Изобретение относится к ремонту и восстановлению подземного оборудования, в частности к восстановлению насосных штанг.
Известен способ ремонта изделий нефтепромыслового оборудования с резьбовыми соединениями, согласно которому производят отрезку непригодного к эксплуатации резьбового соединения по упорному бурту, затем осуществляют приварку трением новой заготовки, после чего выполняют ступенчатую механическую обработку упорного бурта.
Однако такой способ непригоден для восстановления штанг с искривленной осью и штанг, оборванных в средней части, а кроме того, при осуществлении способа не исключается несоосность тела штанги и ее резьбовой части и требуется удаление грата, что обусловлено использованием такой операции как сварка трением, в результате чего прочность сварочного соединения равна 0,7-0,8 прочности тела штанги.
Целью изобретения является повышение качества ремонта за счет исключения хладноломкости металла насосных штанг.
Насосные штанги изготавливаются из высоколегированных хромо-никель-молибдено-ванадиевых сталей, например стали марки 15Х2НМФА или 20ХН2М, относящихся к теплоустойчивым сталям с ограниченной и плохой свариваемостью, требующим при сварке специальную термическую обработку и предварительный сопутствующий подогрев до температуры 150-200оС.
В связи с этим для исключения холодного трещинообразования при сварке таких высоколегированных сталей без предварительной и последующей термообработки изделий необходимо снизить на значительную величину степень легированности в сварном шве. Эта задача решена путем создания сварной ванны из низколегированных и высоколегированных составляющих сварного соединения, для чего в предлагаемом способе используют конструктивные элементы из малоуглеродистой стали -кольца и центрирующую муфту, что позволяет производить сварку соединяемых частей обычными методами, например низкоуглеродистыми электродами в среде защитных газов.
При этом одновременно с помощью муфты осуществляют центрирование соединяемых частей. Кроме того, в процессе эксплуатации восстановленных штанг центрирующая муфта выполняет роль протектора, защищающего внутренние стенки насосно-компрессорных труб от износа, а кольца могут выполнять функцию подэлеваторного бурта в процессе спуско-подъемных операций.
На чертеж представлена восстановленная насосная штанга, где 1, 2 - соединяемые годные участки штанги, на соответствующих концах 3, 4 которых нарезают резьбу; 5 - центрирующая муфта; 6, 7 - кольца; 8, 9 - сварные швы на соединяемых участках 1 и 2; Z - зазоры между кольцами 6, 7 и муфтой 5; ϕ - углы скоса торцов колец 6 и 7 и муфты 5 на кромки сварных швов 8 и 9; l - длина резьбовых концов 3, 4.
Способ реализован следующим образом.
Восстановлению подвергаются несоосные штанги, имеющие два вида дефектов, а именно: искривление оси тела по отношению к резьбовой части в переходной зоне и обрыв тела штанги в любой ее части.
В первом случае отрезают искривленную часть тела штанги, во втором - оборванные концы штанг.
Отрезку можно осуществлять на любых типах отрезных станков. Далее на концах 3, 4 участков 1, 2, подлежащих соединению, нарезают резьбу длиной, в оптимальном случае равной 1,75 диаметра тела штанги.
Затем на концы 3, 4 по скользящей посадке насаживают кольца 6, 7, выполненные из малоуглеродистой стали, например Ст10, Ст20, имеющие скос на кромку сварного шва под углом порядка 60о к поверхности штанги. После отсутствующей подготовки к сварке (зачистка, обезжиривание) резьбовые концы свинчивают с муфтой 5, также изготовленной из Ст10, Ст20 и имеющей на торцах скосы на кромки сварных швов. Между торцами колец 6, 7 и муфты 5 устанавливают необходимый зазор Z, величина которого зависит от применяемых сварочных электродов и числа накладываемых швов. Например, при использовании электродов типа СВО8Г2С зазор устанавливают величиной 3-4 мм. Муфта и кольцо образуют сварную ванну, а их соединение в результате сварки образует сварной замок глубиной 1,5-2,0 мм. При этом обеспечивается понижение на значительную величину степени легированности путем перемешивания в процессе сварки одной части высоколегированной стали (штанги, выполненной из стали 15Х2НМФА) и трех частей низкоуглеродистых составляющих: муфты, кольца (Ст10, Ст20 и т. п. ) и электрода СВО8Г2С.
Сварку осуществляют известным способом, например в защитном слое углекислого газа, сварочной проволокой диаметром 1,2-1,6 мм при скорости вращения штанги при сварке примерно 1 об/мин (±0,25 об/мин) в зависимости от диаметра свариваемой штанги. (56) Авторское свидетельство СССР N 1229302, кл. E 21 B 17/00, 24.11.83.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления насосно-компрессорных труб | 1987 |
|
SU1775262A1 |
| ЛОВИТЕЛЬ ШАРИКОВЫЙ ДЛЯ ЛОВЛИ ОБОРВАННОГО КОНЦА ШТАНГ В ЭКСПЛУАТАЦИОННОЙ КОЛОННЕ | 2009 |
|
RU2393328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| КОМБИНИРОВАННЫЙ ЛОВИТЕЛЬ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2267598C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ С ИЗНОШЕННЫМИ РЕЗЬБОВЫМИ СОЕДИНЕНИЯМИ | 1990 |
|
RU2021090C1 |
| СПОСОБ МОНТАЖА УСИЛИВАЮЩЕЙ МУФТЫ НА ДЕФЕКТНЫЙ СТЫК ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2000 |
|
RU2165345C1 |
| Насосно-компрессорная труба с теплоизоляционным покрытием | 2022 |
|
RU2780036C1 |
| БЛОК ЦЕНТРИРОВАНИЯ НАСОСНЫХ ШТАНГ | 2012 |
|
RU2534268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2020 |
|
RU2748194C1 |
| СПОСОБ СВАРКИ ТРУБ ПЕЧЕЙ ПИРОЛИЗА В ПРОЦЕССЕ ПРОВЕДЕНИЯ РЕМОНТНЫХ РАБОТ | 2007 |
|
RU2361709C1 |
Использование: ремонт и восстановление подземного оборудования скважин, в частности ремонт штанг с искривленной осью и штанг, оборванных по телу в процессе эксплуатации. Сущность изобретения: на соединяемых годных участках штанг нарезают резьбу и устанавливают кольца. Соединяют эти участки с помощью резьбовой центрирующей муфты и затем осуществляют сварку торцов муфты и колец с телом штанги. Кольца и муфта изготовлены из малоуглеродистой стали и имеют разделку для сварки. 1 ил.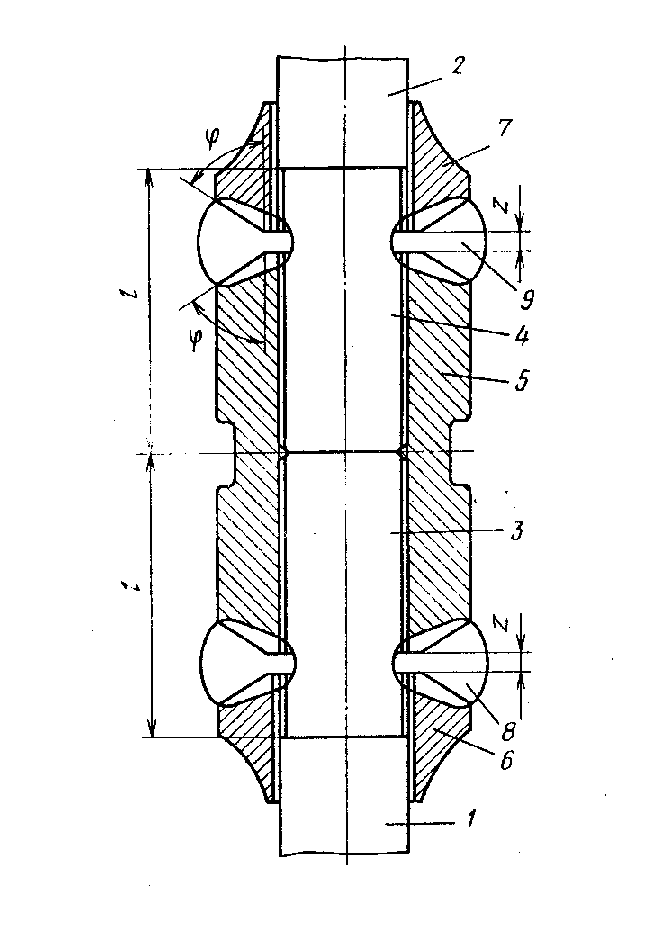
СПОСОБ РЕМОНТА НАСОСНЫХ ШТАНГ, включающий отрезку дефектного участка и последующую сварку годных участков, отличающийся тем, что, с целью повышения качества ремонта за счет исключения хладноломкости металла штанг, в сварном шве на соединительных концах годных участков нарезают резьбу, устанавливают кольца из малоуглеродистой стали с разделкой для сварки, а соединение концов осуществляют посредством резьбовой центрирующей муфты, также изготовленной из малоуглеродистой стали, имеющей разделку для сварки, муфту с кольцами устанавливают с зазором, затем осуществляют сварку торцов муфты и колец с телом штанги.
