Заявляемое техническое решение относится к области производства строительных материалов, в частности к технологическому оборудованию для производства строительных блоков из арболита.
Известно устройство для формования арболита, содержащее контактирующий с наковальней рабочий орган, установленные на наковальне роликовые упоры и контактирующие с ними вертикальные направляющие, закрепленные на рабочем органе, матрицу на поддоне, установленную на рабочем органе, и механизм вертикальных перемещений рабочего органа, при этом оно снабжено опорными стойками, закрепленными на рабочем органе с проушинами и фиксаторами для осей съемного пуансона-пригруза, размещенными в проушинах посредством упругих втулок, двуплечими рычагами с роликами на концах одних из его плеч, при этом рычаги жестко закреплены на осях и размещены с внутренней поверхности стоек, блоком управления механизмом вертикальных перемещений, а также в устройстве осуществляется программируемое по времени регулирование мощности ударных импульсов, объема внешней механической энергии, расходуемой на один цикл формования и импульсов силы, компенсирующих отскок (патент на изобретение №2002613, МПК В28В 1/08, дата публикации 15.11.93, «Устройство для формования арболита»).
Применение в известном устройстве мостового крана для установки пуансона-пригруза в двухрежимном цикле формования увеличивает время одного цикла формования, что приводит к снижению производительности устройства формования.
Применение ручного труда на каждом цикле формования, в частности при загрузке арболита, формовании и выгрузке готовых блоков, а также прерывистый характер работы устройства, снижают производительность устройства для формования арболита.
Использование в известном устройстве мостового крана для (при) распалубки готовых блоков снижает производительность работы устройства формования арболита.
Прототипом данного технического решения является устройство для формования блоков из арболита, содержащее форму, над которой соосно с ней размещен пуансон, снабженный силовым приводом, под формой размещен ударный возбудитель, кинематически связанный с ней, при этом устройство снабжено размещенной над пуансоном опорной плитой и установленным на ней вибратором, кроме того, оно снабжено устройством изменения вертикального размера формуемых блоков, выполненного в виде заменяемых вставок, размещенных между пуансоном и опорной плитой, а также устройством ограничения хода пуансона, выполненным в виде боковых упоров, закрепленных на опорной плите с возможностью взаимодействия с верхним краем формы (патент на полезную модель №113195, МПК В28В 1/08, дата публикации 10.02.2012, «Устройство для формования блоков из арболита»).
Наличие в данном устройстве электропривода, выходной вал которого снабжен кулачком, ведет к перегрузке и перегреву электродвигателя в случае чрезмерного вертикального усилия поджима арболитовой смеси сверху опорной плитой с пуансоном-пригрузом, что приводит к снижению надежности работы устройства.
Кроме того, недостатком данного устройства является невысокая производительность пресса, определяемая временем прессования одного арболитового блока и значительным временем установки, фиксации, расфиксации, снятия пресс-формы.
Задача заявляемого технического решения заключается в повышении производительности и надежности работы установки для формования блоков из арболита.
Поставленная задача решается благодаря тому, что установка формования блоков из арболита, содержащая устройство перемещения пресс-форм, устройство загрузки арболитовой смеси в пресс-форму, устройство трамбования арболитовой смеси в пресс-форме, устройство распалубки строительного блока из пресс-формы, в которой устройство перемещения пресс-форм выполнено в виде платформы карусельного типа, по периметру которой, за ее пределами, установлены устройства загрузки, трамбования и распалубки, при этом устройство загрузки снабжено механизмом ударно-возвратных колебаний относительно оси роликовых вертикальных направляющих пресс-формы, выполненным в виде рычага, связанного с пневмоцилиндром и поводком, закрепленным на оси роликовых вертикальных направляющих пресс-формы, шарнирно связанной с траверсой на позиции загрузки пресс-форм; в устройстве трамбования на роликовых вертикальных направляющих установлен трамбовочный стол, связанный с нижним вертикальным линейным пневмоприводом, с возможностью вертикального возвратно-поступательного трамбующего движения стола, а прижимная плита кинематически связана с верхним линейным вертикальным пневмоприводом.
Размещение пресс-форм одновременно в трех позициях, в каждой из которых производится своя технологическая операция - загрузка, трамбовка и распалубка, обеспечивает непрерывность работы установки, что увеличивает производительность ее работы.
Использование платформы карусельного типа устройства перемещения пресс-форм повышает производительность установки, т.е. экономит время на подготовительных операциях по загрузке арболитовой смеси и распалубке готового арболитового блока благодаря быстрому перемещению пресс-форм и исключению их фиксации на каждом цикле работы.
Исключение ручного труда и уменьшение человеческого фактора в работе установки, т.е. фактически автоматизация работы установки, приводят к повышению производительности ее работы.
Механизм ударно-возвратных колебаний обеспечивает равномерное распределение арболитовой смеси в пресс-форме на позиции загрузки, что повышает качество изделия - арболитового блока при обеспечении высокой производительности установки.
В устройстве трамбования встречное вертикальное воздействия от пневмоцилиндра прижимной плиты и пневмоцилиндра трамбовочного стола обеспечивают надежную работу устройства трамбования, предохраняя конструкцию от поломок.
Применение роликовых вертикальных направляющих, с помощью которых установлены пресс-формы на поворотной платформе, обеспечивает повышение надежности работы установки.
Наличие отличительных признаков в заявляемом техническом решении позволяет сделать вывод о его соответствии условию патентоспособности «новизна».
Существенные признаки заявляемого изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждена на примере конкретного осуществления.
Сущность технического решения поясняется техническими рисунками, где
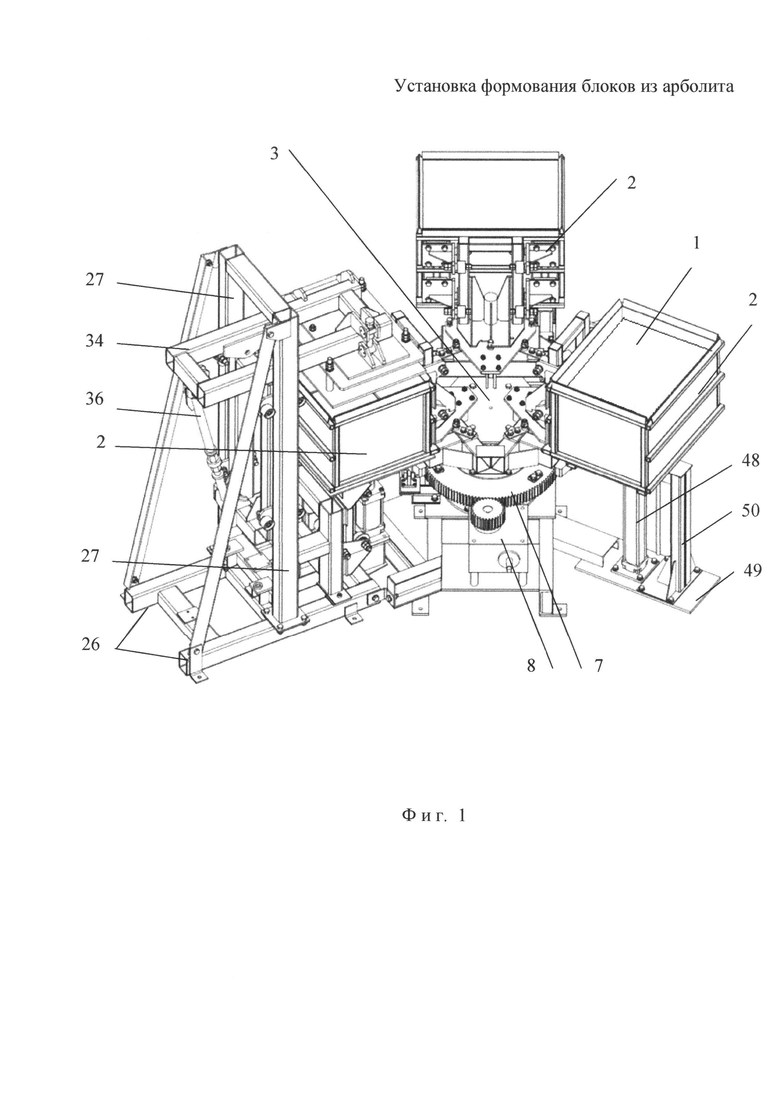
на фиг. 1 представлен общий вид установки в аксонометрии;
на фиг. 2 - установка на виде сверху;
на фиг. 3 - разрез устройства перемещения пресс-форм, разрез устройства загрузки арболитовой смеси в пресс-форму и разрез А-А;
на фиг. 4 - разрез Б-Б фиг. 3 с механизмом возвратно-ударных колебаний;
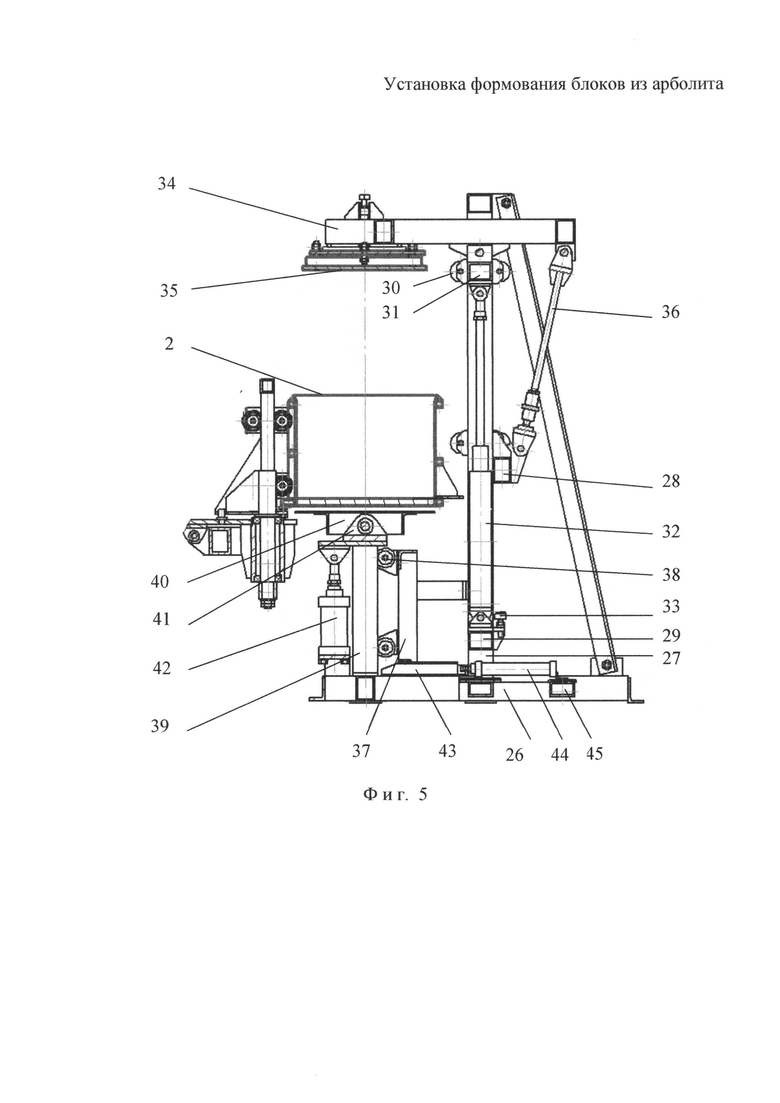
на фиг. 5 - разрез устройства трамбования арболитовой смеси в пресс-форме;
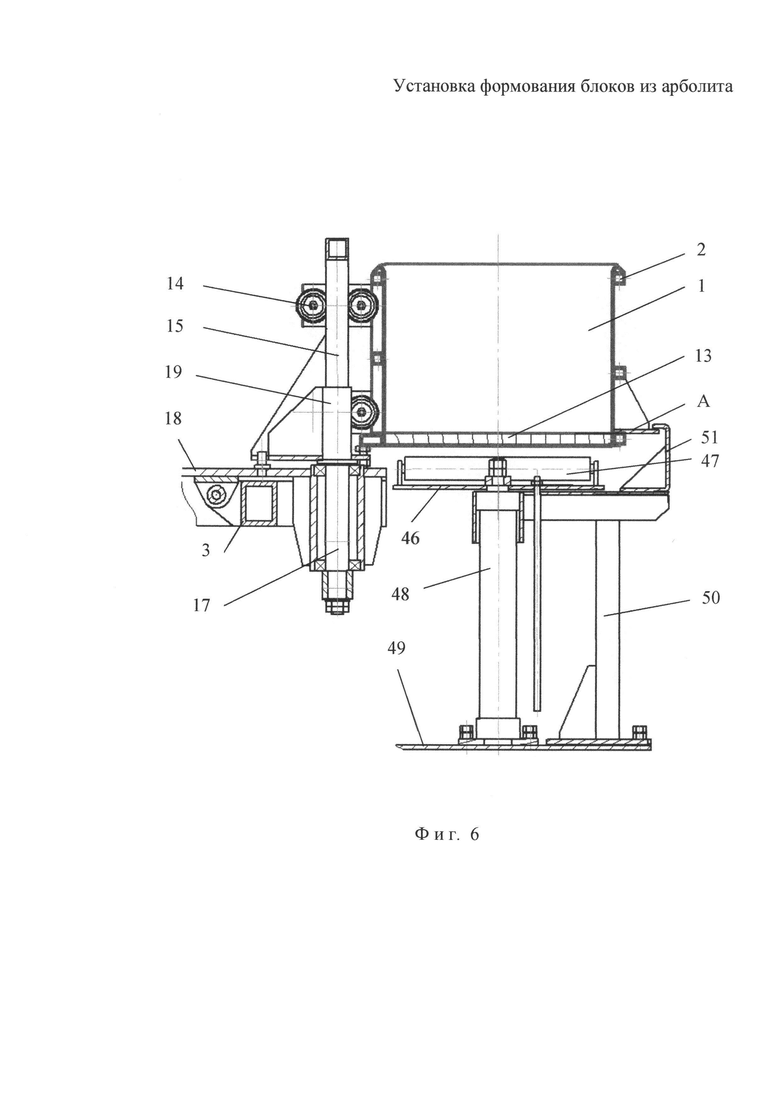
на фиг. 6 - разрез устройства распалубки арболитового блока из пресс-формы.
Установка формования строительных блоков 1 из арболита представляет собой конструкцию напольного исполнения с устройством перемещения пресс-форм 2 карусельного типа и с тремя концентрично расположенными под углом 120 градусов относительно друг друга функциональными устройствами: устройством загрузки арболитовой смеси в пресс-форму 2, устройством трамбования арболитовой смеси в пресс-форме 2, устройством распалубки строительного блока 1 из пресс-формы 2.
Устройство перемещения пресс-форм 2 выполнено в виде платформы 3 карусельного типа, жестко установленной на поворотной опоре 4, шарнирно связанной с неподвижной опорой 5, которая жестко закреплена на станине 6.
Платформа 3 карусельного типа выполнена в виде равностороннего треугольника.
С одной стороны поворотная опора 4 кинематически связана через зубчатое колесо 7 с приводом вращения 8, а через упор 9, жестко закрепленный на зубчатом колесе 7, с роликом 10 фиксатора 11, выполненного в виде двуплечего рычага, с закрепленным на одном из его концов роликом 10, а другим концом шарнирно связанного со штоком горизонтального пневмоцилиндра 12.
С другой стороны поворотная опора 4 шарнирно связана с неподвижной опорой 5, жестко установленной на станине 6.
Пресс-форма 2, выполненная в виде пустотелого параллелепипеда без крышки со сменным поддоном 13 и с полкой А (см. фиг. 6), установлена посредством роликов 14 на вертикальных роликовых направляющих 15, жестко закрепленных на подвижной плите 16, жестко связанной с вертикальной осью 17, шарнирно установленной на траверсе 18, шарнирно закрепленной на платформе 3. Подвижная плита 16 через пружину 19 растяжения взаимодействует с упором 20, жестко закрепленным на траверсе 18.
Устройство загрузки арболитовой смеси содержит бункер-дозатор 21 с центрально расположенным шнеком 22, размещенными над пресс-формой 2 в позиции загрузки.
Кроме того, устройство загрузки снабжено механизмом ударно-возвратных колебаний, который состоит из рычага 23, шарнирно связанного с пневмоцилиндром 24, и через поводок 25 жестко связан с вертикальной осью 17, установленной на подшипниках и шарнирно связанной с траверсой 18.
Устройство трамбования состоит из основания 26, на котором жестко закреплена вертикальная плоская рама, выполненная в виде двух вертикальных стоек 27, соединенных горизонтальными перемычками: верхней - 28 и нижней - 29. Внутри стоек 27 вертикальной плоской рамы на четырех роликах 30 установлена рамка 31, шарнирно связанная с вертикально расположенным штоком пневмоцилиндра 32, основание которого закреплено на нижней перемычке 29 вертикальной плоской рамы.
На нижней перемычке 29 установлены упоры 33. Рамка 31 своей верхней частью шарнирно соединена с балкой 34, один из концов которой жестко связан с прижимной плитой 35, а другой - через регулирующую растяжку 36 шарнирно соединен с нижней перемычкой рамки 31.
Также на основании 26 жестко закреплена вертикальная направляющая 37 с роликами 38, центрирующими вертикальный шток 39 и крышку вибростола 40 относительно вертикальной оси симметрии прижимной плиты 35 с возможностью возвратно-поступательного вертикального перемещения.
Крышка вибростола 40 шарнирно соединена с вертикальным штоком 39 через опору 41, жестко связанную с вертикальным штоком 39 и шарнирно связанную со штоком вертикального пневмоцилиндра 42, который жестко связан с основанием 26. На основании 26 подвижно установлена горизонтальная подставка 43, связанная со штоком горизонтального пневмоцилиндра 44, жестко закрепленного на перемычках 45 основания 26.
Устройство распалубки представляет собой горизонтальный стол 46 с размещенным на нем рольгангом 47. Стол 46 жестко связан со штоком вертикального пневмоцилиндра 48, жестко закрепленного на опорной плите 49, жестко связанной со станиной 6.
Верхняя часть корпуса вертикального пневмоцилиндра 48 неподвижно связана с вертикальной стойкой 50, закрепленной неподвижно на опорной плите 49. В верхней части стойки 50 неподвижно установлен ограничитель подъема 51 пресс-формы 2.
Работа установки формования блоков 1 из арболита начинается с работы устройства загрузки. После наполнения бункера-дозатора 21 арболитовой смесью его устанавливают над полостью пресс-формы 2, затем арболитовая смесь загружается в пресс-форму.
Точность позиционирования пресс-формы 2 в горизонтальной плоскости на каждой из технологических позиций (загрузки, трамбования и распалубки) осуществляется фиксатором 11, взаимодействующим с упором 9 зубчатого колеса 7.
Одновременно с загрузкой арболитовой смеси включается горизонтально расположенный пневмоцилиндр 24, который приводит в колебательное движение поводок 25, передающий последовательно колебания через поводок 25, вертикальную ось 17 и подвижную плиту 16 пресс-форме 2, тем самым обеспечивая равномерное распределение арболитовой смеси в пресс-форме 2 при загрузке.
После окончания загрузки бункер-дозатор 21 арболитовой смеси возвращается в исходное положение, пневмоцилиндр 24 приводит поводок 25 в исходное состояние относительно траверсы 18. При этом подвижная плита 16 возвращается в исходное состояние пружиной 19 растяжения, взаимодействующей с упором 20, жестко закрепленным на траверсе 18.
Затем включается горизонтальный пневмоцилиндр 12, шток которого отводит ролик 10 фиксатора 11 от упора 9, после чего включается привод 8, который начинает вращать поворотную опору 4 вместе с платформой 3 в направлении против часовой стрелки на угол 120 градусов. Через определенный промежуток времени, определяемый производительностью установки, после включения привода вращения 8 пневмоцилиндр 12 возвращает ролик 10 фиксатора 11 в исходное положение. В конце поворота платформы 3 привод вращения 8 выключается и платформа 3, столкнувшись упором 20 с роликом 10 фиксатора 11, останавливается.
Таким образом, загруженная арболитовой смесью пресс-форма 2 перемещается на позицию трамбования, а на ее освободившееся место подводится с позиции распалубки свободная пресс-форма 2, которая одновременно с трамбованием будет загружаться по выше описанной процедуре.
Во время трамбования арболитовой смеси в пресс-форме 2 сначала включается пневмоцилиндр 32, который опускает рамку 31, установленную на роликах 30 в вертикальных стойках 27. Вместе с рамкой 31 опускается балка 34 с прижимной плитой 35 вниз до положения вхождения прижимной плиты 35 в полость пресс-формы 2 и соприкосновения прижимной плиты 35 с арболитовой смесью. Вместе с балкой 34 опускается вниз растяжка 36, регулирующая глубину опускания прижимной плиты 35 внутрь пресс-формы 2 и закрепленная своими концами на балке 34 и на верхней перемычке 28.
Сразу после включения пневмоцилиндра 32 включается пневмоцилиндр 42, осуществляя циклы возвратно-поступательных вертикальных движений штока пневмоцилиндра 42, а через него и крышки вибростола 40 с частотой 2-3 цикла в секунду количеством 5-20 циклов.
С включением пневмоцилиндра 42 одновременно включается горизонтально расположенный и закрепленный на перемычках 45 горизонтальный пневмоцилиндр 44, шток которого подводит подставку 43 под вертикальный шток 39, центрированный роликами 38 относительно вертикальной направляющей 37, крышки вибростола 40. Трамбование арболитовой смеси в пресс-форме 2 происходит за счет циклических ударов вертикального штока 39 вместе с опорой 41 и крышкой вибростола 40 с пресс-формой 2 о подставку 43 с одновременным сдавливанием арболитовой смеси прижимной плитой 35.
При этом пресс-форма 2 совершает вынужденные затухающие вертикальные колебания вдоль вертикальных роликовых направляющих 15 с помощью роликов 14.
После отработки циклов трамбования рамка 31 дойдет до соприкосновения с упорами 33 и все устройства, участвовавшие в работе, приводятся в исходные положения: сначала вертикальный пневмоцилиндр 32, затем горизонтальный пневмоцилиндр 44, затем вертикальный пневмоцилиндр 42 приводит крышку стола 40 в исходное положение. После этого платформа 3 с пресс-формой 2 совершает смену позиции трамбования на позицию распалубки в порядке, аналогичном описанному при смене позиции загрузки на позицию трамбования. Если же в устройстве загрузки не поступило нужное количество арболитовой смеси, то смена позиции произойдет через заданный промежуток времени, определяемый технологией.
Процесс распалубки начинается с включения вертикального пневмоцилиндра 48, который штоком, связанным со столом 46 с рольгангом 47, упирается в поддон 13 пресс-формы 2 и выталкивает опрессованный блок 1 из полости пресс-формы 2 на уровень выше верхнего среза пресс-формы 2. Пресс-форма 2 удерживается от подъема вверх ограничителем подъема 51, (неподвижно) установленного в верхней части стойки 50, закрепленной на опорной плите 49.
По окончании распалубки арболитовый блок 1 с поддоном 13 со стола 46 удаляется, и стол 46 возвращается вертикальным пневмоцилиндром 48 в исходное положение. Таким образом, цикл работы установки формования арболитовых блоков 1 заканчивается.
Таким образом, использование заявляемой установки формования блоков из арболита, обладающей поворотной платформой карусельного типа, снабженной устройством ударно-возвратных колебаний, обеспечивающим равномерное распределение арболитовой смеси по пресс-форме, и устройством трамбования, обеспечивающим силовое взаимодействие встречно действующих пневмоцилиндров, позволяет повысить производительность установки и повысить надежность ее работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| Поточная линия для производства строительных материалов | 1990 |
|
SU1813042A3 |
| ЛИНИЯ ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU408800A1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕЛИНЕЙНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ БЛОКОВ И МОНТАЖА ПАНЕЛЕЙ С КРИВИЗНОЙ | 2022 |
|
RU2780989C1 |
| Устройство для формования строительных изделий | 1980 |
|
SU912512A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ С ДЕКОРАТИВНЫМ ЛИЦЕВЫМ СЛОЕМ | 1991 |
|
RU2085371C1 |
| Устройство для нагружения литейных форм | 1991 |
|
SU1777978A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ АРБОЛИТА | 1999 |
|
RU2162030C2 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1201137A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |



Изобретение относится к области производства строительных материалов, в частности к технологическому оборудованию для производства строительных блоков из арболита. Установка формования блоков из арболита содержит устройство перемещения пресс-форм, устройство загрузки арболитовой смеси в пресс-форму, устройство трамбования арболитовой смеси в пресс-форме, устройство распалубки строительного блока из пресс-формы. При этом устройство перемещения пресс-форм выполнено в виде платформы карусельного типа, по периметру которой, за ее пределами, установлены устройства загрузки, трамбования и распалубки. При этом устройство загрузки снабжено механизмом ударно-возвратных колебаний относительно оси роликовых вертикальных направляющих пресс-формы, выполненным в виде рычага, связанного с пневмоцилиндром и поводком, закрепленным на оси роликовых вертикальных направляющих пресс-формы, шарнирно связанной с траверсой на позиции загрузки пресс-форм. В устройстве трамбования на роликовых вертикальных направляющих установлен трамбовочный стол, связанный с нижним вертикальным линейным пневмоприводом, с возможностью вертикального возвратно-поступательного трамбующего движения стола. Прижимная плита кинематически связана с верхним линейным вертикальным пневмоприводом. Техническим результатом является повышение производительности и надежности работы установки. 6 ил.
Установка формования блоков из арболита, содержащая устройство перемещения пресс-форм, устройство загрузки арболитовой смеси в пресс-форму, устройство трамбования арболитовой смеси в пресс-форме, устройство распалубки строительного блока из пресс-формы, отличающаяся тем, что устройство перемещения пресс-форм выполнено в виде платформы карусельного типа, по периметру которой, за ее пределами, установлены устройства загрузки, трамбования и распалубки, при этом устройство загрузки снабжено механизмом ударно-возвратных колебаний относительно оси роликовых вертикальных направляющих пресс-формы, выполненным в виде рычага, связанного с пневмоцилиндром и поводком, закрепленным на оси роликовых вертикальных направляющих пресс-формы, шарнирно связанной с траверсой на позиции загрузки пресс-форм; в устройстве трамбования на роликовых вертикальных направляющих установлен трамбовочный стол, связанный с нижним вертикальным линейным пневмоприводом, с возможностью вертикального возвратно-поступательного трамбующего движения стола, а прижимная плита кинематически связана с верхним линейным вертикальным пневмоприводом.
| Электрический гибкий провод | 1957 |
|
SU113195A1 |
| RU 2002613 С1, 15.11.1993 | |||
| КАРУСЕЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ С ИСПОЛЬЗОВАНИЕМ КАРУСЕЛЬНОЙ УСТАНОВКИ | 1998 |
|
RU2147280C1 |
| 1972 |
|
SU410942A1 | |
| Установка для изготовления арболитовых изделий | 1990 |
|
SU1738660A1 |
| US 7481646 B2, 27.01.2009 . | |||

