Известны полупроводниковые инверторы, состоящие из полупроводпиковых триодов, включенных по мостовой схеме.
Предложенная конструкция отличается от известных тем, что в двух плечах люста вместо полупроводниковых триодов установлены управляемые дподы. Триоды и управляемые диоды включены таким образом, что в каждый полупериод поочередно составляют последовательную цепь с источником постоянного тока. В этом случае вентиль выполняет роль коммутирующего элемента, а триод, кроме того, является регулятором и стабилизатором сварочного тока. При работе вентиля и триода последовательно в цепи дуги потери напряжения и мощности происходят лищь на триоде, так как на открытом вентиле падение напряжения незначительное. Таким образом, значительно упрощается система управления, так Как не требуется специальпых устройств для запирания управляющих вентилей, легко осуществляется регулирование амплитуды тока прямой и обратной поляриости, уменьшаются габариты устройства.
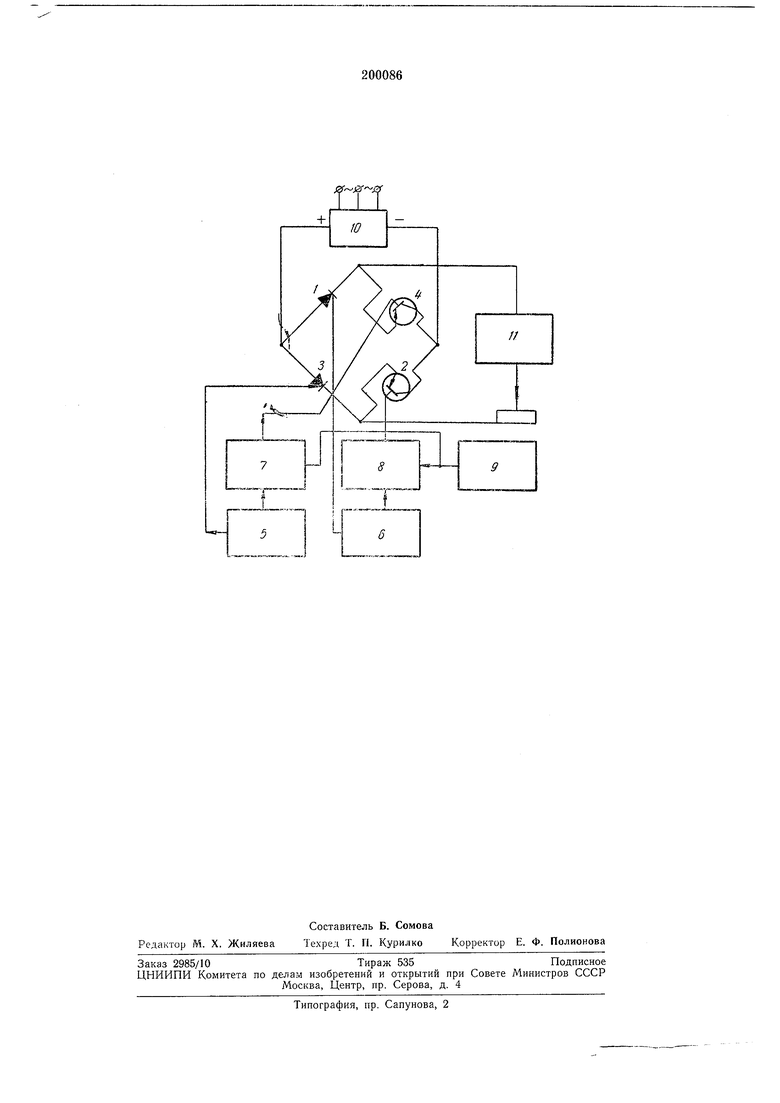
Предложенное устройство схематично изображено на чертеже.
ного полупериода. По окончании импульса транзистор 2 закроется и почти одновременно закроется тиристор /, ввиду отсутствия на нем напряжения. Одновременно с заниранием указанных элементов открывается вторая пара плеч с тиристором 3 и транзистором 4, пропуская через дугу ток в обратном направлении. С помощью импульсных блоков 5 и б регулируется частота переменного тока и длительность импульсов прямой и обратной полярности. Амплитуда тока прямой и обратной полярности раздельно регулируется блоками 7 и S регулировки амплитуд. Амплитуда и длительность модулирующего импульса низкой
частоты регулируется с помощью блока 9 имнульсной модуляции.
В предлагаемом ииверторе применены выпрямитель 10 и поджигающее устройство П.
П р е д м е т и 3 о б р е т е н и я
Полупроводниковый инвертор преимущественно для питания маломощной сварочной дуги П-образным стабилизированным током, содержащий источник питания постоянного тока, собственно инвертор, собранный по схеме моста, в двух плечах которого включены транзисторы, и систему управления, отличающийся тем, что с целью упрощения системы управления, уменьщения габаритов устройства и сни
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования переменного сварочного тока и устройство для его осуществления | 1988 |
|
SU1593817A1 |
| Устройство для контактной сварки | 1975 |
|
SU685458A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Генератор импульсов сварочного тока | 1984 |
|
SU1337212A1 |
| МАГНИТНО-ПОЛУПРОВОДНИКОВЫЙ УТРОИТЕЛЬ ЧАСТОТЫ | 2013 |
|
RU2540403C2 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ИНВЕРТОРОМ НА УПРАВЛЯЕМЫХ ВЕНТИЛЯХ | 1969 |
|
SU251664A1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| СПОСОБ УПРАВЛЕНИЯ МНОГОЗОННЫМ ВЫПРЯМИТЕЛЬНО-ИНВЕРТОРНЫМ ПРЕОБРАЗОВАТЕЛЕМ ОДНОФАЗНОГО ПЕРЕМЕННОГО ТОКА | 2019 |
|
RU2716493C1 |