Изобретение относится ;к области геофизических исследований скважин, а именно, к технологии сращивания бронированных каротажных кабелей. Известно несколько способов сращивания бронированных каротажных кабелей, например, с укладкой проволок брони внахлест и последующим наложением бандажей.
В других способах сращивание кабеля производится путем укладки проволок брони нижнего и верхнего повивов с расчетом, чтобы концы проволок сращиваемых кусков кабелей сходились встык. Концы проволок в стыке закрепляются бандажами. Недостатком известных способов является заметное утолщение в месте соединения и малая долговечность. Утолщение в месте соединения дезорганизует укладку кабеля на барабане п снижает долговечность за счет взаимного проскальзывания проволок брони .при изгибе кабеля на устьевых роликах. Проволоки после изгиба не возвращаются в исходное положение, вследствие чего нагрузка на проволоки брони распределяется неравномерно, -кабель начинает вытягиваться и нарушается прочность изоляции токонроводящих жил.
Цель изобретения - повышение надежности сращивания, а также устранение растягивающих сил, действующих на токопроводящие жилы.
Поставленная цель достт1гается путем прокручивания одного конца кабеля встречно новиву так, чтобы образовался на.хлест с последующим их свариванием стыковой электросваркой, после сварки кабель прокручивают в обратном направлении до исчезновения петель, образовавшихся в результате сварки, укладывают проволоки верхнего повива с перекрытием концов и сваривают их стыковой
электросваркой с последующей калибровкой сращенного участка путем протяжки его через калибрующее устройство.
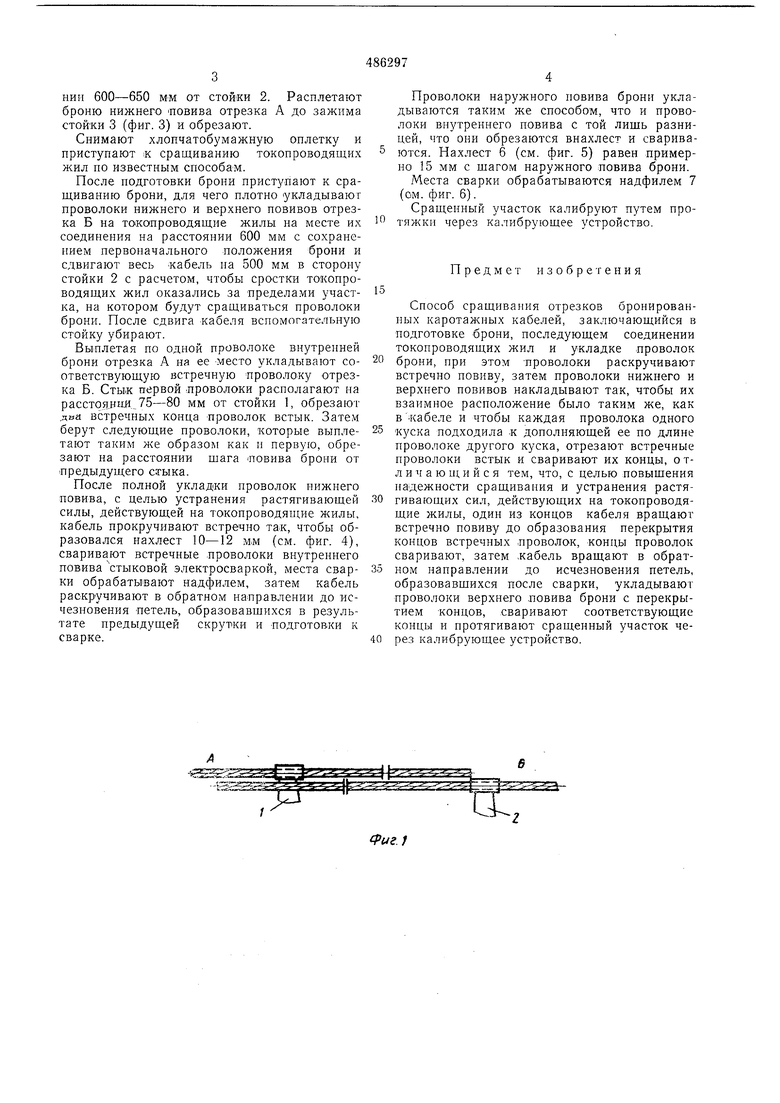
На фиг. 1-6 показана последовательность сращивания кабеля.
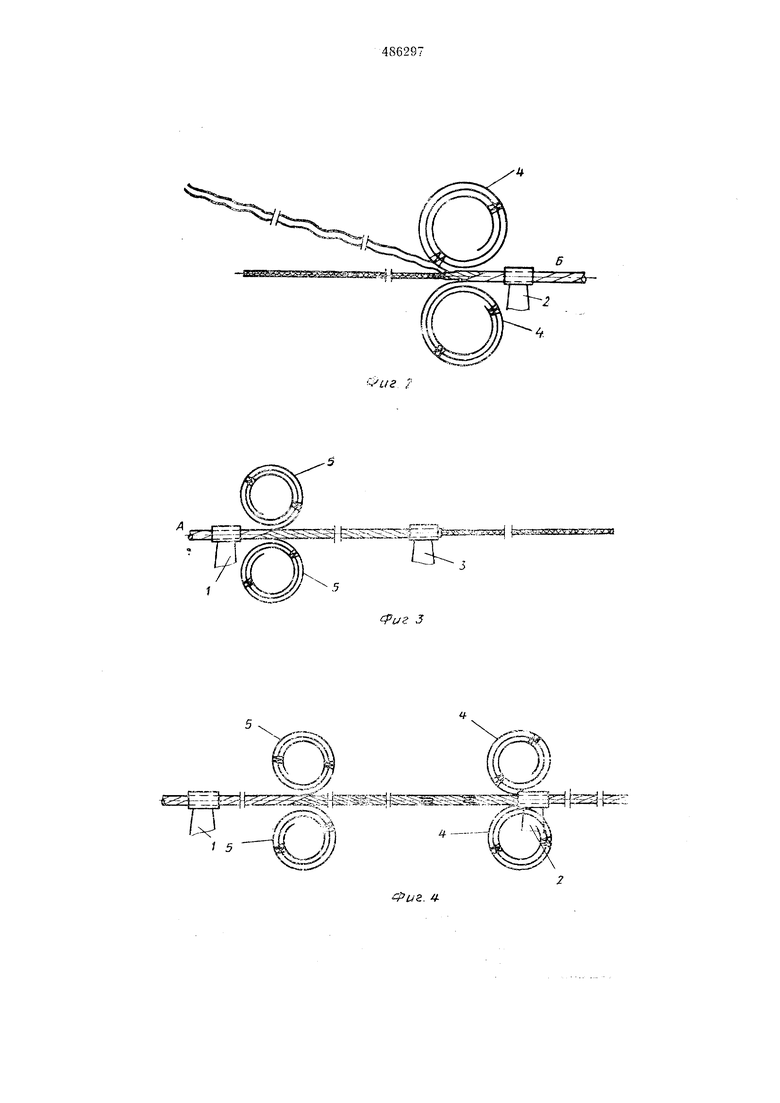
Сращиваемые отрезки кабеля закрепляют в зажимах приспособления на расстоянии 3 и 3,6 М от свободного .конца, причем короткий конец (отрезок А) зажимают в стойке 1, а длинный конец (отрезок Б) зажимают в стойке 2 (см. фиг. 1). Затем проволоки верхнего повива брони разделяют на две равные части, и, окручивая их в бухты 4 и 5 (см. фиг. 2 и 3), расплетают до зажимов в стойках 1 и 2: отрезок А - только верхний новив (см. фиг. 3),
отрезок Б - оба повива (см. фиг. 2), и обрезают токопроводящие жилы на расстоянии 600 мм от стойки 2.
После этого отрезок А с нижним повиво.м броии зажимают во вспомогательной стойке 3
(фиг. 3), которую устанавливают на расстояНИИ 600-650 мм от стойки 2. Расплетают броню нижнего повива отрезка А до зажима стойки 3 (фиг. 3) и обрезают.
Снимают хлопчатобумажную оилетку и приступают iK сращиванию токопроводящих жил по известным способам.
После подготовки брони приступают к сращиванию брони, для чего плотно укладывают проволоки нижнего и верхнего повивов отрезка Б на токопроводящие жилы на месте их соединения на расстоянии 600 мм с сохранением первоначального положения брони и сдвигают весь кабель на 500 мм в сторону стойки 2 с расчетом, чтобы сростки токопроводящих жил оказались за пределами участка, на котором будут сращиваться проволоки брони. После сдвига кабеля вспомогательную стойку убирают.
Выплетая по одной проволоке внутренней брони отрезка А на ее место укладывают соответствующую встречную проволоку отрезка Б. Стык первой лроволоки располагают на расстояний 75-80 мм от стойки 1, обрезают .два встречных конца проволок встык. Затем берут следующие проволоки, которые выплетают таким же образом как и первую, обрезают на расстоянии шага повива бропи от предыдущего стыка.
После полной укладки проволок нижнего повива, с целью устранения растягивающей силы, действующей на токопроводящие жилы, кабель прокручивают встречно так, чтобы образовался нахлест 10-12 м.м (см. фиг. 4), сваривают встречные лроволоки внутреннего повива стыковой электросваркой, места сварки обрабатывают надфилем, затем кабель раскручивают в обратном направлении до исчезновения петель, о.бразовавшихся в результате предыдущей скрутки и подготовки к сварке.
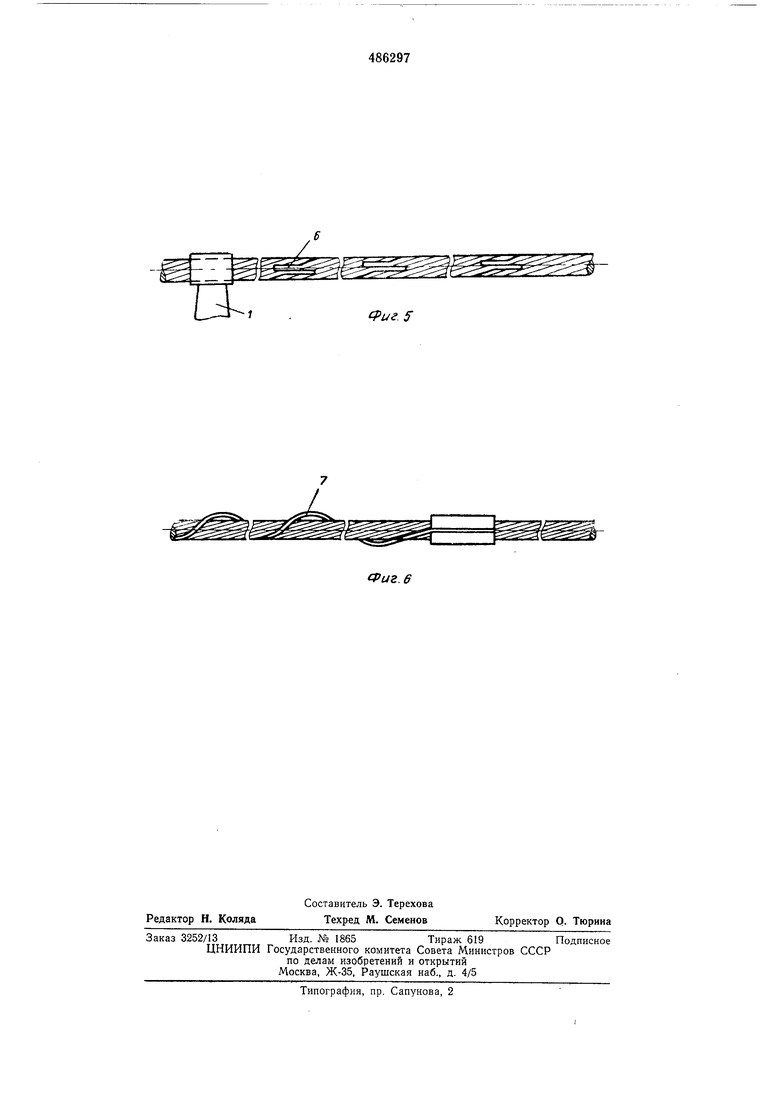
Проволоки наружного повива брони укладываются таким же способом, что и проволоки внзтреннего повива с той лишь разницей, что они обрезаются внахлест и свариваются. Нахлест 6 (см. фиг. 5) равен примерно 15 мм с шагом наружного повива брони.
Места сварки обрабатываются надфилем 7 (ом. фиг. 6).
Сращенный участок калибруют путем протяжки через калибрующее устройство.
Предмет изобретения
Способ сращивания отрезков бронированных каротажных кабелей, заключающийся в подготовке брони, последующем соединении токопроводящих жил и укладке проволок
брони, при этом -проволоки раскручивают встречно повиву, затем проволоки нижнего и верхнего повивов накладывают так, чтобы их взаимное расположение было таким же, как в кабеле и чтобы каждая проволока одного куска подходила к дополняющей ее по длине проволоке другого куска, отрезают встречные проволоки встык и сваривают их концы, отличающийся тем, что, с целью повышения надежности сращивания и устранения растягивающих сил, действующих на токопроводящие жилы, один из концов кабеля вращают встречно повиву до образования перекрытия концов встречных проволок, концы проволок сваривают, затем кабель вращают в обратном направлении до исчезновения петель, образовавщихся после сварки, укладывают проволоки верхнего повива брони с перекрытием концов, сваривают соответствующие концы и протягивают сращенный участок через калибрующее устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СРАЩИВАНИЯ ОТРЕЗКОВ БРОНИРОВАННЫХ КАРОТАЖНЫХ КАБЕЛЕЙ | 2002 |
|
RU2239268C2 |
| Способ соединения отрезков бронированных каротажных кабелей | 1990 |
|
SU1722728A1 |
| Способ сращивания отрезков бронированных каротажных кабелей | 1980 |
|
SU940118A1 |
| Способ сращивания отрезков бронированных каротажных кабелей | 1983 |
|
SU1081601A2 |
| Кабельный наконечник | 2023 |
|
RU2804943C1 |
| ГРУЗОНЕСУЩАЯ МУФТА ДЛЯ ПОГРУЖНОЙ УСТАНОВКИ | 2015 |
|
RU2610965C1 |
| Грузонесущий геофизический кабель для сверхглубоких скважин | 1978 |
|
SU781981A1 |
| Коаксиальный кабель | 1976 |
|
SU616657A1 |
| УЗЕЛ ЗАДЕЛКИ БРОНИРОВАННОГО КАБЕЛЯ | 1992 |
|
RU2037934C1 |
| Способ изготовления подводных бронированных симметричных кабелей связи | 1990 |
|
SU1707628A1 |
IfeSSSSSSfb- j gsssncagssj bsasssESjSs asao
rW:
иг 7
,
иг J
,---- ;. V
, // / - M w-lin.... .Qj; -. ж5т..-,-г.
ii..S; j-5;.. /-//,
fitj Г5
сриг. 5
(fiJZ.6
