(Л
ОО
оо сд
00
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сферического шарнира | 1990 |
|
SU1726143A1 |
| АКСИАЛЬНО-ПЛУНЖЕРНЫЙ НАСОС | 2000 |
|
RU2190125C2 |
| Аксиально-плунжерный насос | 1987 |
|
SU1421895A1 |
| НАТЯЖНОЕ УСТРОЙСТВО | 2005 |
|
RU2388952C2 |
| СФЕРИЧЕСКИЙ ШАРНИР | 2008 |
|
RU2362920C1 |
| Поршневая группа аксиально-плунжерной гидромашины | 1987 |
|
SU1421894A1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU314670A1 |
| АКСИАЛЬНО-ПЛУНЖЕРНЫЙ НАСОС | 1990 |
|
RU2030631C1 |
| АВТОМАТИЧЕСКАЯ СЦЕПКА ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2007 |
|
RU2347702C1 |

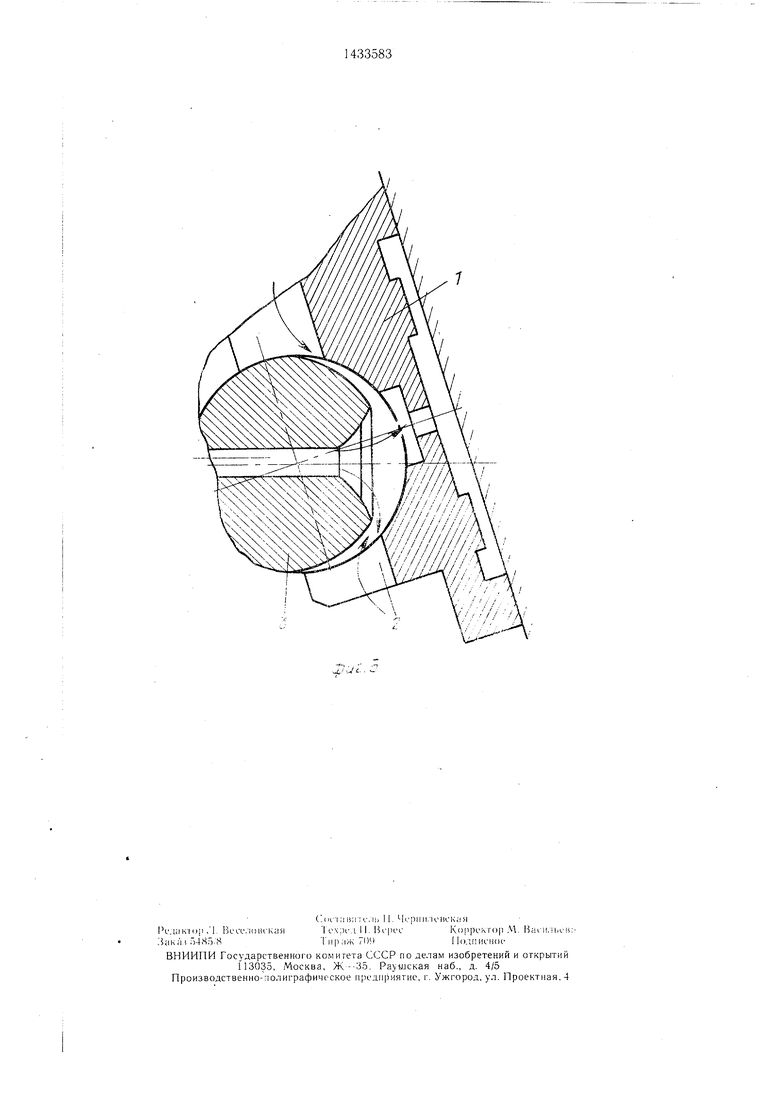
Изобретение относится к машиностроению и может быть использовано для изготовления шарнирных соединений деталей машин. Цель изобретения,- повышение надежности и долговечности шарнира. Это достигается за счет того, что перед заваль- цовкой подпятника 1 по сферической головке плунжера 3 в подпятнике выполняют прямоугольные сквозные прорези (П) 2 (в количестве 2-4) с закруглением в нижней части. Для определения глубины и ширины П 2 приведены расчетные зависимости. П 2 служат для выноса продуктов износа трущихся поверхностей и для смазки замковой части подшипника. 5 ил.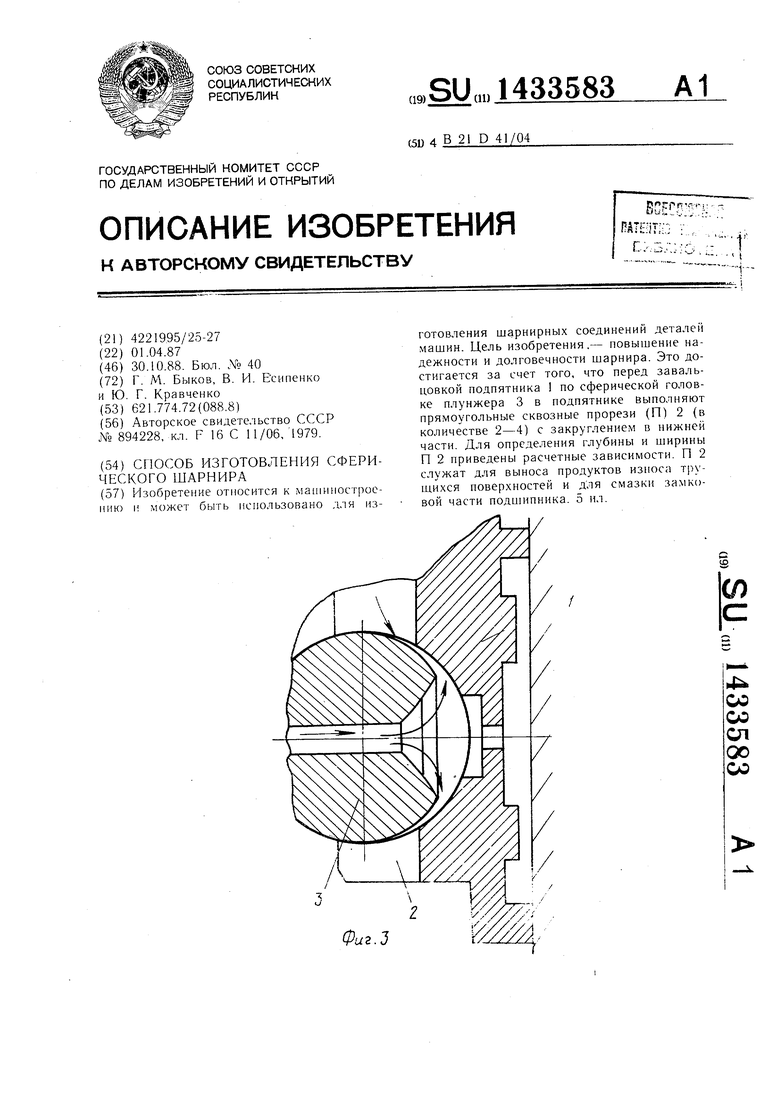
Изобретение относги. и , .jci.iiiiiiocTpoe- нию и может быть .it;,i(jB:iHO д.чя изго- тои.чения ларнирных соединений деталей ма- 1НИН, например д.мя соедмнення нодпятника с н.лунжером к акгна;1Ы1(-110р1нневых гидро- ман1ииах.
Целью изобретения ж.ляется новь н1ение дол1Ч)вечности и надежности работы сфери- ческ(го иарнира.
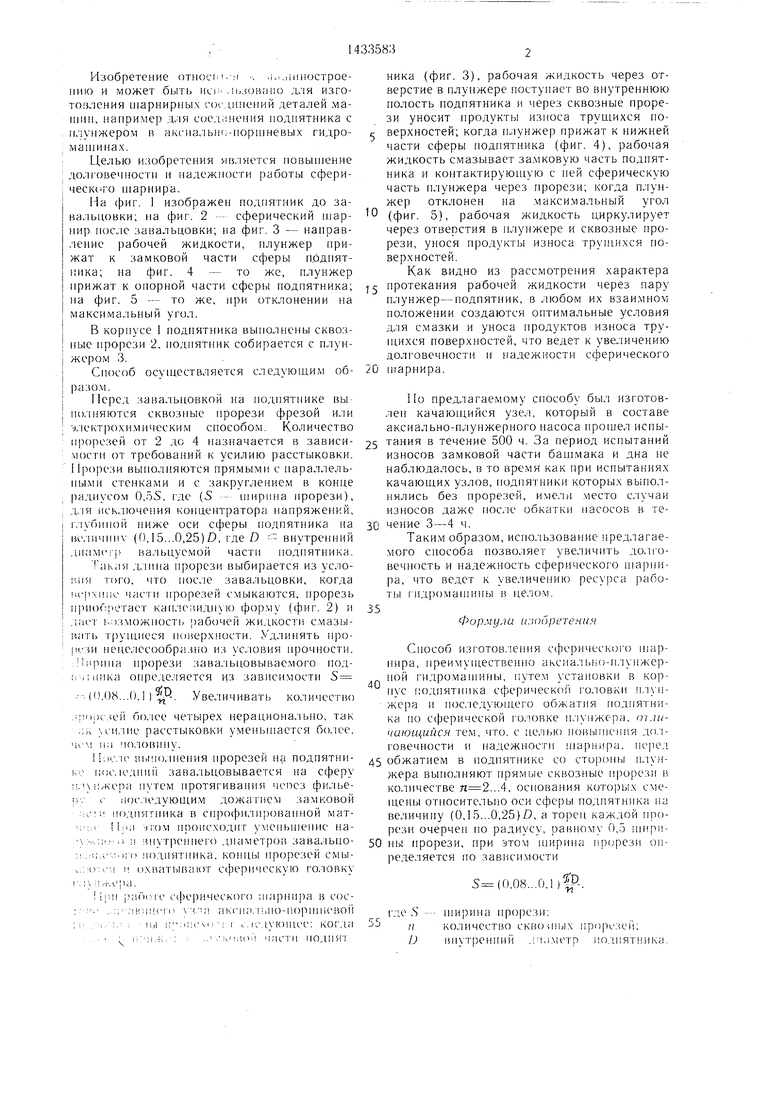
На (|эиг. 1 изображен подпятник до за- ва. 1ыи)вки; на фиг. 2 - сферический Hiap- нир носле завальцовки; на фиг. 3 - направление рабочей жидкости, плунжер нри- жат к замковой части сферы подпятника; па фиг. 4 - то же, плунжер прижат к опорной части сферы подпятника; на фиг. 5 - то же, при отклонении на максимальный угол.
В корпусе 1 подпятр{ика выполнены сквозные прорези 2, подпятник собирается с жером 3.
Способ осу1цестЕ1ляется следующим образом.
Перед завальповкой па подпятнике вы но.-щяются сквозные прорези фрезой или :)лектрохн.мическим способом. Количество прорезей от 2 до 4 назначается в зависимости от требований к усилию расстыковки. Прорези вынолняются прямыми с параллель- пыми стенками и с закруглением в конце |1аднусом 0,55, Г де (S - ширина прорези), дли нск.лючения копцептратора напряжений, |,1убниой ниже оси сферы подпятника па величину ((),15...0,25)D, где D - -- впутренний .uiaM( : вальцуе.мой части подпятника.
Такая длина прорези выбирается из условия того, что после завальцовки, когда ш рхнпо части прорезей смыкаются, прорезь нриобjteTaeT ка1и е;1идную форму (фиг. 2) и дас ьпзможность рабочей жидкости с.мазы- 1,;ггь труни1еся поверхности. Удлинять нро- |и зи нецелесообразно из условия нрочпости. :MiipnHa прорези завальцовываемого под- |чмшка опреде.ляется из зависимости S
---(().08...O.I I
;D
n
Увеличивать количество
,;р ):.я .ieii oo. iee четырех перациона,льно, так .:;ч силие расст)1ковки уменынается бо.лее. Mi-M на чо.довину.
:,1С,:о иьпюлпения прорезей на подпятнике нос. 1сдн1и 1 завальцовывается па сферу ;. /кера путем нротягивапия чепез филье- jr- г пос.ледующим дожатием замковой :i-:s од11ят1н-1ка в спрофилнровапной мат- ;:;: Ь,1 -)том происходит уменьп1енне на- ,;; м зпутренне1 о диаметров завальцо- :: .:i;;i .)Г() ио.чиятника, концы прс))езей смы- ..:ч):1,1 oxiuiTbiBaioT сферическую головку . ; ; /ксра.
iir: jiaooiT (.-(ерического ;нарнира в сос::: ..:: : i-:;| |C i 1 , : ,1 ЬНО-НОрН| НОВОЙ
;i i :.: I 1Ы i; v iiic м м I .к-дующес: ког.ла ; ; : ,. : масти ноднит
кика (фиг. 3), рабочая жидкость через отверстие в плунжере ностунает во внутреннюю полость подпятника и через сквозные прорези уносит продукты износа трущихся по- верхностей; когда плунжер прижат к нижней части сферы подпятника (фиг. 4), рабочая жидкость смазывает за.мковую часть подпятника и контактирующую с ней сферическую часть плунжера через нрорези; когда плунжер отклонен на макси.мальпый угол
0 (фиг. 5), рабочая жидкость циркулирует через отверстия в плунжере и сквозные прорези, унося нродукты износа трупшхся поверхностей.
Как видно из рассмотрения характера
5 протекания рабочей жидкости через пару плунжер-подпятник, в любом их взаи.мном положении создаются оптимальные условия для смазки и уноса продуктов износа трущихся поверхностей, что ведет к уве.личению дол1-овечпости п надежности сферического
0 Н1арнира.
По предлагаемому способу был изготов- .леп качаюпшйся узел, который в составе аксиально-плунжерного насоса нрошел испы5 тания в течение 500 ч. За период испытаний износов замковой части бащ.мака и дна не наблюдалось, в то время как при испытаниях качающих узлов, подпятники которых выполнялись без прорезей, име.лн место случаи износов даже после обкатки насосов в те0 чение 3-4 ч.
Таким образом, исно.льзование предлагае- .мого способа нозволяет увеличить долговечность и надежность сферического Н1арни- ра, что ведет к увеличению работы гидроманпшы в целом.
5
Формула и:11)бретения
Способ изготов.ления с(})ерического Hiap- impa, преимущественно акснально-н,л л1жер- ной гидро.ма1нитз1, liyTCM установки в кор- нус .гюднятника сферической головки нлун- жера и нос.ледующего обжатия нодпятника но с(()ерической головке н,лупжера, (пли- чающийся тем, что. с целью по1 Ы1неь:Г|Я дп, |- говечности и надежности парнира. nepe.i
5 обжатием в подпятнике со стор(. плунжера выполпяют прямые сквозные прорези в количестве ...4, оеповапия которых сме- щещи отноеителыю оси сферы подпятника на величину (0,15...0,25)D, а торец каждой прорези очерчен по радиусу, равному 0,5 нири0 ны прорези, при 5том гпирина нрорези определяется по зависимости
5(0.08...0,1)|Р-.
Н1ирина нро|)езн:
ко;|ичество cKBOiHbix пр()|Н зей:
внут)енний .ч.кметр 1О.чнятника.
17
L
7
фиг 2
фиг.1
| Способ изготовления шарового шарнира | 1979 |
|
SU894228A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
