Изобретение относится к средствам для геофизических исследований скважин, а именно к технологии сращивания и ремонта бронированных каротажных кабелей.
. Известен способ сращивания отрезков бронированных каротажных кабелей с применением стыковой электросварки, в котором с целью повышения надежности сращивания и устранения растягивающих сил, действующих на токопроводящие жилы, один из концов кабеля вращивают встречно повиву до образования перекрытия концов встречных проволок, концы проволок сваривают, затем кабель вращают в обратном направлении до исчезновения петель, образовавшихся после сварки, укладывают проволоки верхнего повива с перекрытием концов, сваривают соответствующие концы и протягивают сращенный участок через калибрующее устройство.
Однако, такая технология не в полной мере разрешала проблему получения сростка с прочностью, близкой к прочности целого кабеля. Она оказалась ниже на 20 - 25%,
Известен способ сращивания отрезков бронированных каротажных кабелей, в котором с целью повышения разрывной прочности кабеля в сростке, в промежутки между встречными концами проволок брони приваривают проволочную вставку, подобранную по прочности и профилированную по
XJ Ю Ю XI ГО 00
длине так, что разрывная прочность ее в тонкой части не выше разрывной прочности проволок брони в местах сварки, а допустимое абсолютное удлинение проволок целой брони не менее, чем на величину упругого скольжения сваренных стыков при предельных нагрузках на кабеле, причем вставки располагают вдоль кабеля так, что расстояние между сменными вставками равно или больше удвоенной величины участков проволоки брони у мест сварки. Вваренные вставки в промежутки между встречными проволоками брони предохраняли от разрушения сварные швы при больших нагрузках на кабеле, а после снятия нагрузки возвращали (силой упругости) встречные концы проволок брони в исходное положение.
Если вставки располагать вдоль кабеля достаточно далеко друг от друга, то в сечении против каждой вставки разрывная прочность кабеля снижается лишь на величину понижения прочности вставки в сравнении с прочностью целой проволоки в повиве. Это не сказывается существенно на разрывной прочности кабеля в сростке.
Известен также способ сращивания отрезков бронированных каротажных кабелей, заключающийся в подготовке брони, последующем соединении токопроводящих жил и проволок-брони, укладке брони, при этом участки соединения проволок брони верхнего и нижнего повивов разносят по длине сращиваемого участка кабеля.
По этому способу стыки соединения проволок брони .разносят между собой на расстояние, определяемое по формуле Эйлера
T t
Lf
где Т - сила, действующая на проволоку при растяжении кабеля;
t - сила, необходимая для удержания сварного стыка в неподвижном состоянии;
а- угол захвата, рад, или число витков;
f - коэффициент трения;
е - основание натурального логарифма
и производят термический отпуск участков, проволок вблизи этих стыков, а затем упрочняют сращенный участок кабеля.
Если рассматривать удлинение кабеля в целом, что в каждом сечении брони в местах сварки стыков целые проволоки повивов при некоторой растягивающей нагрузке на кабеле еще будут иметь запас по удлинению, в то время как сварной стык будет разрушен. Это произойдет вследствие того, что металл с более высоким пределом прочности обладает большим абсолютным удлинением, чем металл более прочный.
Это видно из общеизвестной формулы Al -fгдеА - абсолютное удлинение;
о - напряжение в металле;
- длина испытываемого участка; Е - модуль упругости. Поскольку по длине срощенного участка растягивающую нагрузку считаем постоянной, то сварные стыки разрушаются при нагрузке значительно меньшей, чем предельная разрывная для целого кабеля. Поэтому разноска сварных стыков по длине кабеля лишена смысла и не может повысить разрывную прочность сростка.
Термический отпуск участков проволок вблизи стыков, конечно также не дает повышения прочности сростка, а лишь устраняет дефект стыковой сварки - хрупкость сварного стыка.
Цель изобретения-увеличение разрывной прочности кабеля в месте соединения и повышения производительности труда. Цель достигается тем, что в способе соединения отрезков бронированных каротажных кабелей, состоящих из токоведущей части и внутреннего и наружного проволочных слоев, при котором производят подготовку слоев, соединение токоведущей части
и последовательное соединение проволок внутреннего и наружного слоев с помощью электродуговой сварки, проволоки каждого слоя обрезают, располагая стыки встречных концов на приспособлении без зазора в одной плоскости, перпендикулярной оси кабеля, при изгибе кабеля и расположении стыкуемых проволок на внутренней стороне изгиба, их сваривают группами по 2 - 3 проволоки в каждой, при этом поверхность
сварного соединения со стороны токоведущей части кабеля и внешних боковых сторон проволок каждой группы формируют в процессе сварки с помощью приспособления по цилиндрической токоведущей части и
винтовой поверхности, соответствующей наклону и шагу их навива.
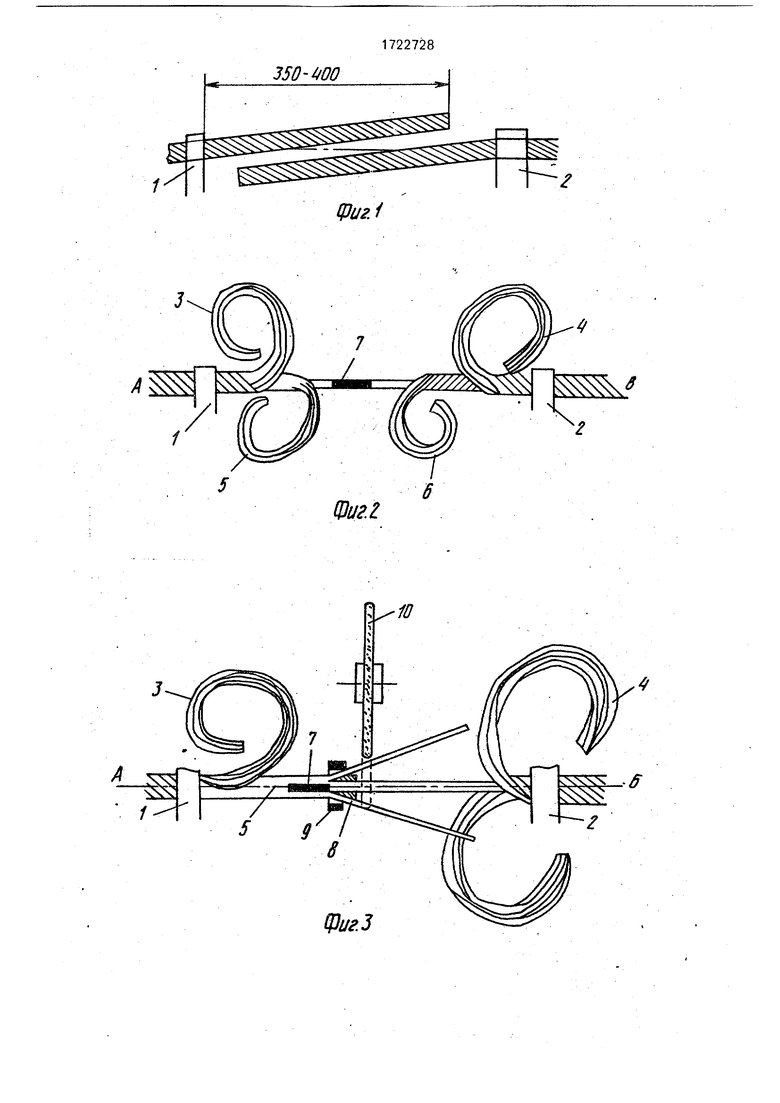
На фиг.1 показано закрепление концов кабеля в зажимах; на фиг.2 - сращивание и
изоляция токоведущих жил кабеля; на фиг.З - обрезка лишних концов проводов левой части внутреннего повива брони; на фиг.4 - обрезка лишних концов проводов правой части внутреннего повива брони; на фиг.5 шлифовка стыка под сварку; на фиг.6 - форма концов проводов; на фиг.7 - сварочное приспособление, в плане; на фиг.З-сварочное приспособление, разрез; на фиг.9 - расчет радиуса изгиба кабеля; на фиг. 10 размеры сварного стыка; на фиг. 11 --размещение стыков в сростке.
Сращивание бронированного кабеля выполняется в следующей последовательности. Предназначенные для сращивания концы кабелей на расстоянии 350 - 400 мм закрепляют в зажимах 1 и 2 приспособления (фиг. 1). Затем, освободив от брони токо- ведущую часть, соединяют, электро- и гидроизолируют известным способом. На фиг.2 показано, что проволоки брони наружного повива 3,4 и внутреннего повива 5 и 6 собраны в объекты, а на открытой токоведущей части.7 осуществлено сращивание проводов и их электро- и гидроизоляции. Сросток токоведущей части кабеля желательно располагать как можно ближе к одной из стоек.
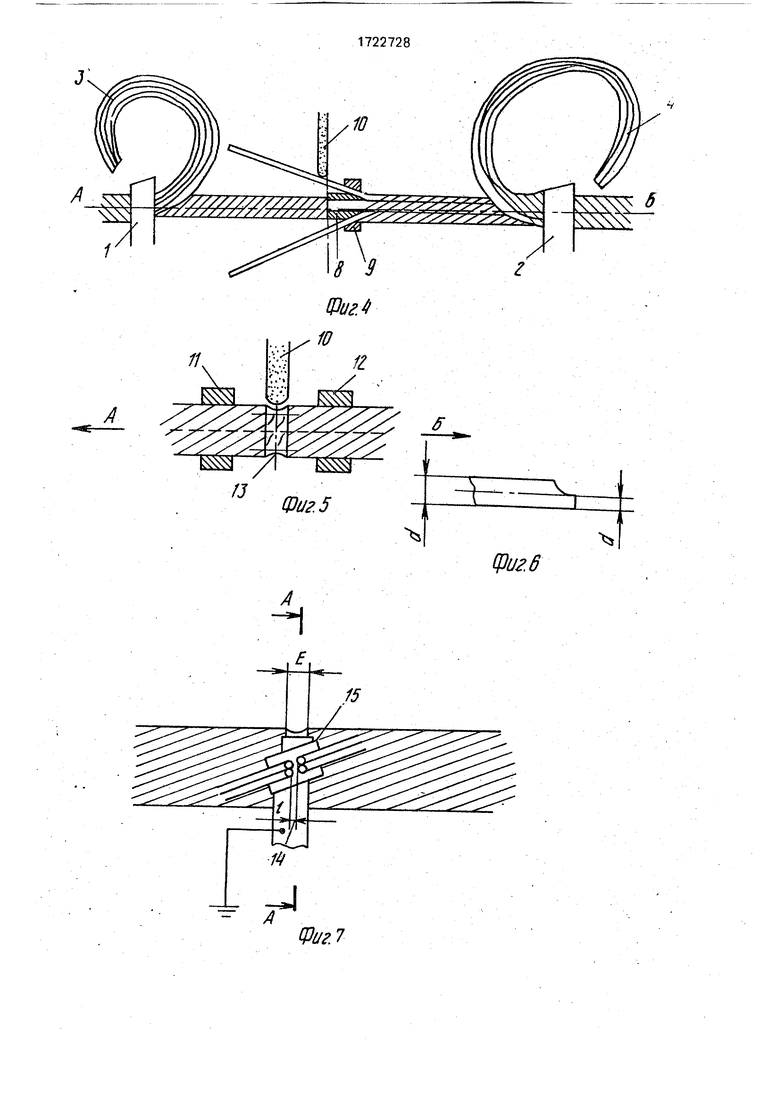
На некотором удалении от края гидро- изоляции 7 токоведущей части кабеля уста- навливают разрезную втулку 8, разматывают проволоки внутреннего повива из бухты 5 и зажимают по верху хомутом 9 (фиг.З). Подводят к зажатым таким образом проволокам внутреннего повива шлифовальный (вулкан ито вы и) круг 10, врезают его и, вращая концы кабеля одновременно в стойках 1 и 2 вокруг оси АБ, отрезают ненужные концы проволок внутреннего повива слева. Переставив и закрепив разрезную втулку 8 и хомут, как показано на фиг.4, обрезают- абразивным инструментом 10 лишние концы проволок брони внутреннего повива справа - со стороны стойки 2, Причем эту операцию выполняют так, чтобы торцы проволок слева и справа подходили один к другому без зазора.
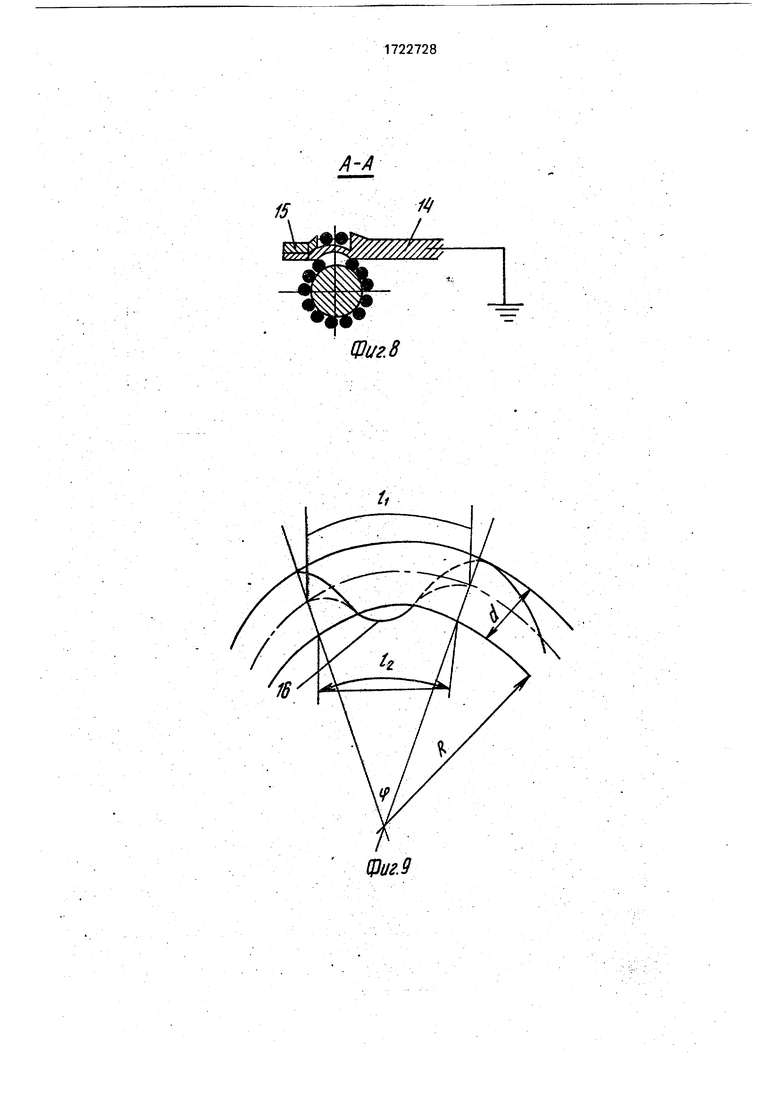
После этого необходимо подготовить торцы проволок для сварки. Для этой цели концы брони внутреннего повива закрепляют хомутами 11 и 12 (фиг.5) и абразивным инструментом 10 при вращении кабеля вокруг оси АБ оформляют на стыке радиусную канавку 13. Эту шлифовку следует выполнять так, чтобы на конце каждой проволоки повива оставалось притупление, равное примерно 1/4 диаметра проволоки (фиг.5). Таким образом, можно считать проволоки внутреннего повива подготовительными для ЭДС. Для этой работы предусмотрено сварочное приспособление, состоящее из неподвижной планки 14 и подвижной 15, выполненных из тугоплавкого материала (фиг.7 и 8). Планка 14 подкладывается под приподнятые, например, две проволоки повива и подвижной планкой 15 могут быть поджаты друг к другу. Однако, следует иметь ввиду, что встречные концы проволок брони в приподнятом состоянии разойдутся, образуется между ними щель I, которая
в последующих парах проверок будет все более и более увеличиваться. Можно ожидать, что эта щель станет недопустимой для сварки, а также если даже заварить эту щель, то это вызовет отклонение (раздвижку) концов проволок брони и нежелательную растяжку токоведущей части кабеля. Чтобы этого не происходило, требуется изгибом кабеля приводить в соприкосновение свариваемые концы проволок, делая это так, чтобы свариваемые концы располагались на внутренней стороне изгиба.
На фиг.9 изображена изогнутая броня кабеля. На участке одного шага повива проволоки брони при изгибе на угол (р сохраняет свою прежнюю длину И, на среднем диаметре. Длина 2 с внутренней стороны изогнутого кабеля будет короче прежней длины Н, чем на прямом кабеле. При реальных размерах кабеля планки 14 сварочного приспособления (фиг.8) концы проволок в приподнятом положении разойдутся примерно на миллиметр. В изогнутом положении кабеля эти концы сомкнутся (фиг.9,
точка 16). После сварки их на выпрямленном кабеле они займут свое первоначальное положение, не вызывая при этом раздвигания стыков на соседних проволоках этого повива брони.
Длина шага повива h на среднем радиусе (фиг.9) равна при изгибе на угол р
h (R+ f)pО)
Длина 2 на внутренней стороне изгиба 2 равна
2 R . р
Чтобы сомкнуть концы проволок в точке 16 надо,чтобы разность
I-I-L2 1 мм,(3)
решая совместно эти уравнения, находят
p i 0 238paA
Р-Ji. М
р 2 0.238 2
100 мм
Здесь данные И 60, d 84 приняты для трехжильного кабеля с наружным диаметром 10,5 мм. Практически можно ожидать
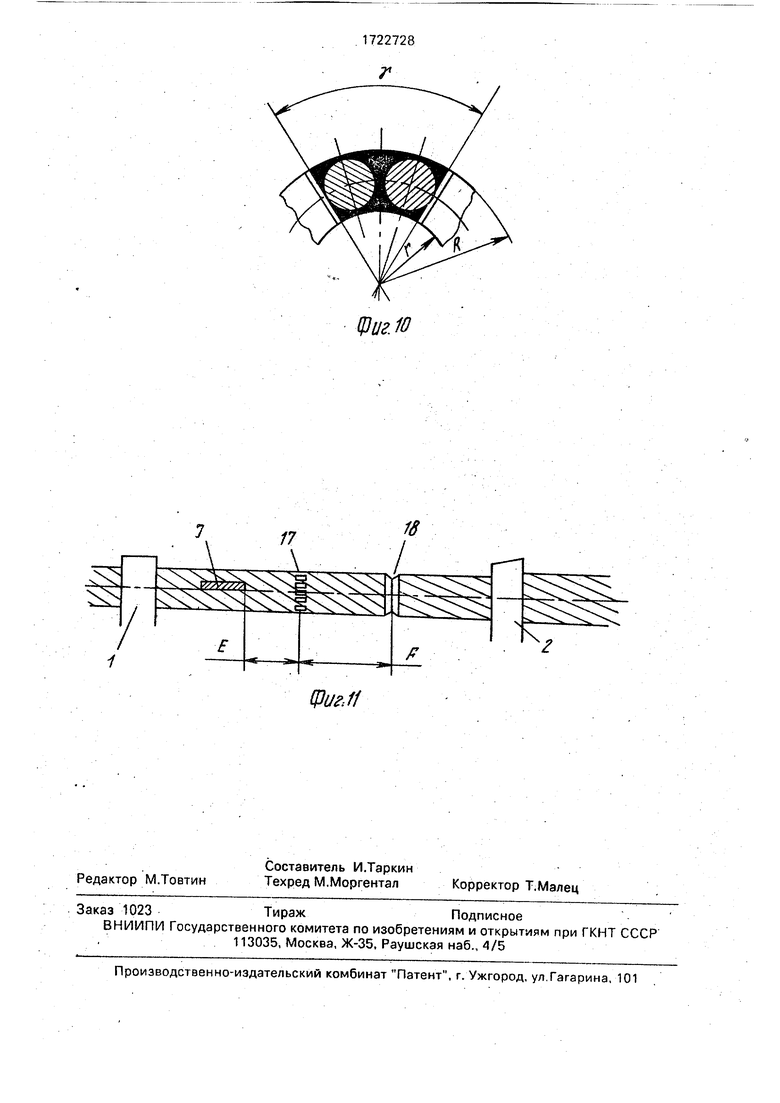
радиус изгиба больше 100 мм, так как стык 16 располагается ближе к центру изгиба, чем расстояние R до поверхности повива брони. Сваренные указанным способом концы проволок повива показаны на фиг. 10.
Сварной шов двух пар смежных проволок брони представляет собой кольцевой сектор, ограниченный радиусами г, R и углом J. В трехжильном кабеле с разрывным усилием 6 т проволоки брони в наружном повиве
имеют диаметр 1,3 мм, В этом случае на сварном участке сечение равно
FI - 2,6 х 1,3 3,38 мм2.
Сечение же двух проволок брони
F2°2
л 1,32
2,66 ммг.
Отношение площадей сечений FI и Fa равно
if fl - 3.38 - 1 qo К F2 2,66
Отношение К 1,32 показывает, что сварной шов на 32% прочнее шва, выполненного стыковой сваркой. Подобно тому, как укладывали, обрезали проволоки брони внутреннего повива как подготавливали шлифовкой стыки под сварку, выполняются работы по подготовке брони наружного повива к сварке.
На фиг. 11 показано, что стыки токоведу- щей части 7 кабеля, сростки 17 внутреннего повива, стыки проволоки брони внешнего повива разнесены по длине кабеля на расстояние Е и F, чтобы избежать скопления сростков в одном месте и некоторого утол- .щения кабеля.
Хотя и предусматривается (для этого имеется технологическая возможность ) шлифовка поверхности сварки по радиусу R, а внутреннюю поверхность по радиусу г формировать св арочным приспособлением, утолщение небольшое в местах сварки все же может образоваться.
Использование предлагаемого способа соединения отрезков бронированных каротажных кабелей позволяет повысить прочность сварных стыков на проволоке брони и, как следствие, повысить разрывную прочность кабеля в сростке; исключить трудоемкую операцию размотки и укладки длинных встречных концов проволок брони и ручную отрезку лишних концов; исключить операции калибровки проволок брони наружного повива - сгон сварочных петель на свободный конец кабеля, применение для этих целей двух лебедок и дополнительного обслуживающего персонала.
По предлагаемому способу соединение отрезков бронированных каротажных кэбелей можно осуществить за 2 - 3 ч работы одного сварщика, вместо нескольких человеко-дней на один стык по известному способу.
Аппаратура для сращивания конструктивно вписывается в габариты небольшого дорожного чемоданчика весом 15-20 кг.что позволяет осуществлять сращивание и ремонт бронированных кабелей в полевых условиях.
Формула изобретения
Способ соединения отрезков бронированных каротажных кабелей, состоящих из
токоведущей части и внутреннего и наруж- ного проволочных слоев, при котором производят подготовку слоев, соединение токоведущей части и последовательное соединение проволок внутреннего и наружного
слоев с помощью электродуговой сварки, отличающийся тем, что, с целью увеличения разрывной прочности кабеля в месте соединения и повышения производительности труда, проволоки каждого слоя
обрезают, располагая стыки встречных концов на приспособлении без зазора в одной плоскости, перпендикулярной оси кабеля при изгибе кабеля и расположении стыкуе- мых проволок на внутренней стороне йзгиба и сваривают группами по 2 - 3 проволоки в каждой, при этом поверхность сварного соединения со стороны токоведущей части кабеля и внешних боковых сторон проволок каждой группы формируют в процессе сварки с помощью приспособления по цилиндрической токоведущей части и винтовой поверхности, соответствующей наклону и шагу их повива,
А
-л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сращивания отрезков бронированных каротажных кабелей | 1980 |
|
SU940118A1 |
| СПОСОБ СРАЩИВАНИЯ ОТРЕЗКОВ БРОНИРОВАННЫХ КАРОТАЖНЫХ КАБЕЛЕЙ | 2002 |
|
RU2239268C2 |
| Способ сращивания отрезков бронированных каротажных кабелей | 1983 |
|
SU1081601A2 |
| Способ сращивания бронированных каротажных кабелей | 1973 |
|
SU486297A1 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН И СПОСОБ ИССЛЕДОВАНИЯ ЭТИХ СКВАЖИН | 1997 |
|
RU2105326C1 |
| ГЕОФИЗИЧЕСКИЙ КАБЕЛЬ ДЛЯ ИССЛЕДОВАНИЯ НАКЛОННЫХ И ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2003 |
|
RU2248594C1 |
| Грузонесущий геофизический кабель для сверхглубоких скважин | 1978 |
|
SU781981A1 |
| ГРУЗОНЕСУЩАЯ МУФТА ДЛЯ ПОГРУЖНОЙ УСТАНОВКИ | 2015 |
|
RU2610965C1 |
| Кабельный наконечник | 2023 |
|
RU2804943C1 |
| "Крутильное устройство машины для | 1975 |
|
SU752508A1 |
Изобретение относится к средствам для геофизических исследований скважин, а именно к технологии сращивания и ремонта бронированных каротажных кабелей. Цель изобретения -увеличение разрывной прочности кабеля в месте соединения и повышение производительности труда. Перед соединением проволоки каждого слоя обрезают, располагая стыки встречных концов на приспособлении без зазора в одной плоскости, перпендикулярной оси кабеля. Это достигается при изгибе кабеля и расположении стыкуемых проволок на внутренней стороне изгиба. После этого проволоки сваривают группами по 2-3 проволоки в каждой. Поверхность сварного соединения со стороны токоведущей части кабеля и внешних боковых сторон проволок каждой группы формируют в процессе сварки с помощью формирующего приспособления, которое располагают по цилиндрической токоведущей части и винтовой поверхности, соответствующей наклону и шагу их навива. Способ позволяет повысить прочность сварных стыков на проволоке брони и разрывную прочность кабеля в сростке, исключить операции калибровки проволок брони наружного навива. 11 ил. (Л С
ФигЛ
Щиг.8
Щиг.9
| Способ сращивания бронированных каротажных кабелей | 1973 |
|
SU486297A1 |
| Способ сращивания отрезков бронированных каротажных кабелей | 1980 |
|
SU940118A1 |
