Изобретение относится к измерительной технике и может быть использовано для измерения толщины листовых материалов, в частности древесно-стружечных плит.
Цель изобретения - повышение точности измерений и упрощение реализации способа путем исключения погрешности, связанной с наклоном материала.
На фиг.1 представлена функциональная схема устройства, реализующего способ измерения толщины листовых изделий; на
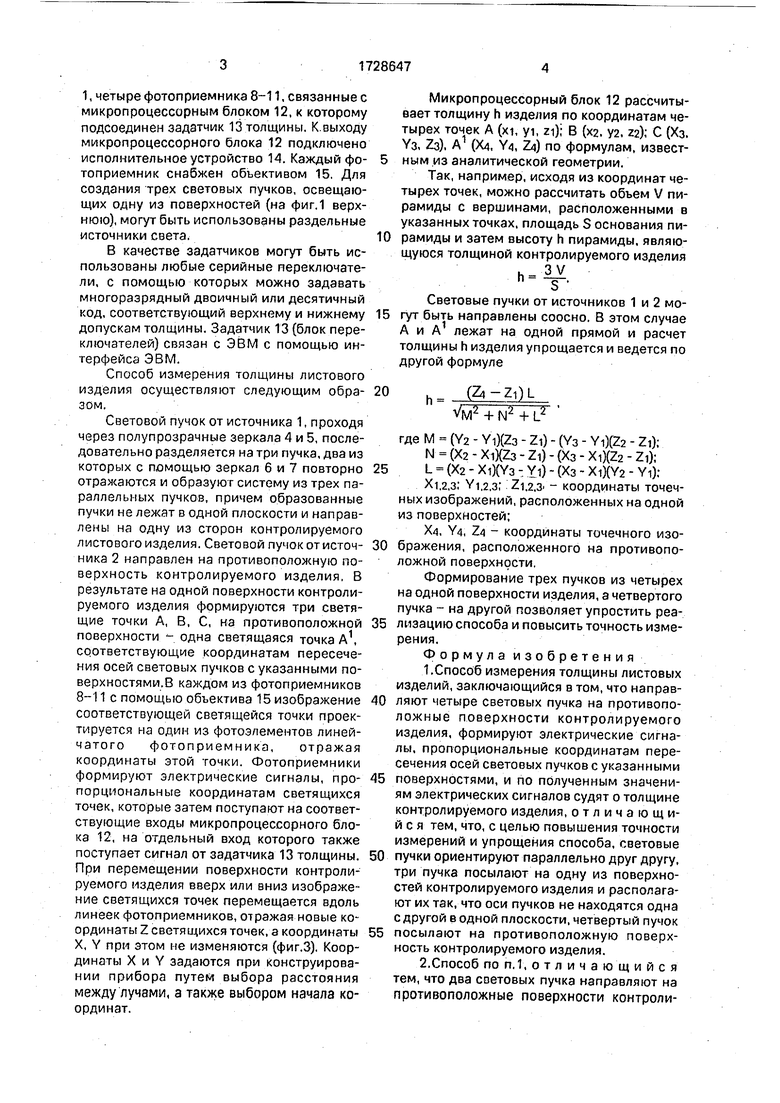
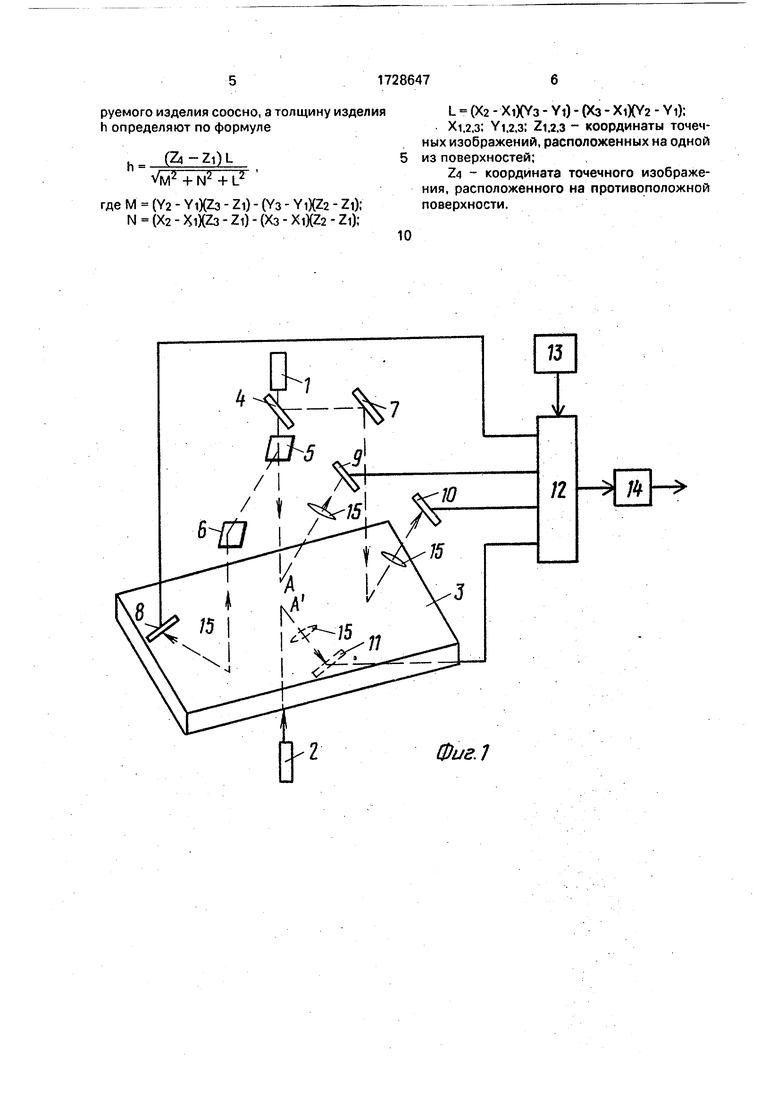
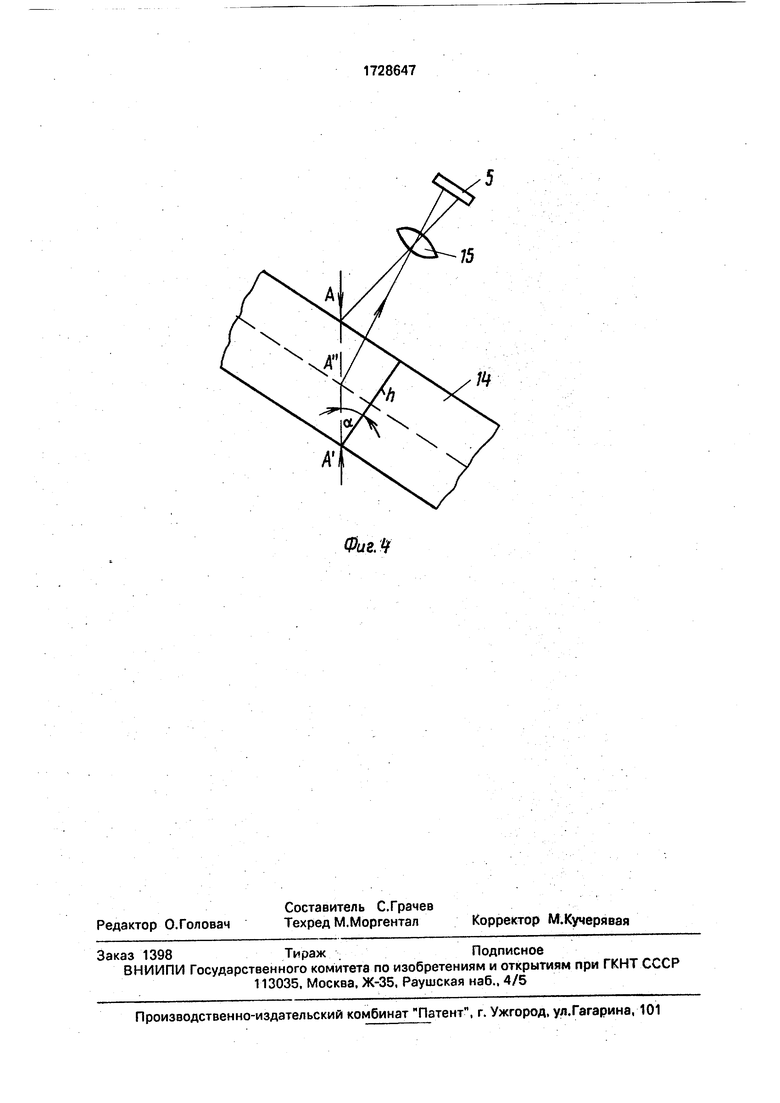
фиг.2 и 3 - формульные зависимости для вычисления толщины листовых изделий; на фиг.4 - схема определения перемещения поверхности контролируемого изделия.
Устройство для реализации способа измерения толщины листового изделия содержит два источника 1 и 2 света, расположенные по разные стороны контролируемого изделия 3, систему полупрозрачных зеркал 4-7 для образования трех параллельиыхеветовых пучков от источника
-ч
го
00
о
Ь
XI
1, четыре фотоприемника 8-11, связанные с микропроцессорным блоком 12, к которому подсоединен задатчик 13толщины. К.выходу микропроцессорного блока 12 подключено исполнительное устройство 14. Каждый фотоприемник снабжен объективом 15, Для создания трех световых пучков, освещающих одну из поверхностей (на фиг.1 верхнюю), могут быть использованы раздельные источники света.
В качестве задатчиков могут быть использованы любые серийные переключатели, с помощью которых можно задавать многоразрядный двоичный или десятичный код, соответствующий верхнему и нижнему допускам толщины. Задатчик 13 (блок переключателей) связан с ЭВМ с помощью интерфейса ЭВМ.
Способ измерения толщины листового изделия осуществляют следующим образом.
Световой пучок от источника 1, проходя через полупрозрачные зеркала 4 и 5, последовательно разделяется на три пучка, два из которых с шэмощью зеркал 6 и 7 повторно отрахоются и образуют систему из трех параллельных пучков, причем образованные пучки не лежат в одной плоскости и направлены на одну из сторон контролируемого листового изделия. Световой пучок от источника 2 направлен на противоположную поверхность контролируемого изделия, В результате на одной поверхности контролируемого изделия формируются три светящие точки А, В, С, на противоположной поверхности - одна светящаяся точка А1, соответствующие координатам пересечения осей световых пучков с указанными поверхностями.В каждом из фотоприемников 8-11 с помощью объектива 15 изображение соответствующей светящейся точки проектируется на один из фотоэлементов линейчатого фотоприемника, отражая координаты этой точки. Фотоприемники формируют электрические сигналы, пропорциональные координатам светящихся точек, которые затем поступают на соответствующие входы микропроцессорного блока 12, на отдельный вход которого также поступает сигнал от задатчика 13 толщины. При перемещении поверхности контролируемого изделия вверх или вниз изображение светящихся точек перемещается вдоль линеек фотоприемников, отражая новые координаты Z светящихся точек, а координаты X, Y при этом не изменяются (фиг.З). Координаты X и Y задаются при конструировании прибора путем выбора расстояния между лучами, а также выбором начала координат.
Микропроцессорный блок 12 рассчитывает толщину h изделия по координатам четырех точек A (xi, yi, 21); В (xz, У2, z2); С (Хз, Уз, 2з), А (Х4, , ZA) по формулам, извест- ным из аналитической геометрии.
Так, например, исходя из координат четырех точек, можно рассчитать объем V пирамиды с вершинами, расположенными в указанных точках, площадь S основания пи- рамиды и затем высоту h пирамиды, являющуюся толщиной контролируемого изделия
-Ґ
Световые пучки от источников 1 и 2 могут быть направлены соосно. В этом случае
А и А1 лежат на одной прямой и расчет
толщины h изделия упрощается и ведется по
другой формуле
h (Zs-Zi)L
VMZ + N2 + L2
где M (Y2 - Yi)(Z3 - Zi) - (Y3 - Yi)(Z2 - Zi); N (X2 - XiXZ3 - Zi) - (X3 - Xi)(Z2 - Zi);
L (X2-Xi)(Y3-.Yl)-(X3-Xi)(Y2-Yi);
Xi.2,3; Yi.2,3; Zi.2,3 - координаты точечных изображений, расположенных на одной из поверхностей;
Хз, Y4, ZA - координаты точечного изображения, расположенного на противоположной поверхности.
Формирование трех пучков из четырех на одной поверхности изделия, а четвертого пучка - на другой позволяет упростить реализацию способа и повысить точность измерения.
Формул а изобретени я 1 .Способ измерения толщины листовых изделий, заключающийся в том, что направляют четыре световых пучка на противоположные поверхности контролируемого изделия, формируют электрические сигналы, пропорциональные координатам пересечения осей световых пучков с указанными
поверхностями, и по полученным значениям электрических сигналов судят о толщине контролируемого изделия, отличающийся тем, что, с целью повышения точности измерений и упрощения способа, световые
пучки ориентируют параллельно друг другу, три пучка посылают на одну из поверхностей контролируемого изделия и располагают их так, что оси пучков не находятся одна с другой в одной плоскости, четвертый пучок
посылают на противоположную поверхность контролируемого изделия.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что два световых пучка направляют на противоположные поверхности контролируемого изделия соосно, а толщину изделия h определяют по формуле
h- &-Zi)L
VM + N2 + L2
где М (Y2 - YiXZa - Zi) - (Y3 - YiXZ2 - Zi); N (X2 - XiXZa - Zi) - (X3 - XiXZ2 - Zi);
L (X2 - XiXY3 - Yi) - (Хз - XiXY2 - Yi);
Xi,2,3; Yi.2.31 Zi.2.3 - координаты точечных изображений, расположенных на одной из поверхностей;
Z - координата точечного изображения, расположенного на противоположной поверхности.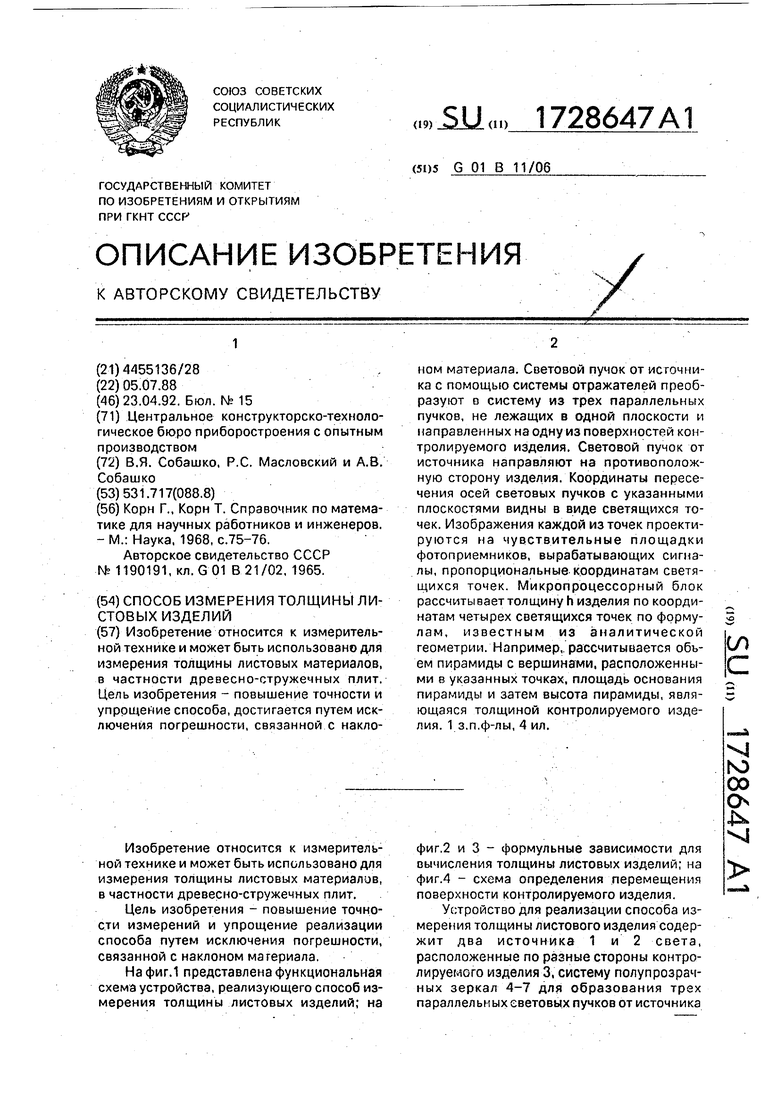
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины листовых изделий | 2024 |
|
RU2834575C1 |
| СПОСОБ ТРИАНГУЛЯЦИОННОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ ЛИСТОВЫХ ИЗДЕЛИЙ | 2013 |
|
RU2537522C1 |
| Устройство для контроля диаметров изделий | 1990 |
|
SU1744447A2 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИУСА КРИВИЗНЫ ТРУБОПРОВОДА ПО ДАННЫМ ГЕОДЕЗИЧЕСКИХ ИЗМЕРЕНИЙ | 2014 |
|
RU2592733C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2419068C2 |
| Способ бесконтактного определения геометрических параметров отверстий | 1990 |
|
SU1747878A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ЦВЕТОВОГО ОБРАЗЦА В ЗАДАННОМ НАПРАВЛЕНИИ ЦВЕТОВОГО ПРОСТРАНСТВА | 2013 |
|
RU2552011C2 |
| Способ определения толщины изделия | 1988 |
|
SU1714344A1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1990 |
|
SU1826698A1 |
| Способ получения интерферограмм контроля качества линз и объективов | 1991 |
|
SU1800302A1 |
Изобретение относится к измерительной технике и может быть использовано для измерения толщины листовых материалов, в частности древесно-стружечных плит. Цель изобретения - повышение точности и упрощение способа, достигается путем исключения погрешности, связанной с наклоном материала. Световой пучок от источника с помощью системы отражателей преобразуют в систему из трех параллельных пучков, не лежащих в одной плоскости и направленных на одну из поверхностей контролируемого изделия. Световой пучок от источника направляют на противоположную сторону изделия. Координаты пересечения осей световых пучков с указанными плоскостями видны в виде светящихся точек. Изображения каждой из точек проектируются на чувствительные площадки фотоприемников, вырабатывающих сигналы, пропорциональные координатам светящихся точек. Микропроцессорный блок рассчитывает толщину h изделия по координатам четырех светящихся точек по формулам, известным из аналитической геометрии/Например,, рассчитывается объем пирамиды с вершинами, расположенными в указанных точках, площадь основания пирамиды и затем высота пирамиды, являющаяся толщиной контролируемого изделия. 1 з.п.ф-лы, 4 ил. СО с
г
ФигЛ
Физ.З
Фиг.Ц
| Корн Г., Корн Т | |||
| Справочник по математике для научных работников и инженеров | |||
| - М.: Наука, 1968, с.75-76 | |||
| Способ фотоэлектрического определения толщины листового изделия и устройство для его осуществления | 1983 |
|
SU1190191A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
