Известные устройства для питаний сварочной дуги током не обеспечивают работу в импульсном режиме с достаточной стабильностью сварочного тока при колебаниях длины дуги и напряжения питающей сети.
Отличительной особенностью предлагаемого устройства является наличие в его блоке управления синхронизированного импульсного генератора и цепи обратной связи по напряжению сварочной дуги, что обеспечивает процесс сварки в импульсном режиме и стабилизирует ток сварочной дуги.
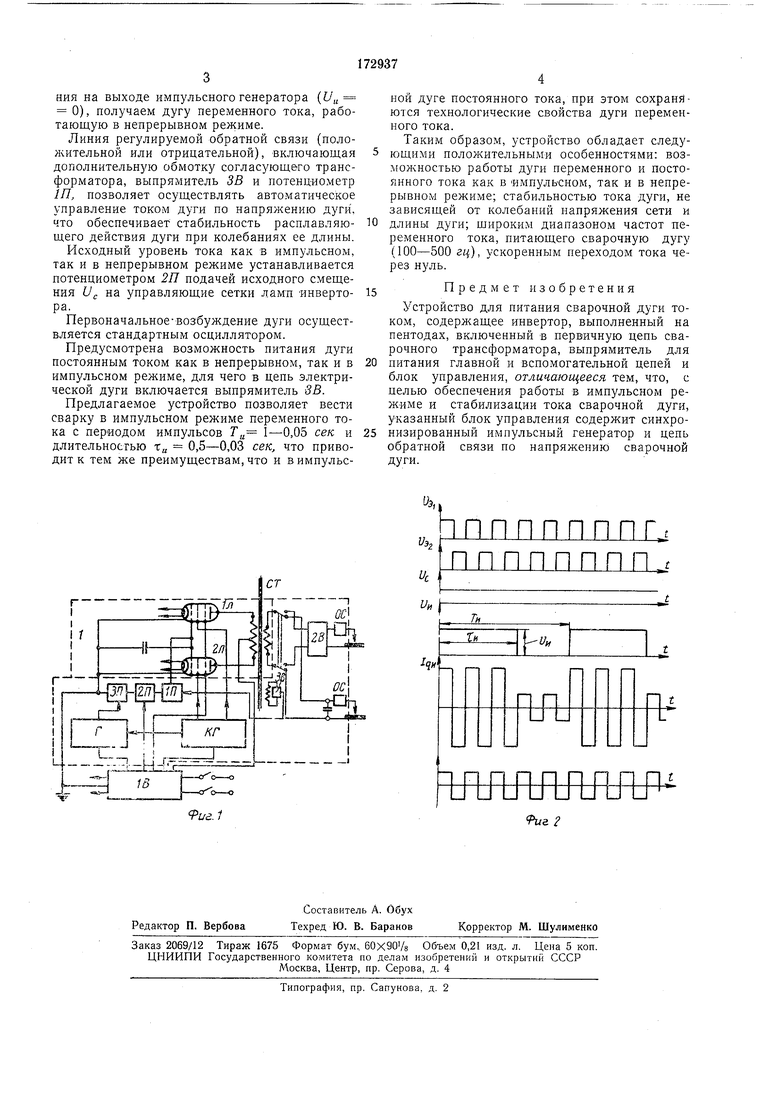
На фиг. 1 показана принципиальная электрическая схема предлагаемого устройства; на фиг. 2 - графики напряжений и токов, поясняющие работу отдельных элементов устройства и всего устройства в целом.
Инвертор / с независимым управлением выполнен на пентодах 1Л и 2Л. Вторичная обмотка согласующего трансформатора СТ инвертора является источником стабильного тока главной сварочной цепи.
Режим работы коммутирующих пентодов инвертора подобран таким образом, что рабочая точка не выходит за пределы пологого участка их вольт-амперной характеристики, что обеспечивает стабильный уровень П-образного переменного тока в первичной и вторичной (сварочной) цепи согласующего трансформатора, независимо от колебаний напряжения питающей сети « длины дуги.
Выпрямитель 1В обеспечивает постоянное напряжение питания главной цепи инвертора и цепей управления.
Блок управления включает коммутирующий генератор КГ, генератор Г импульсного режима работы сварочной дуги, цепь обратной связи, регулирующие потенциометры 1П, 2П, ЗП, осциллятор ОС и выпрямитель 2В тока дуги.
Коммутирующий генератор вырабатывает стабильные по уровню П-образные импульсы напряжения f/.,, и Иэ, которые, воздействуя на экранные сетки ламп инвертора, преобразуются в стабильный по уровню П-образный переменный ток в главной цепи инвертора. П-образная форма кривой тока обеспечивает минимальное время перехода тока через нулевое значение, а следовательно, и устойчивое горение дуги переменного тока.
Напряжение Ua, получаемое на выходе ге25 нератора импульсного режима, подается на управляющие сетки пентодов. Генератор импульсного режима позволяет осуществить амплитудную модуляцию переменного П-образного тока, т. е. получить импульсную дугу пе30 ременного тока . При отсутствии напряжения на выходе импульсного генератора (U, 0), получаем дугу переменного тока, работающую в непрерывном режиме.
Линия регулируемой обратной связи {положительной или отрицательной), включающая дополнительную обмотку согласующего трансформатора, выпрямитель ЗВ и потенциометр /Я, позволяет осуществлять автоматическое управление током дуги по напряжению дуги. что обеспечивает стабильность расплавляющего действия дуги при колебаниях ее длины.
Исходный уровень тока как в импульсном, так и в непрерывном режиме устанавливается потенциометром 2П подачей исходного смещения и на управляющие сетки ламп янвертора.
Первоначальное-возбуждение дуги осуществляется стандартным осциллятором.
Предусмотрена возможность питания дуги постоянным током как в непрерывном, так и в импульсном режиме, для чего в цепь электрической дуги включается выпрямитель ЗВ.
Предлагаемое устройство позволяет вести сварку в импульсном режиме переменного тока с периодом импульсов 1-0,05 сек и длительностью т„ 0,5-0,03 сек, что приводит к тем же преимуществам, что и в импульсной дуге постоянного тока, при этом сохраняются технологические свойства дуги переменного тока.
Таким образом, устройство обладает следующими положительными особенностями: возможностью работы дуги переменного и постоянного тока как в импульсном, так и в непрерывном режиме; стабильностью тока дуги, не зависящей от колебаний напряжения сети и длины дуги; щироким диапазоном частот переменного тока, питающего сварочную дугу (100-500 гц), ускоренным переходом тока через нуль.
Предмет изобретения
Устройство для питания сварочной дуги током, содержащее инвертор, выполненный на пентодах, включенный в первичную цепь сварочного трансформатора, выпрямитель для питания главной и вспомогательной цепей и блок управления, отличающееся тем, что, с целью обеспечения работы в импульсном режиме и стабилизации тока сварочной дуги, указанный блок управления содержит синхронизированный импульсный генератор и цепь обратной связи по напряжению сварочной дуги.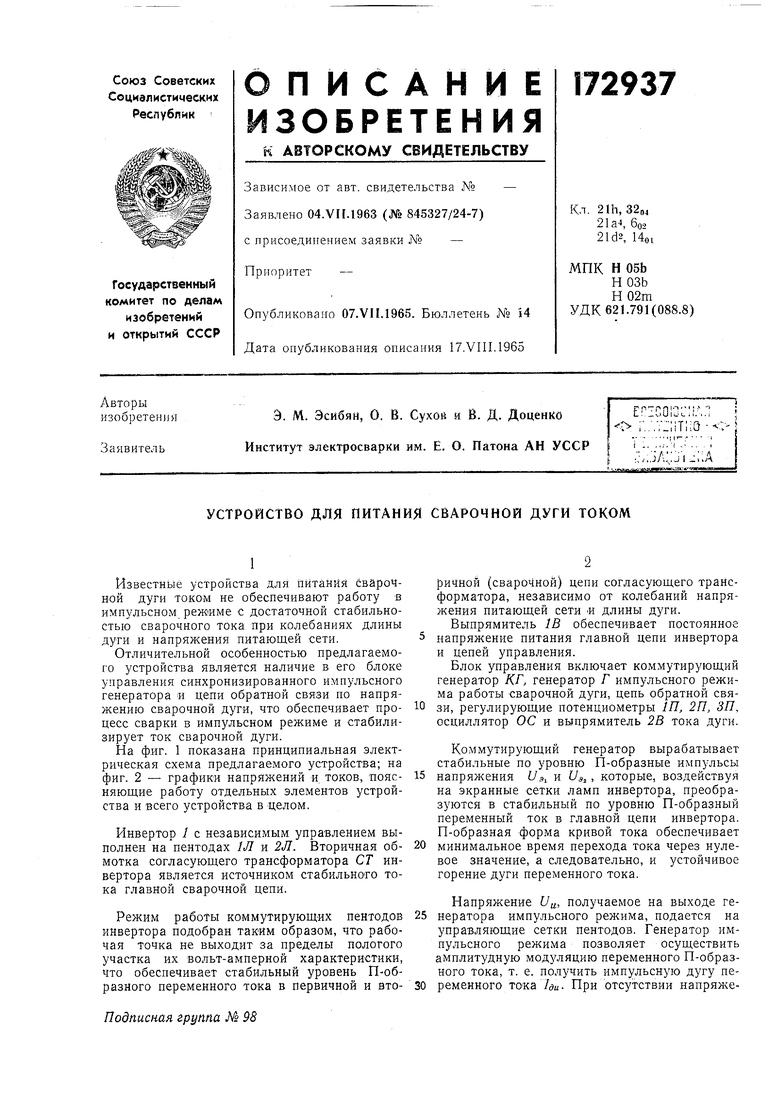
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1969 |
|
SU248115A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1968 |
|
SU208766A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| ПОЛУПРОВОДНИКОВЫЙ ИНВЕРТОР | 1967 |
|
SU200086A1 |
| ЙДТЕЙНЮ- ^^i*^ T?X*»8^?^JiC^11 *'• l«SsS»^11K* | 1966 |
|
SU179857A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| СИСТЕМА ПИТАНИЯ ПОСТОВ | 1969 |
|
SU246750A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
СГ
п п п п п п п г.
г/э,
ппппашш.
.
Та
Ik
-УИ
qn
та
шлшииин
Риг
