54) УСТРОЙСТВО для ПАЙКИ И ЛУЖЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения и пайки | 1987 |
|
SU1489930A1 |
| Способ облуживания деталей из алюминиевых сплавов | 1976 |
|
SU608623A1 |
| Устройство для лужения и пайки волной припоя | 1982 |
|
SU1261761A1 |
| Устройство для лужения и пайки волной расплавленного припоя | 1990 |
|
SU1706790A1 |
| ЦИЛИНДРИЧЕСКОЕ СОПЛО ВАННЫ ДЛЯ ПАЙКИ ВОЛНОЙ | 1972 |
|
SU328991A1 |
| Устройство для пайки волной расплавленного припоя | 1980 |
|
SU889324A1 |
| Устройство для селективного лужения и пайки | 1982 |
|
SU1053990A1 |
| УСТРОЙСТВО для ПАЙКИ и ЛУЖЕНИЯ ПЛАТ ПЕЧАТНЫХСХЕМ | 1971 |
|
SU313326A1 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
| Способ лужения | 1982 |
|
SU1016097A1 |
Изобретение относится к области пайки, а именно, к технологическим средствам производства радиоэлектронной аппаратуры и предназначено для лужения или пайки радиодеталей, микросхем и печатных плат.
Известно устройство для пайки и лужения волной расплавленного припоя 1 , которое содержит сопло с вырезами, нагнетатель и транспортер. Однако оно не может быть примечено для обслуживания полых деталей по наружному периметру из-за попадания припоя на внутренйие поверхности при окунании их в волну расплавленного припоя, что при такой конструкции недопустимо.
Известно также устройство для пайки волной расплавленного припоя, содержащее ванну с припоем, сопло и нагнетатель. В стенке ванны уста новлен охватывающий сопло стакан с отверстиями в донной части, перекрываеьлыми свободно размещенным на I цилиндрической поверхности сопла соосно с ним диском12.
Однако оно не обеспечивает качественного лужения наружных поверхностей полых детсшей, например кожухов или колпаков, так как возникает необходимость защиты от попадаиия припоя на внутренние поверхности деталей.
Целью изобретения является повышение производительности и качества, пайки.
Поставленная цель достигается тем, что устройство для пайки и лу10жения, содержащее ванну с припоем, сопло и нагнетатель, снабжено насадкой для слива припоя, коаксиально установленной внутри сопла с зазором относительно его стенок и образующей
15 замкнутый по периметру щелевой канал для подачи припоя. Насадка может быть выполнена в виде воронки со сливными патрубками.
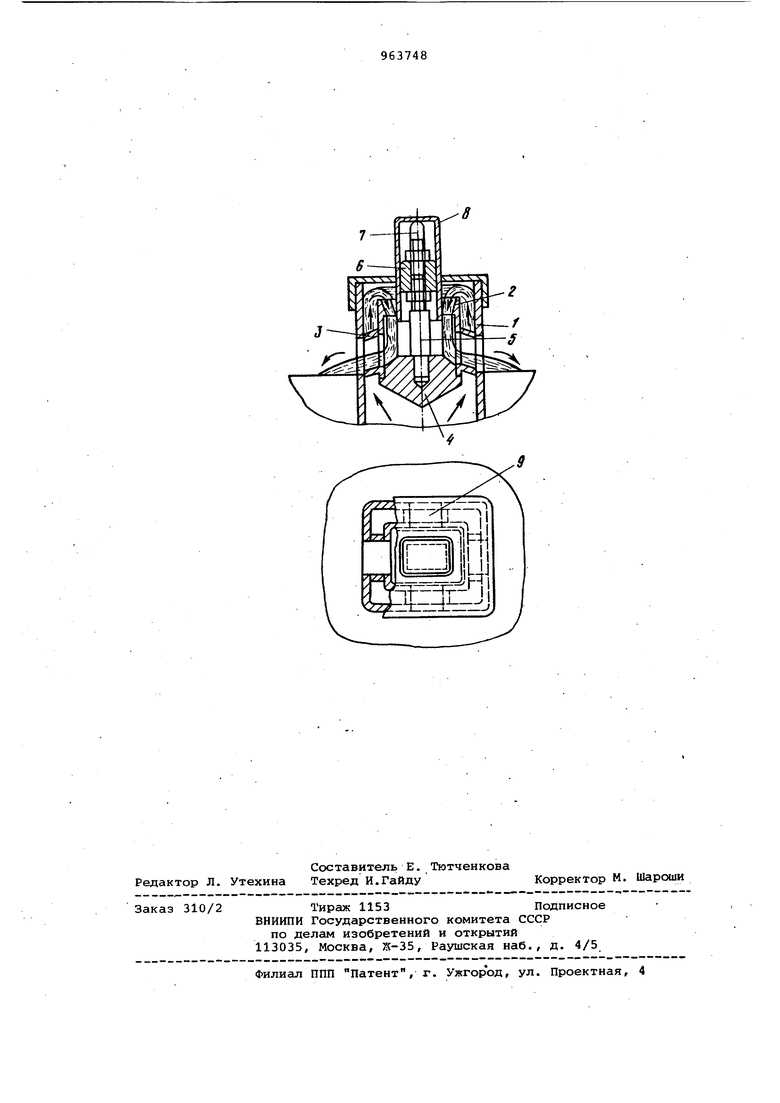
На чертеже показано устройство ,
20 для лужения и пайки, например, колпачков или кожухов в двух проекциях.
Устройство состоит из сопла 1, установленного в ванне .с припоем, в -f. которое подается насосной системой припой (на чертеже не показана) и насадки 2. Насадка выполнена в виде воронки со сливными патрубками 3, размещенными в ее дне, и крепится внутри сопла 1 таким об
30 разом, что образует замкнутый по периметру щелевой канал для подачи припоя. Насадка 2 для слива припоя имеет форму обслуживаемой детали, размеры которой больше размеров детали на толщину круговой волны расплавленного припоя. Дно насадки 2 имеет форму обтекаемой заглушки 4, на кото рой закреплена стойка 5 с направляющей 6 и регулируемым по высоте упором 7. Направляющая б служит для центрирования обслуживаемых деталей относительно замкнутой по перчметру волны расплавленного припоя и имеет в сечении форму внутренних поверхностей кожухов или колпачков 8. Для получения направленного потока замкнутой по периметру волны расплавленного припоя и получения линии соприкосновения припоя с наруж ной поверхностью детали насадка 2 в верхней части имеет направленную кромку для местного сужения сечения ниже которой выполнено расширение. Благодаря этому при установке кожухов или колпачков 8 со скоростью, меньшей, ч:ем скорость истечения свободно подающего припоя в замкнутую по периметру сливную волну с размерами в сечении меньшими, чем размеры обслуживаемой детали не происходит пересечение торцовой поверхности детали со сливной волной припоя, так как деталь как бы догоняет подающую волну. Уменьшение сечения истечения сливной волны припоя по линии соприкосновения наружной поверхности облуживаемой детали с волной припоя практически не влияет на пропускную способность течения припоя, так как при-кратковременном соприкосновении происходит местное увеличение скорости истечения расплавленного припоя. Упор 7 можно регулировать по высоте для получения необходимой высоты облуживания деталей. Устройство сверху закрыто крышкой 9, выполненный из материала, не смачивае мого припоем. Крышка имеет вырез для установки детали и крепится к камере нагнетания. Работает устройство следующим образом. Расплавленный припой от камеры нагнетания поступает в замкнутый по периметру канал, образованный со лом 1 и насадкой 2. В этом канале гасятся гидравлические колебания, имеющиеся в камере. Минуя сливные патрубки 3, припой поднимается ввер и сливается по замкнутому контуру насадки 2, образуя замкнутую по периметру сливную волну расплавленног припоя. В результате этого объем насадки 2 заполняется припоем, кото рый затем выливается через сливные патрубки 3 обратно в ванну. Изменением давления в камере нагнетания получают необходимую по высоте и сечению замкнутую по периметру сливную волну расплавленного припоя для лужения наружных поверхностей кожу- , хов или колпачков без дополнительного предохранения внутренней поверхности деталей от попадания припоя. Предварительно профлюсованные кожухи или колпачки 8 устанавливают пинцетом при помощи направляющей 6 на упор 7 в замкнутую по периметру волну расплавленного припоя, где они прогреваются и облуживаются,. после чего их извлекают. При прохождении кожухов или колпачков после лужения через фигурное отверстие в крышке 9 происходит активное удаление излишков припоя. Устройство можно применить для облуживания всевозможных неполых деталей по наружному периметру с нелуженными торцами без дополнительных устройств для их защиты от попадания расплавленного припоя. Центрирование таких деталей относительно замкнутой по контуру сливной волны расплавленного припоя необходимо производить относительно крышки 9. : Устройство можно переоборудовать для пайки деталей микросхем и печатных плат, сняв крышку и стойку с направляющей. Описываемое устройство позволяет механизировать операцию лужения, повысить качество облуженных поверхностей, значительно повысить производительность и улучшить условия труда. формула изобретения 1.Устройство для пайки и лужения, содержащее ванну с припоем, сопло и нагнетатель, отличающееся тем, что, с целью повышения производительности и качества пайки, устройство снабжено насадкой для слива припоя, коаксиально установленной внутри сопла с зазором относительно его стенок и образующей замкнутый по пер иметру щелевой канал для подачи припоя. 2.Устройство по п. 1, отличающееся тем, что насадка выполнена в виде воронки со сливными патрубками. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 328991, кл. В 23 К 3/06, 01.04.70. 2.Авторское свидетельство СССР 515318, кл. В 23 К 3/06, 08.07.74 (прототип).
ггил:-- : - --тiXП
I
a-3j 1
.
.
.J
