Изобретение относится к промышленности производства строительных материалов, в частности к технологическому оборудованию для уплотнения строительных смесей в форме.
Цель изобретения - повышение качества изделий путем двусторонних регулируемых по амплитуде ударных импульсов с компенсацией отскока при ударах удерживающими импульсами электромагнитных
сил и последующим регулируемым по частоте виброформованием.
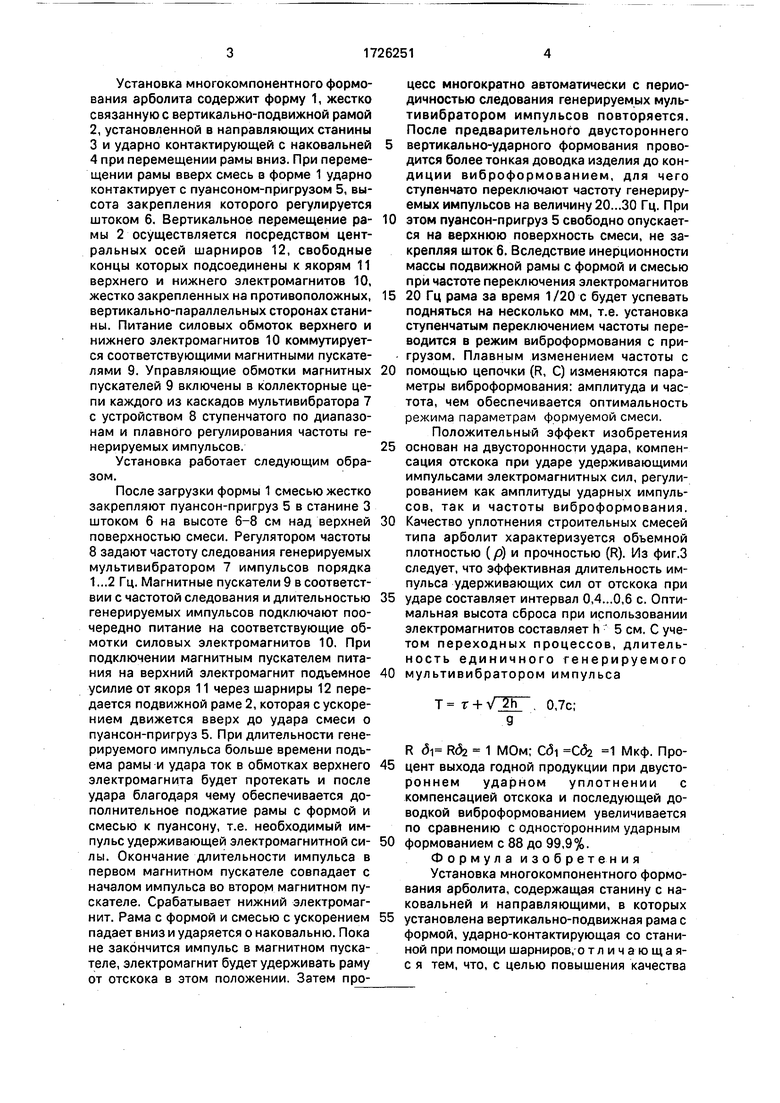
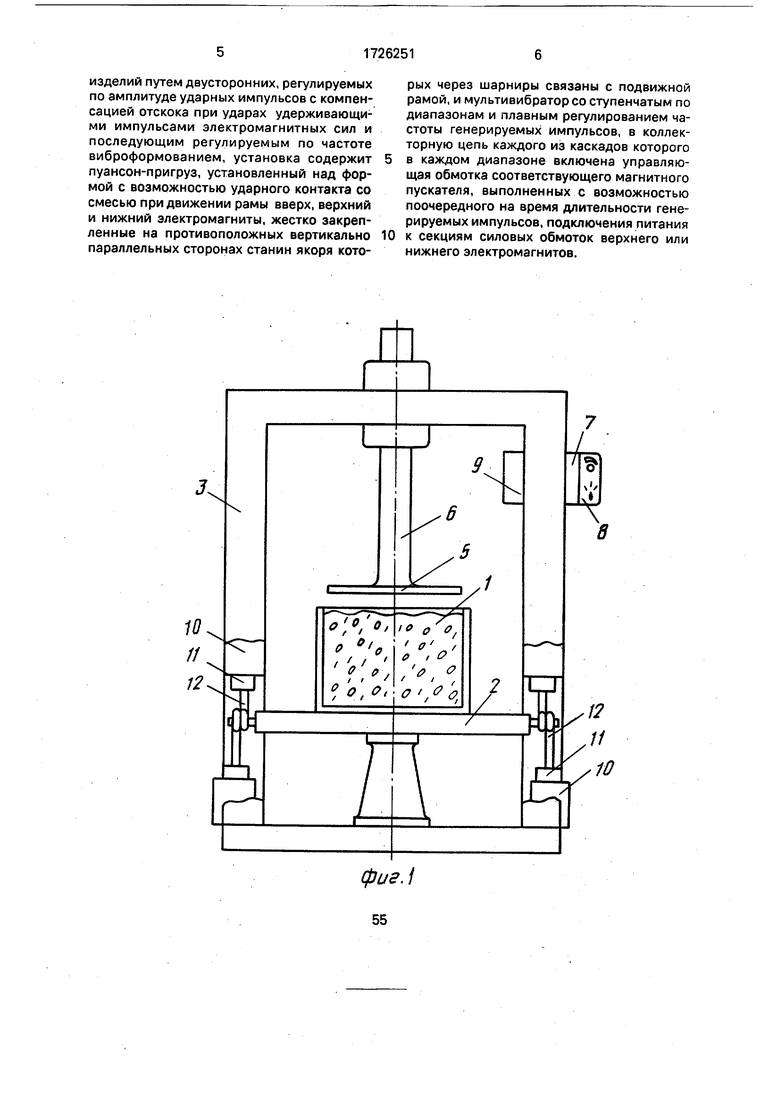
На фиг.1 представлена установка, общий вид; на фиг.2 - электрическая схема установки; на фиг.З - график, характеризующий зависимость объемной плотности (р) и прочности (R) образцов от длительности (г) импульсов силы, удерживающей раму от отскока после удара.
Установка многокомпонентного формования арболита содержит форму 1, жестко связанную с вертикально-подвижной рамой 2, установленной в направляющих станины
3и ударно контактирующей с наковальней
4при перемещении рамы вниз. При перемещении рамы вверх смесь в форме 1 ударно контактирует с пуансоном-пригрузом 5, высота закрепления которого регулируется штоком 6. Вертикальное перемещение ра- мы 2 осуществляется посредством центральных осей шарниров 12, свободные концы которых подсоединены к якорям 11 верхнего и нижнего электромагнитов 10, жестко закрепленных на противоположных, вертикально-параллельных сторонах станины. Питание силовых обмоток верхнего и нижнего электромагнитов 10 коммутируется соответствующими магнитными пускателями 9. Управляющие обмотки магнитных пускателей 9 включены в коллекторные цепи каждого из каскадов мультивибратора 7
с устройством 8 ступенчатого по диапазонам и плавного регулирования частоты генерируемых импульсов.
Установка работает следующим образом.
После загрузки формы 1 смесью жестко закрепляют пуансон-пригруз 5 в станине 3 штоком б на высоте 6-8 см над верхней поверхностью смеси. Регулятором частоты 8 задают частоту следования генерируемых мультивибратором 7 импульсов порядка 1...2 Гц. Магнитные пускатели 9 в соответствии с частотой следования и длительностью генерируемых импульсов подключают поочередно питание на соответствующие обмотки силовых электромагнитов 10. При подключении магнитным пускателем питания на верхний электромагнит подъемное усилие от якоря 11 через шарниры 12 передается подвижной раме 2, которая с ускорением движется вверх до удара смеси о пуансон-пригруз 5. При длительности генерируемого импульса больше времени подъема рамы и удара ток в обмотках верхнего электромагнита будет протекать и после удара благодаря чему обеспечивается дополнительное поджатие рамы с формой и смесью к пуансону, т.е. необходимый импульс удерживающей электромагнитной си- лы. Окончание длительности импульса в первом магнитном пускателе совпадает с началом импульса во втором магнитном пускателе. Срабатывает нижний электромагнит. Рама с формой и смесью с ускорением падает вниз и ударяется о наковальню. Пока не закончится импульс в магнитном пускателе, электромагнит будет удерживать раму от отскока в этом положении. Затем процесс многократно автоматически с периодичностью следования генерируемых мультивибратором импульсов повторяется. После предварительного двустороннего вертикально-ударного формования проводится более тонкая доводка изделия до кондиции виброформованием, для чего ступенчато переключают частоту генерируемых импульсов на величину 20...30 Гц. При этом пуансон-пригруз 5 свободно опускается на верхнюю поверхность смеси, не закрепляя шток 6. Вследствие инерционности массы подвижной рамы с формой и смесью при частоте переключения электромагнитов 20 Гц рама за время 1 /20 с будет успевать подняться на несколько мм, т.е. установка ступенчатым переключением частоты переводится в режим виброформования с при- грузом. Плавным изменением частоты с помощью цепочки (R, С) изменяются параметры виброформования: амплитуда и частота, чем обеспечивается оптимальность режима параметрам формуемой смеси.
Положительный эффект изобретения основан на двусторонности удара, компенсация отскока при ударе удерживающими импульсами электромагнитных сил, регулированием как амплитуды ударных импульсов, так и частоты виброформования. Качество уплотнения строительных смесей типа арболит характеризуется объемной плотностью (/о) и прочностью (R). Из фиг.З следует, что эффективная длительность импульса удерживающих сил от отскока при ударе составляет интервал 0,4...0,6 с. Оптимальная высота сброса при использовании электромагнитов составляет h 5 см. С учетом переходных процессов, длительность единичного генерируемого мультивибратором импульса
Т т +
0,7с;
R 3i R& 1 МОм; C(52 1 Мкф. Процент выхода годной продукции при двустороннем ударном уплотнении с компенсацией отскока и последующей доводкой виброформованием увеличивается по сравнению с односторонним ударным формованием с 88 до 99,9%.
Формула изобретения Установка многокомпонентного формования арболита, содержащая станину с наковальней и направляющими, в которых установлена вертикально-подвижная рама с формой, ударно-контактирующая со станиной при помощи шарниров, о тличающая- с я тем, что, с целью повышения качества
изделий путем двусторонних, регулируемых по амплитуде ударных импульсов с компенсацией отскока при ударах удерживающими импульсами электромагнитных сил и последующим регулируемым по частоте виброформованием, установка содержит пуансон-пригруз, установленный над формой с возможностью ударного контакта со смесью при движении рамы вверх, верхний и нижний электромагниты, жестко закрепленные на противоположных вертикально параллельных сторонах станин якоря кото0
рых через шарниры связаны с подвижной рамой, и мультивибратор со ступенчатым по диапазонам и плавным регулированием частоты генерируемых импульсов, в коллекторную цепь каждого из каскадов которого в каждом диапазоне включена управляющая обмотка соответствующего магнитного пускателя, выполненных с возможностью поочередного на время длительности генерируемых импульсов, подключения питания к секциям силовых обмоток верхнего или нижнего электромагнитов.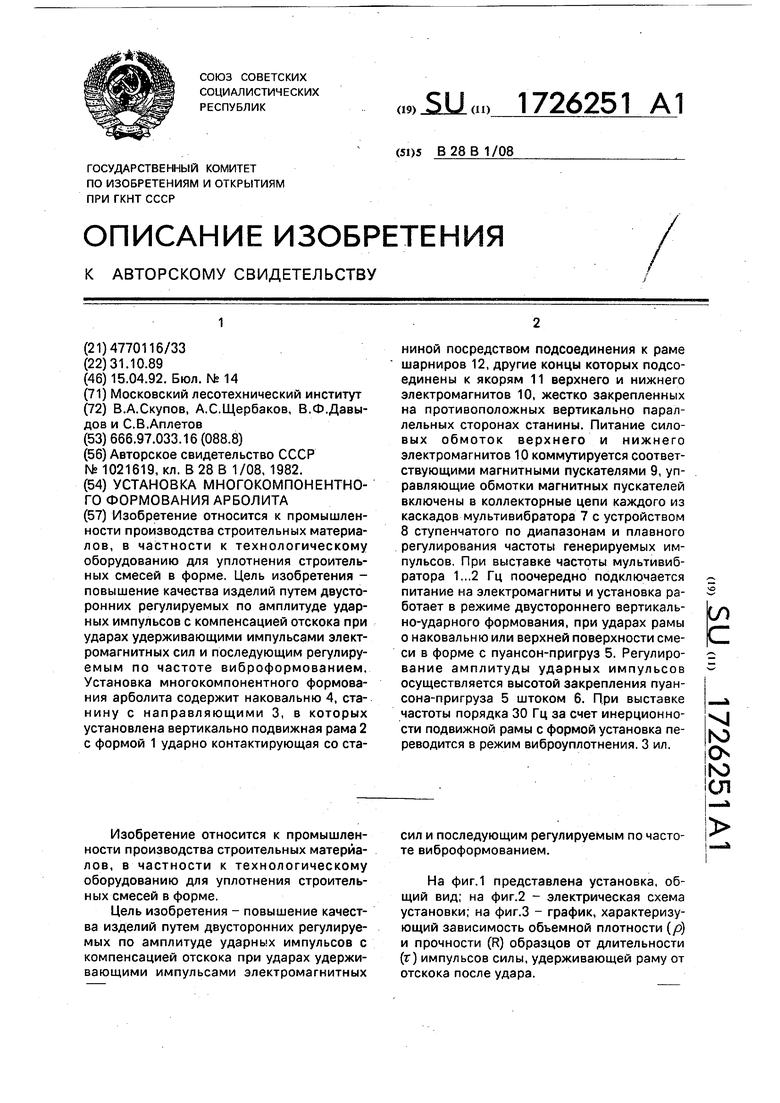
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка формования блоков из арболита | 2015 |
|
RU2607683C1 |
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2106246C1 |
| Устройство для уплотнения строительных смесей | 1989 |
|
SU1726248A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2036788C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045398C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2242358C1 |
| Устройство для уплотнения изделий из бетонных смесей в форме | 1984 |
|
SU1238970A2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
Изобретение относится к промышленности производства строительных материалов, в частности к технологическому оборудованию для уплотнения строительных смесей в форме. Цель изобретения - повышение качества изделий путем двусторонних регулируемых по амплитуде ударных импульсов с компенсацией отскока при ударах удерживающими импульсами электромагнитных сил и последующим регулируемым по частоте виброформованием. Установка многокомпонентного формования арболита содержит наковальню 4, станину с направляющими 3, в которых установлена вертикально подвижная рама 2 с формой 1 ударно контактирующая со станикой посредством подсоединения к раме шарниров 12, другие концы которых подсоединены к якорям 11 верхнего и нижнего электромагнитов 10, жестко закрепленных на противоположных вертикально параллельных сторонах станины. Питание силовых обмоток верхнего и нижнего электромагнитов 10 коммутируется соответствующими магнитными пускателями 9, управляющие обмотки магнитных пускателей включены в коллекторные цепи каждого из каскадов мультивибратора 7 с устройством 8 ступенчатого по диапазонам и плавного регулирования частоты генерируемых импульсов. При выставке частоты мультивибратора 1...2 Гц поочередно подключается питание на электромагниты и установка работает в режиме двустороннего вертикально-ударного формования, при ударах рамы о наковальню или верхней поверхности смеси в форме с пуансон-пригруз 5. Регулирование амплитуды ударных импульсов осуществляется высотой закрепления пуан- сона-пригруза 5 штоком 6. При выставке частоты порядка 30 Гц за счет инерционности подвижной рамы с формой установка переводится в режим виброуплотнения. 3 ил. СО С vi ю о го ел
10,
12фиг.
55
кг/ц
8QOJ 700600500
5,7 a2 0.3 ОЛ 0,5 0,6 0,7 Фие.З
.-г
| Устройство для уплотнения бетонных смесей в форме | 1982 |
|
SU1021619A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
