СО
с

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ В КОНЦЕВЫХ И ДИАФРАГМЕННЫХ УПЛОТНЕНИЯХ ПАРОВЫХ ТУРБИН | 1973 |
|
SU406024A1 |
| УЗЕЛ КОНЦЕВОГО УПЛОТНЕНИЯ ЦИЛИНДРА ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2174606C2 |
| КОНЦЕВОЕ УПЛОТНЕНИЕ ЦИЛИНДРА ПАРОВОЙ ТУРБИНЫ | 2002 |
|
RU2237812C2 |
| Способ восстановления радиальных зазоров в уплотнениях паровых турбин и устройство для его осуществления | 1974 |
|
SU565105A1 |
| РЕГУЛИРУЮЩАЯ ПОВОРОТНАЯ ДИАФРАГМА РАДИАЛЬНОГО ТИПА С РЕБРОМ ЖЕСТКОСТИ И ГОФРОМ | 2005 |
|
RU2317423C2 |
| НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ПАРОВОЙ ТУРБИНЫ | 2001 |
|
RU2210673C2 |
| ЦИЛИНДР ПАРОВОЙ ТУРБИНЫ | 2000 |
|
RU2196898C2 |
| КОНЦЕВОЕ УПЛОТНЕНИЕ ЦИЛИНДРА НИЗКОГО ДАВЛЕНИЯ ПАРОВОЙ ТУРБИНЫ | 2001 |
|
RU2207440C2 |
| УСТРОЙСТВО УПЛОТНЕНИЯ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ С ЦЕНТРАЛЬНОЙ СИСТЕМОЙ СМАЗКИ | 2002 |
|
RU2242647C2 |
| Торцовое уплотнение | 1978 |
|
SU1028928A1 |
Изобретение относится к технологии ремонта паровых турбин, может быть использовано при восстановлении радиальных зазоров в уплотнениях ротора паровой турбины и позволяет определить величину снимаемого слоя заплечиков сегментов уп- лотнительного кольца, необходимую для восстановления радиальных зазоров уплотнений, используя известные в результате ревизии значения диаметров внутренних расточек диафрагм (обойм) в вертикальной и горизонтальной плоскостях и произведя при этом лишь замеры диаметра ротора и расстояния от вершины уплотнительного гребня по поверхности внутренней расточки диафрагмы (обоймы). Величина снимаемого слоя заплечиков рассчитывается по эмпирическому соотношению. 3 ил., 1 табл.
Изобретение относится к технике ремонта паровых турбин и может быть использовано при восстановлении зазоров в уплотнениях ротора паровой турбины.
Известен способ восстановления радиальных зазоров в концевых и диафрагмен- ных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уплотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, а именно величины отклонения радиального зазора в плоскости торцов каждого сегмента от требуемого номинального зазора. Перед этим проверяют и исправляют центровку диафрагм и обойм уплотнений, снимают верхние половины диафрагм и обойм уплотнений,
укладывают в цилиндр ротор, доводят до требуемой величины боковой (в плоскости горизонтального разъема) радиальный зазор каждого уплотнительного кольца, уменьшая толщину соответствующего за- плечика. Вынимают ротор, укладывают бор- штангу, отцентровав ее в цилиндре аналогично ротору. Последовательно устанавливая верхние половины диафрагм и обойм на нижние, сболчивая горизонтальный разъем и проворачивая борштангу с закрепляемым на ней штырем, щупом измеряют зазор в плоскости торцов каждого сегмента между выбранным гребнем уплотнительного кольца и штырем.
Имея боковой требуемый зазор как базовый, по отношению к нему рассчитывают величину уменьшения толщины заплечиков остальных сегментов.
VI
ю
4
ю о
Последовательно снимают верхние половины обойм и диафрагм, выводят сегменты с пружинами из расточек, на специальном приспособлении обрабатывают заплечики.
Затем, поочередно устанавливая уплот- нительные кольца на место, собирая верхние и нижние половины диафрагм (обойм), контролируют щупом получаемый зазор в плоскости торцов каждого сегмента, при необходимости доводя его до нормы.
Недостатком этого способа, помимо его большой трудоемкости, является то, что все работы, кроме обработки заплечиков, выполняют непосредственно в цилиндре турбины, что задерживает работы по дефектации и ремонту цилиндра и работы по центровке валопровода турбоагрегата.
Известен способ восстановления радиальных зазоров в концевых и диафрагмен- ных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уп- лотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, в том числе диаметра ротора, и размеров расстояний по торцам каждого сегмента от вершины выбранного уплотнительного гребня до мерной втулки центроискателя, для чего собирают нижние и верхние половины диафрагм и обойм уплотнений, устанавливают во внутреннюю расточку на специальных лапках четырехопорный центроискатель и от его мерной втулки, находящейся в центре расточки, замеряют необходимые размеры. Расчетом определяют величину уменьшения толщины заплечиков с учетом припуска на дополнительную обработку гребней - для снятия различных погрешностей, вносимых при осуществлении данного способа. Затем разбирают обоймы (диафрагмы), выводят сегменты с пружинами из расточек, на специальном приспособлении, по данным расчета, обрабатывают заплечики, снова устанавливают на место сегменты и собирают диафрагмы и обоймы. Устанавливают центроискатель, и по изменившимся показаниям замеров контролируют правильность обработки заплечиков, при необходимости дополнительно обрабатывают конкретные заплечики.
После этого собранные диафрагмы и обоймы с уплотнительными кольцами устанавливают на карусельный станок и растачивают гребни уплотнительных колец до требуемого диаметра, снимая припуск. Все операции данного способа выполняются вне цилиндра турбины.
Недостатком этого способа, несмотря на то, что все операции выполняются вне цилиндра турбины, является его большая трудоемкость.
Известен способ восстановления радиальных зазоров в концевых и диафрагмен- ных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уплот0 нительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, в том числе диаметра ротора, размеров расстояний по торцам каждого сегмента от вершины вы5 бранного уплотнительного гребня до поверхности внутренней расточки диафрагмы (обоймы), а также диаметров выбранного уплотнительного гребня в плоскостях, проходящих через торцы каждого сегмента, для
0 чего собирают нижние и верхние половины диафрагм и обойм уплотнений, Имея эти замеры и используя разработанное соотношение (формулу), расчетом определяют величину уменьшения толщины заплечиков с
5 учетом припуска на дополнительную обработку гребней - для снятия различных погрешностей, вносимых при осуществлении данного способа. Затем разбирают обоймы (диафрагмы), выводят сегменты с пружина0 ми из расточек, на специальном приспособлении, по данным расчета, обрабатывают заплечики, снова устанавливают на место сегменты с пружинами, собирают обоймы (диафрагмы) и растачивают гребни уплотни5 тельных колец до требуемого диаметра на карусельном станке, снимая припуск. Все операции данного способа выполняются вне цилиндра турбины.
Недостатком известного способа явля0 ется его большая трудоемкость отчего на сетевой модели капитального ремонта турбины работы по восстановлению зазоров в уплотнениях ложатся на критический путь, т. е. определяют продолжительность ремон5 та.
Цель изобретения - сокращение времени ремонта турбины путем уменьшения трудоемкости работ по восстановлению зазоров в уплотнениях за счет исключения
0 замеров диаметров уплотнительного гребня в плоскостях, проходящих через торцы сегментов, и необходимой для этого сборки диафрагм и обойм уплотнений.
При использовании способа например
5 для турбины К-300-240 ХТГЗ, сокращение времени ремонта составляет 1,25 сут.
Поставленная цель достигается тем, что в способе восстановления радиальных зазоров в концевых и диафрагменных уплотне- ниях паровой турбины при ремонте ее
проточной части путем уменьшения толщины заплечиков сегментов уплотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, в том числе диаметра ротора, размеров расстояний по торцам каждого сегмента от вершины выбранного (взятого в плоскости замера диаметра ротора) уплотнительного гребня до поверхности внутренней расточки диафрагмы (обоймы), замеряют дополнительные геометрические параметры, а именно: диаметры внутренней расточки диафрагмы (обоймы) в горизонтальной и вертикальной плоскостях, используя имеющиеся во время ревизии собранные диафрагмы (обоймы), а величину уменьшения толщины заплечиков определяют из следующего соотношения:
Q Рг +(РВ -Dr)sin2(ff -Ррот oij+12
-drp-hi.H-1+K,(1)
где Si,i+i - величина уменьшения толщины заплечика на i-м и смежном с ним (1+1)-м торце сегментов уплотнительного кольца;
Dr - диаметр внутренней расточки диафрагмы или обоймы уплотнения в горизонтальной плоскости;
DB - диаметр внутренней расточки диафрагмы или обоймы уплотнения в вертикальной плоскости;
(fi - угол между плоскостью i-ro и смежного с ним (i+1)-ro торца сегмента и плоскостью горизонтального разъема диафрагмы или обоймы;
Орот - диаметр ротора в плоскости уплотнительного гребня;
hi.i+1 - размеры расстояний от вершины уплотнительного гребня до внутренней расточки диафрагмы или обоймы в плоскости i-ro и смежного с ним (i+1)-ro торца сегмента;
бтр - требуемый номинальный зазор между уплотнительным гребнем и ротором;
К-технологический припуск на точение уплотнительных гребней на карусельном станке.
Технологический припуск, равный 0,5- 0,8 мм, создается для снятия различных погрешностей, вносимых при осуществлении предлагаемого способа.
Соотношение (1) получено следующим образом:
Su+i ((Зи+1 - up) + К(2)
где 5i,i+i - расчетный зазор в плоскости i-ro и смежного с ним (i+1)-ro торца сегмента. DI - Ррот
5j,j+i
П1.И-1,
(3)
где DJ - расчетный диаметр внутренней расточки диафрагмы или обоймы в i-ой плоско
.сти, определяемый по разработанной эмпирической формуле
Di Dr + (DB - Dr) sin2 p((A)
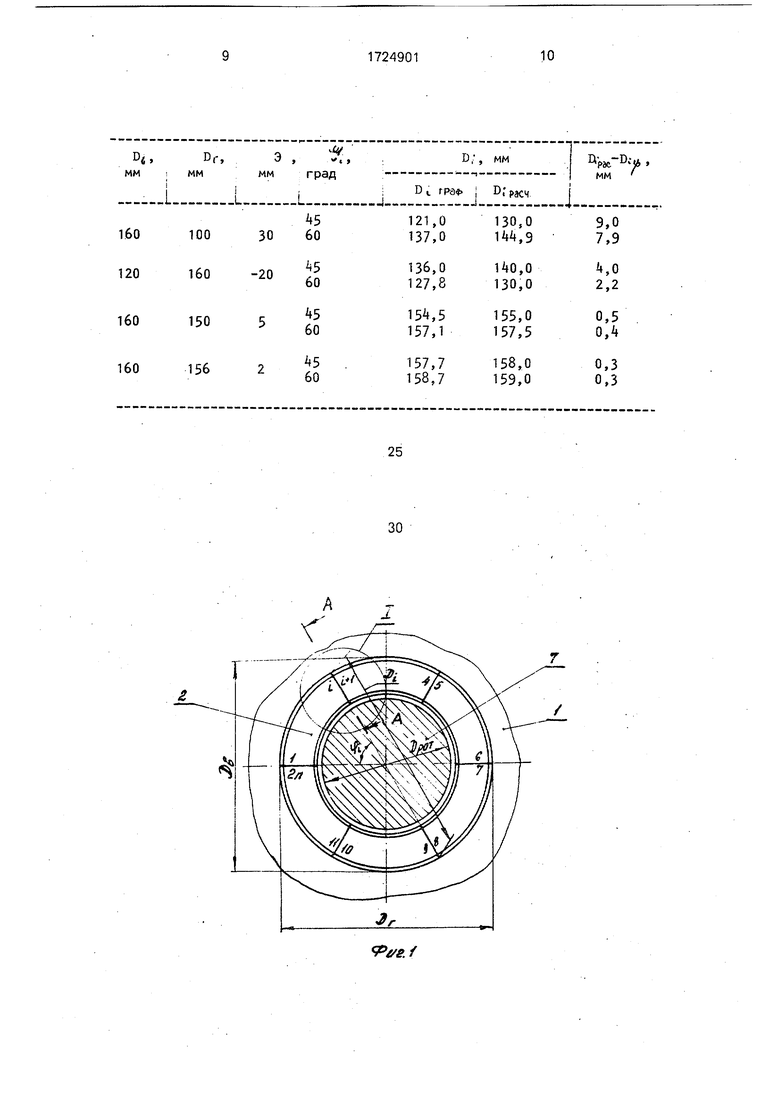
Для проверки приемлемости данной эм- 5 лирической формулы для практических целей сравнивают величины диаметров, рассчитанных по этой формуле и определенных графически, для чего вычерчивают эллипсы по известному методу. 10 Все данные сведены в таблицу, где Э Ов-Ог овальность внутренних расточек: Э .
Для того, чтобы формула (4) удовлетворяла практическим целям, должно выпол- 15 няться следующее соотношение:
(Djpacn - Djrpa f) 2K,
где К - технологический припуск на точение гребней, равный 0,5 - 0,8 мм.
Припуск на точение на одном сегменте 20 равен К, а на диаметре припуск будет уже
2К, т.е.
DjpacH 0|Граф 1,0 MM - 1,6 MM. Допустимая овальность (Э) внутренних расточек обойм (диафрагм) в соответствии с 25 техническими условиями на ремонт турбины не должна превышать 2,0 мм, т. е. I Эдоп I ч 2,0 мм.
Из таблицы видно, что при Э 2,0 мм разность (DipacH Dirpat}) 0,3 мм. что суще- 30 ственно ниже допустимой величины (1,0 - 1,6 мм), т. е. погрешность формулы составляет малую долю от общей погрешности. Можно сделать также вывод о том, что при
3 2,0 мм эта разность будет еще меньше, 35 т. е. формула (3) вполне удовлетворяет практике.
Следовательно, и соотношение для определения величины Si,i+i обработки запле-. чиков, полученное путем подстановки 40 выражений (3) и (4) в (2), также удовлетворяет практике.
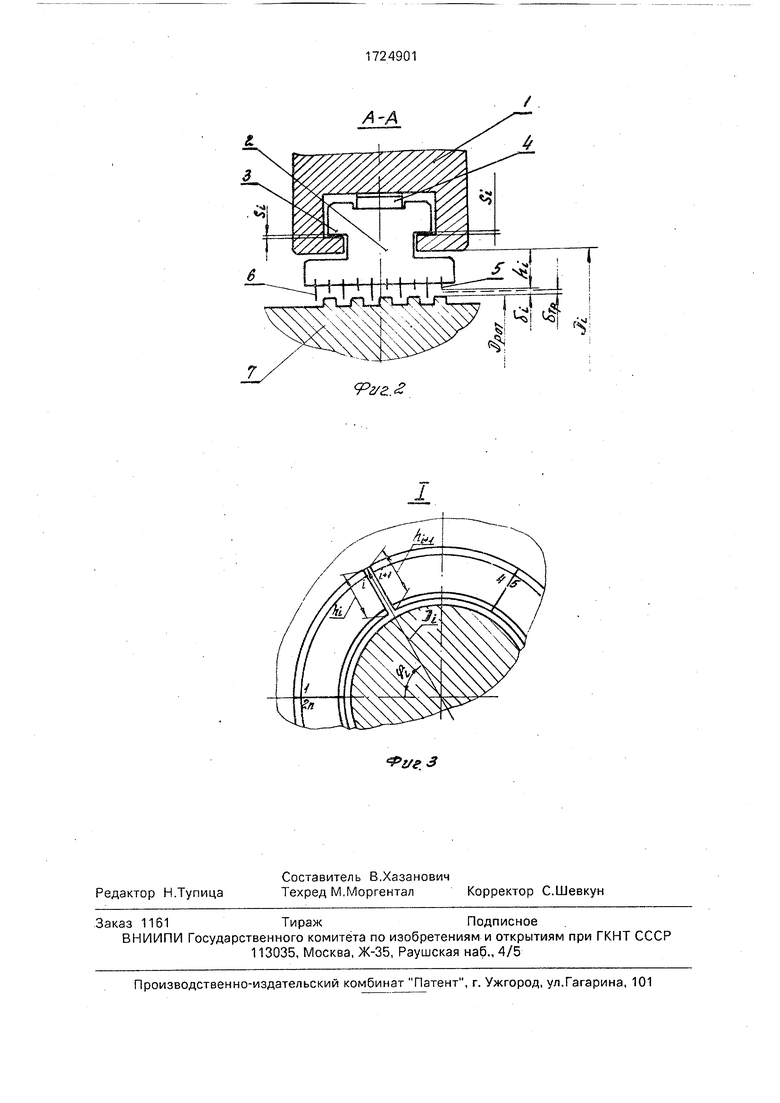
На фиг. 1 показано диафрагменное уплотнение со схемой замеров, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - 45 узел I на фиг. 1.
Уплотнение содержит расположенное в расточке (или расточках) диафрагмы (обоймы) 1 уплотнительное кольцо (или кольца), состоящее из определенного количества 50 сегментов 2, прилегающих заплечиками 3 к диафрагме (обойме) 1 и прижатых к ней пло- . скими пружинами 4. Сегменты 2 снабжены гребнями 5 и 6, образующими с уплотни- . тельной поверхностью (не обозначена) ро- 55 тора 7 необходимый зазор 5тр.
Способ осуществляют следующим образом.
В плоскости, проходящей через один из гребней, например5, уплотнительного коль-.
ца, состоящего из п сегментов 2, измеряют диаметр ротора Ор0т и размер hi (hi,h2...h2n) от вершины этого гребня 5 до поверхности внутренней расточки диафрагмы (обоймы) 1, причем измерение этого размера (hi) произ- водят по обоим торцам каждого сегмента 2.
Перед измерением hi сегменты 2 вместе с пружинами устанавливают в расточки нижних и верхних половин диафрагм (обойм) 1.
Замеры диаметров DB и Dr внутренних расточек диафрагм (обойм) 1 (определяющих овальность этих расточек) выполняют предварительно во время ревизии диафрагм (обойм) - при проверке прилегания нижних и верхних половин обойм (диафрагм) по горизонтальному разъему, для чего нижние и верхние половины собирают между собой.
Определяют толщину снимаемого слоя заплечиков в сопряженных торцах
Орот s,. ,,
Sl,2n „ г - Отр - П1,2п + К,
тж. sin pt 0;
Dr +(DB -Dr)sin2ff2 -Ррот
2,3r,
-dip - h2.3 + K;
S2n-2,2n-1
Dr + ( DB - Dr ) Sin2 p2n-2 Ррот 2
- h2n-2,2n-1 + K;
Обрабатывают заплечики З сегментов 2 на определенную толщину Su+i и растачивают уплотнительные гребни на карусельном станке до требуемого диаметра DTp Ор0т + + 2 (5Тр, снимая припуск К.
Для наиболее распространенного случая (число сегментов ) число сопряженных торцов сегментов .
Измеряютгп, П2...ГЦ2И Dpor, Ds и Dr измеряют ранее при ревизии диафрагмы (обоймы). Из технологического процесса ремонта турбины берут величины р, (pi ... рб, 5тр, К. Рассчитывают Si, $2...Si2.
0
5
0
5
0
5
5
0
Ф о р м у л а и з о б р е т е н и я Способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины при ремонте ее проточной части путем уменьшения толщины заплечиков сегментов уплотнительного кольца, величину которого рассчитывают на основании замеров геометрических параметров, включающих диаметр ротора, расстояния по торцам каждого сегмента от вершины выбранного уплотнительного гребня до поверхности внутренней расточки диафрагмы, о т л и ч а.ю щ и и с я тем, что, с целью сокращения времени ремонта, дополнительно замеряют в горизонтальной и вертикальной плоскостях диаметры внутренних расточек, собранных при ревизии диафрагм, а величину уменьшения толщины заплечиков определяют из соотношения
с Рг + ( DB - Dr ) Sin2 р| - Ррот oi.i+1
- 5тр -hi,i+i+K,
где Si,i+i - величины уменьшения толщины заплечика на i-м и смежном с ним (+1)-м торце сегментов уплотнительного кольца;
Dr - диаметр внутренней расточки диафрагмы или обоймы уплотнения в горизонтальной плоскости;
DB - диаметр внутренней расточки диафрагмы или обоймы уплотнения в вертикальной плоскости;
(р - угол между плоскостью i-ro и смежного с ним (i+1)-ro торца сегмента и плоскостью горизонтального разъема диафрагмы или обоймы;
Орот - диаметр ротора в плоскости уплотнительного гребня;
hi,j+1 - размер от вершины уплотнительного гребня до внутренней расточки диафрагмы или обоймы в плоскости i-ro и смежного с ним (i+1)-ro торца сегмента;
5тр требуемый номинальный зазор между уплотнительным гребнем и ротором;
К-технологический припуск на точение уплотнительных гребней.
9V./
Фг/еЗ
| СПОСОБ ВОССТАНОВЛЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ В КОНЦЕВЫХ И ДИАФРАГМЕННЫХ УПЛОТНЕНИЯХ ПАРОВЫХ ТУРБИН | 0 |
|
SU406024A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
