соединить эти два конических насадка меньшими основаниями получается оптимальный конусный профиль сопла ABC (фиг.З). Величина наименьшего зазора b зависит от емкости ванны, времени пайки и угла наклона печатного узла к горизонту.
Для ванны с припоем массой 150 кг, временем пайки 2 - 3 с и углом наклона печатного узла 6° величина b к 20 - 21 мм,
Нижний сходящийся конический насадок
(АВ) необходим для подъема потока расплавленного припоя из ванны с наименьшими нозмущениями в этом потоке, и максимальной волны с высокой прямолинейностью образующей служит расходящийся кониче0 ский насадок (ВС). Образующая внутреннего профиля сопла представляет собой ломаную линию ABC с перегибом н точке В, и в этой же плоскости расположен наименьший зазор между образующими, Пере5 гиб в точке В, при движении потока расплавленного припоя создает возмущения потока, что сказывается на прямолинейности волны, Для устранения этого всо три точки А,В и С соединяются плавной кривой.
0 В результате получается дуга окружности с очень плавным переходом в точке В, а две такие образующие (дуги) образуют в сечении сопла коноидальное сечение. Это сечение можно рассматривать как два
5 коноидальных насадка (по аналогии с коническими), Наилучшими насадками для истечения жидкости являются коно.идальные. А в сечении сопла получена коноидальная форма канала для истечения жидкости, при0 чем поток истекающей жидкости будет ламинарным, без возмущения поверхности волны. Если соединить точки А и С прямой получится сегмент, а по всей длине сопла это будет цилиндрический сегмент.
5 Оптимальная длина насадка колеблется от 3,5 - 4 диаметров большего основания коноидального насадка (или конического). При длине насадка меньше 3,5 диаметров поток жидкости не успевает полностью за0 полнить насадок, при величине больше 4 существенно возрастают потери на трение и энергия потока.
Для сопла, минимальное расстояние между образующими канал дугами (BE) дол5 жно находится на расстоянии от 3,5 до 4 (СД), Аналогично определяется и величина АК, а прямая АС, соединяющая концы дуг, располагается наклонно к вертикальной оси сопла.
0
Над правой сливной планкой сопла происходит отрыв печатной платы от поверхности волны расплавленного припоя. Используемые металлические планки в со5 плах за счет теплопередачи вызывают снижение температуры припоя на 40 - 50°С, повышая его вязкость, что не позволяет излишкам припоя стекать с поверхности печатной платы. В результате образуется дефект пайки типа перемычки и сосульки.
Для устранении этого паления правую сливную планку выполняют из материала с низким коэффициентом теплопроводности, Планка, например, может быть изготовлена из асбоцементной плиты по ГОСТ 4248-78, нейтральный пластик фторопласт или тон- кал металлическая планка теплоизолированная с нижней стороны минеральной ватой,
Формула изобретения Сопло для подачи расплавленного припоя, содержащее направляющие стенки, or- раничонные торцевыми планками и расположенными у кромки сопла левой и правой славными планками, отличающееся тем, что, с целью повышения качества лужения и пайки и устранения дефектов паяных соединений за счет равномерности геометрических и температурных параметров волны расплавленного припоя,
сопло выполнено в виде двух цилиндрических сегментов, установленных с зазором между поверхностями, образованными дугами сегментов, а прямые, соединяющие концы дуг сегментов, расположены наклонно относительно вертикальной оси сопла, и наименьший зазор между дугами сегментов расположен от верхней кромки сопла на расстоянии от 3,5 до 4 величин зазора между верхними крайними точками сегментов,
причем правая сливная планка выполнена из материала с низким коэффициентом теплопроводности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения и пайки волной расплавленного припоя | 1990 |
|
SU1706790A1 |
| Устройство для пайки и лужения | 1979 |
|
SU963748A1 |
| Устройство для пайки и лужения волной расплавленного припоя | 1988 |
|
SU1588515A2 |
| Устройство для лужения и пайки волной припоя | 1983 |
|
SU1133055A1 |
| Устройство для лужения и пайки | 1987 |
|
SU1489930A1 |
| Способ пайки волной Лысака Л.П. и Лермана Е.А. печатных плат | 1989 |
|
SU1731494A1 |
| Устройство для пайки печатных плат | 1979 |
|
SU1038127A1 |
| Устройство для лужения двусторонних печатных плат | 1989 |
|
SU1620234A1 |
| Устройство для пайки и лужения плат печатных схем | 1959 |
|
SU122793A1 |
| Устройство для пайки деталей | 1982 |
|
SU1087280A1 |

Изобретение относится к устройствам для лужения и пайки и может быть использовано при изготовлении печатных узлов в радиотехнической, электронной и других отраслях промышленности. Цель изобретения - повышение качества лужения и пайки и устранение дефектов паяных соединений за счет равномерности геометических и температурных параметров волны расплавлен- ного припоя. Сопло для подачи расплавленного припоя содержит направляющие стенки, ограниченные торцовыми планками и расположенными у его кромки левой и правой сливными планками, Сопло выполнено в виде двух цилиндрических сегментов, установленных с зазором между выпуклыми поверхностями и наклонно относительно вертикальной оси сопла. Минимальный зазор между дугами сегментов расположен от верхней кромки сопла на расстоянии 3,5 - 4 величин зазора между верхними крайними точками сегментов. Такая конструкция обеспечивает оптимальное движение расплавленного припоя без возмущений, что создает высокую прямолинейность волны припоя. Правая сливная планка выполнена из материала с низким коэффициентом теплопроводности, что сохраняет температуру припоя и обеспечивает оптимальные условия для стекания его с поверхности печатной платы и элементов. 3 ил. сл С
&t/t.-f
.2
I-
/
| Егунов А.В | |||
| и др | |||
| Автоматизация и механизация сборки и монтажа узлов на печатных платах | |||
| М.: Радио и связь | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
