Изобретение относится к технологии изготовления электрических информационных машин и может быть использовано в электротехнической промышленности.
Известен способ изготовления угломерных электромеханических устройств, по которому магнитопроводы набираются из зубчатых кольцевых штампованных листов магнитопровода при их укладке со сдвигом на один зубец при числе листов, кратном числу зубцов.
Известен способ изготовления статора электрической микромашины,, включающий в себя сборку кольцевых зубчатых пластин
(листов) магнитопровода в пакет в вертикальном положении на технологической оп- равке для механической обработки, установку пакета в корпус вместе с технологической оправкой и механическую обработку установленных поверхностей корпуса на технологической оправке.
Недостатками этих способов являются невысокая точность выполнения геометрии зубцового слоя и большая трудоемкость выполнения штампоб для изготовления листов магнитопроводов при изготовлении плоских магнитопроводов, имеющих большое число зубцов при сравнительно больших диаметрах.
ч
ю
00
о
CJ
о
Наиболее близким к предлагаемому по технической сущности является способ изготовления магнитопроводов электрических машин, включающий в себя штамповку листов магнитопровода в виде части круго360
вого кольца с центральным углом
ai
гра
дусов, имеющего аа технологических отверстий на окружности кругового кольца
360
через углы градусов, где ai и а2 - цеЭ1 32
лые числа, на которые делится общее число (г) зубцов магнитопровода, высокотемпературный отжиг и сборку листов в пакет магнитопровода путем последовательного набора колец из ai листов, располагаемых друг над другом с угловым смещением на целое число зубцовых делений магнитопровода.
Однако точность изготовления зубцово- го слоя магнитопровода для случая, когда магнитопровод имеет число зубцов, равное 2П, где п -любое целое число, недостаточна. Такие магнитопроводы часто используются в информационных электрический машинах, имеющих сосредоточенные квадратурные обмотки типа два зубца плюс.
Использование способа-прототипа для изготовления магнитопроводов с числом зубцов, равным 2П, приводит к тому, что все стыки краев листов в собранном магните- проводе находятся либо в четных, либо в нечетных пазах магнитопровода, если их занумеровать порядковыми числами. Поэтому оси смежных четных и нечетных пазов меж- ду собой отстоят не на зубцовое деление магнитопровода, а с некоторой погрешностью, что приводит в конечном счете к неперпендикулярности квадратурных обмоток, размещенных на этом магнито- проводе. .
Целью изобретения является повышение точности выполнения геометрии зубцо- вого слоя магнитопровода, имеющего число зубцов равное 2П, где п - целое число.
Эта цель достигается тем, что на штампованных листах магнитопровода, имеющих пару технологических отверстий, выполняют другую пару технологических отверстий, располагая их на той же окруж- ности и с тем же угловым расстоянием, но с угловым смещением на нечетное число зубцовых делений, а собирают кольца в пакет с совмещением в прилегающих кольцах технологических отверстий разных пар отвер- стий..
Кроме этого, листы штампуют при ориентации направления проката по оси симметрии зубцоибго слоя листа.
5
0
5
0
0
5 0
5
0 5
Такой способ изготовления магнитопровода обеспечивает лучшую геометрию и равномерное распределение магнитных свойств в его зубцовом слое.
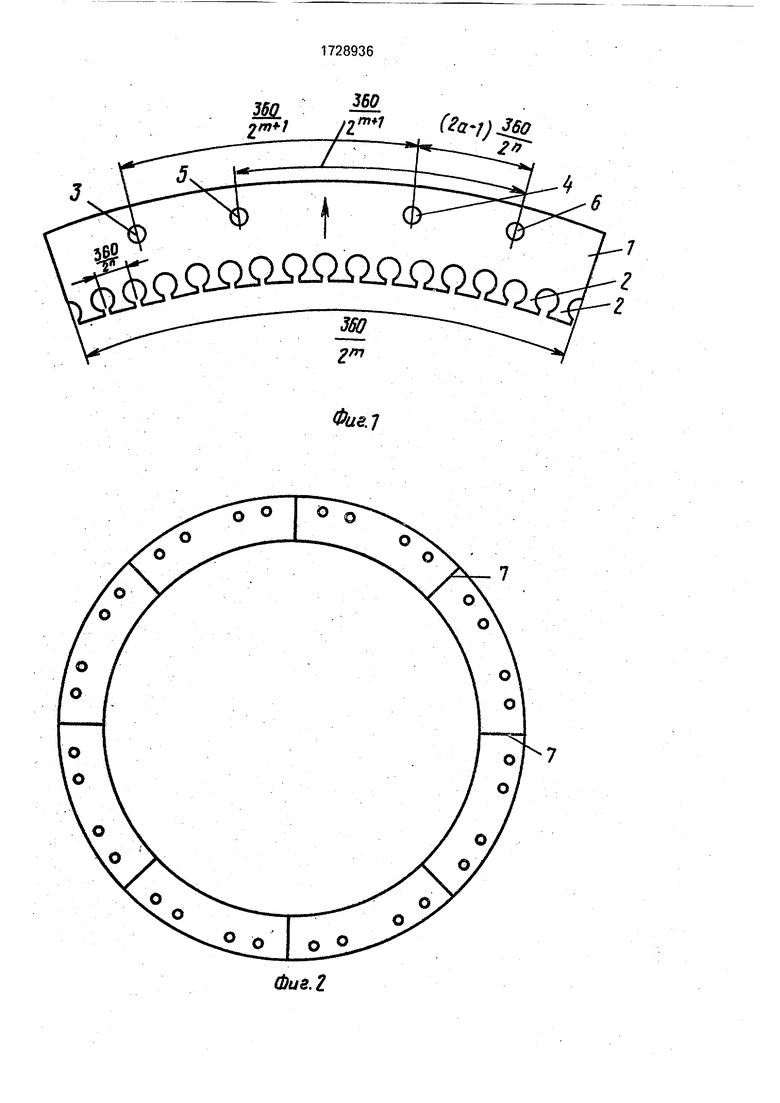
На фиг. 1 показан пример выполнения листа магнитопровода по предлагаемому способу; на фиг. 2 - одно кольцо, собранное из листов магнитопровода, имеющего зубцов; на фиг. 3 - часть развертки торцовой части магнитопровода статора, собранного предлагаемым способом.
Предлагаемый способ изготовления магнитопроводов включает в себя штамповку листов магнитопровода, высокотемпературный отжиг и сборку листов в пакет магнитопровода.
Способ предназначен для изготовления магнитопровода, имеющего число рабочих зубцов z, равное 2П, и имеющего большой диаметр с большим числом пазов.
Рассмотрим предлагаемый способ на примере изготовления магнитопровода статора, имеющего число зубцов , т.е. п-7. Для осуществления способа штампованный лист 1 магнитопровода (фиг. 1) должен иметь форму части кругового кольца с центральным углом градусов, где m - целое
число, меньшее п. В рассматриваемом примере и центральный угол будет равен 45°. На каждрм штампованном листе имеется рабочий зубцовый слой, имеющий зубцов 2, в рассматриваемом примере 16 зубцов.
При реализации способа-прототипа на листе магнитолроеода имелась одна пара технологических отверстий 3 и 4, центры которых расположены на окружности/концентричной окружности рабочей поверхности зубцового слоя магнитопровода, с угловым расстоянием между собой, равным q. | градусов, в нашем примере
360 пп f-O
гг °
В отличие от прототипа, при предлагаемом способе на листах магнитопровода выполняют вторую пару аналогично взаимно расположенных технологических отверстий 5 и 6с центрами на той же окружности, но с угловым смещением относительно первой пары на угол, равный нечетному числу (2а-1,
ОСп
где , 2,...) зубцовых делений магнитопровода. В рассматриваемом примере смещение равно 3 зубцовым делениям.
При штамповке листов магнитопровода направления проката материала магнитопровода ориентируется по оси симметрии
зубцового следа. Направление проката на фиг. 1 показано стрелкой. Направление проката, ориентированное по наименьшему линейному размеру листа, обеспечивает сохранение размеров листа после высокотемпературного, отжига, так как усадочные явления проявляются в основном поэтому направлению. Кроме того, это дает в зубцах магнитопровода близкие магнитные свойства.
Технологические отверстия на листах магнитопровода целесообразно размещать против зубцов, хотя принципиально для осуществления способа их положение безразлично.
Сборка магнитопровода из штампованных, отожженных, покрытых клеем листов производится на сборнике, представляющем собой плоское основание, на котором по окружности с диаметром, равным диаметру окружности размещения центров технологических отверстий 3-6 на листах магнитопровода, размещены через угловые
360 расстояния хт цилиндрические штыри
о ГП г 1
с высотой набираемого пакета магнитопро- вода. Штыри установлены равномерно по всей окружности с расстояниями, равными расстоянию между технологическими отверстиями одной пары на штампованном листе магнитопровода. Точность их размещения и подгонка диаметров определяют геометрическую точность выполнения магнитопровода.
На штыри сборника набирают листы последовательно кольцами. Первое кольцо, составленное из 2Ш листов (в примере 8 листов), получается сборкой на штыри листов по отверстиям 3 и 4. Размещение листов в одном кольце показано на фиг. 2 (рабочие образцы не показаны). Следующее кольцо набирается при фиксации листов на отверстия 5 и 6, потом снова на отверстия 3 и 4, и т.д. Следовательно, прилегающие кольца будут смещены одно относительно другого на нечетное число зубцовых делений, что обеспечивает попадание в каждый зубец магнитопровода как четных, так и нечетных зубцов листа, если их занумеровать порядковыми числами. При этом стыки 7 между листами магнитопровода попадают при такой сборке как в четные, так и в нечетные пазы.
Смещение последующих колец на нечетное число зубцовых делений магнитопровода обеспечивает перекрытие стыков 7 (фиг. 2) предыдущего кольца сплошной поверхностью листов последующего слоя, образуя монолит пакета магнитопровода (фиг. 3).
После сборки пакета магнитопровода на сборнике весь набор поджимается сверху и подвергается нагреву для его склеивания. После снятия монолитного пакета магнитопровода со сборника он готов для дальнейшего использования,
5Предлагаемый способ изготовления
магнитопроводов обеспечивает за счет порядка сборки колец с переменной базы в виде пар технологических отверстий листов для каждого последующего кольца обеспе0 чивает распределение стыков между листами равномерно между четными и нечетными пазами, что дает более точное размещение осей пазов магнитопровода. Применение листов с определенным ориентированием
5 направления проката дает минимальное искажение геометрии листов при отжиге и в сочетании с порядком сборки магнитопровода обеспечивает идентичные свойства в разных зубцах магнитопровода. Все это, в
0 конечном счете, приводит к повышению точности многополюсных вращающихся трансформаторов, построенных с использованием таких магнитопроводов.
5 Формула изобретения
1.Способ изготовления магнитопроводов электрических машин, согласно которому штампуют листы магнитопровода в виде части кругового кольца с центральным углом 360/2т градусов, имеющих одну пару технологических.отверстий на окружности кругового кольца, концентричной окружности зубцового слоя через углы 360/2тИ градусов, где m - целое число, меньшее числа п при числе зубцов z магнитопровода, равном 2П, осуществляют высокотемпературный отжиг листов и собирают листы в пакет магнитопровода путем последовательного набора колец из
0 листов, расположенных друг над другом с угловым смещением на целое число зубцовых делений 360/2 магнитопровода. отличающийся тем, что, с целью повышения точности выполнения геомет5 рии магнитопровода, на листах магнитопровода выполняют другую пару технологических отверстий, располагая их на той же окружности и с тем же угловым расстоянием, но с угловым смещением на
0 нечетное число зубцовых делений 360/z, a собирают кольца в пакет с совмещением в прилегающих кольцах технологических отверстий разных пар отверстий.
2.Способ по п. 1,о т л и ч а ю щ и и с я 5 тем. что, с целью получения равномерности
магнитных свойств зубцового слоя магнитопровода, листы штампуют при ориентации направления проката по оси симметрии зубцового слоя листа.
0
5
Фае. 7



Использование: электромашиностроение, технология изготовления магнитопро- вода электрической машины. Сущность изобретения: способ предусматривает штамповку листов магнитол ровода в виде части кругового кольца с центральным уг360 градусов, имеющих две пары техлом im нологических отверстий на окружности кругового кольца, концентричной окружности зубцового слоя, с расстоянием между отвер360 стиями в одной парехт градусов, где m о m т - целое число, меньшее п, при числе зубцов магнитопровода 2П. Вторая пара технологических отверстий выполнена с угловым смещением относительно первой на нечетное к .360 число зубцов делениимагнитопровода. 2 Листы штампуют при ориентации направления проката по оси симметрии зубцового слоя листа. После высокотемпературного отжига листы собирают в пакет магнитопровода путем последовательного набора колец из листов, расположенных друг над другом с совмещением в прилегающих кольцах технологических отверстий разных пар. 1 з.п.ф-лы, 3 ил.
Физ.2
Фиг.З
| Способ изготовления статора электрической микромашины | 1981 |
|
SU1101975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Виноградов Н-В | |||
| Производство электрических машин | |||
| - М::: Энергия, 1970, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
