Изобретение относится к сварочным источникам питания и может быть применено в таких отраслях народного хозяйства, как судостроение, машиностроение, строительная индустрия, где число действующих сварочных постов достигает нескольких сотен.
Известные системы питания постов, содержащие постовые выпрямители, подключенные к общему шинопроводу переменного тока, громоздки, имеют большой вес и габариты.
Предложенное устройство отличается от известных тем, что щинопровод подключен к питающему напряжению через общий для всех постов понижающий трансформатор. Это позволяет снизить вес и габариты постовых выпрямителей.
На фиг. 1 и 2 приведена схема системы питан1-гя сварочных постов с общим щиноироводом низкого нанряжения трехфазного тока и автономными малогабаритными сварочными постовыми выпрямителями. Количество обслуживаемых постов предлагаемой многопоствой системы практически не ограничено и определяется технологической потребностью.
В схеме на фиг. 1 низкое напряжение порядка 30 в (линейное) подается от основного понижающего трансформатора или синхронного генератора / на общий трехфазный шинопровод 2. Применение синхронного генератора с нриводом от асинхронного
двигателя предпочтительнее, так как в этом случае напряжение на выходе синхронного генератора не зависит от изменения напряжения сети, что весьма важно с технологической
точки зрения.
К общему трехфазному шинопроводу подсоединяются малогабаритные постовые выпрямители. Постовой выпрямитель состоит .из проходного автотрансформатора 3, блока полупроводниковых вентилей 4 и добавочного активного сопротивления 5.
Регулировка режима сварки на каждом посту осуществляется путем секционирования обмоток автотрансформатора. Малогабаритность постового выпрямителя обеспечивается благодаря применению проходного автотрансформатора с невысоким коэффициентом траисформации.
Применение настоящей электрической схемы полностью исключает взаимное влияние между сварочными постами при наличии общего шинопровода.
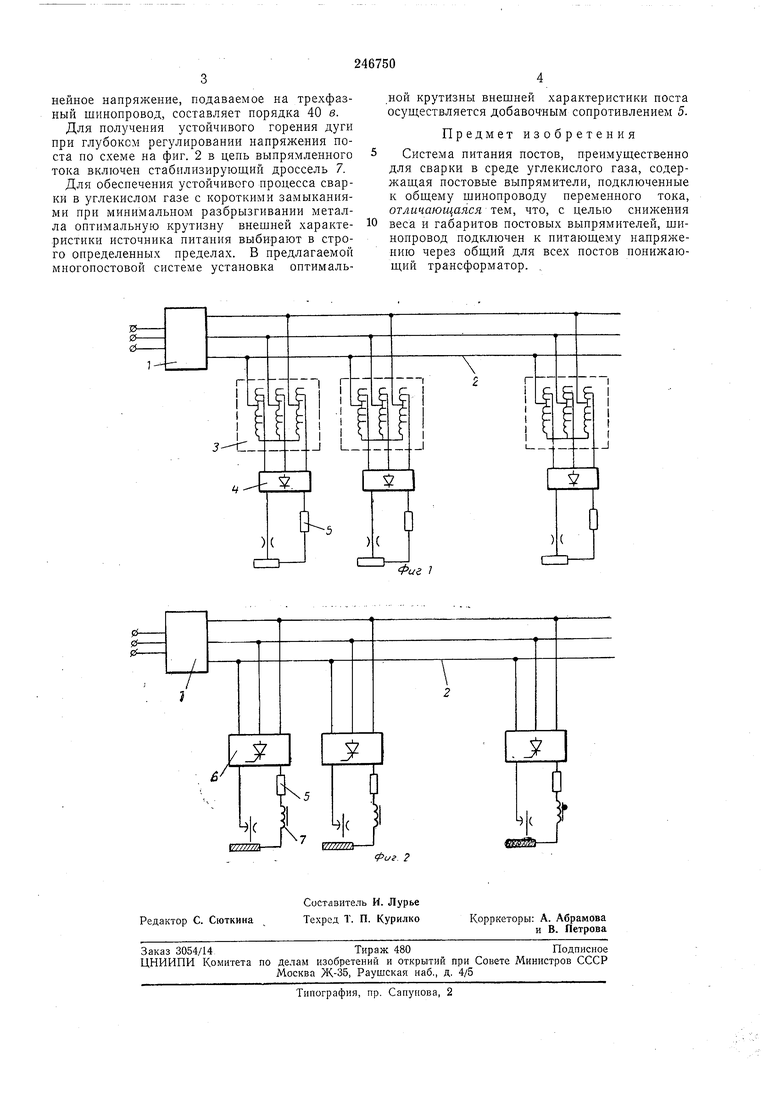
Схема, приведенная на фиг. 2, отличается
от схемы на фиг. 1 тем, что регулировка напряжения поста осуществляется путем изменения згла коммутации управляемых вентилей выпрямительного блока 6. Для обеспечения необходимого дианазона регулировки вынейное напряжение, подаваемое на трехфазный шинопровод, составляет порядка 40 в.
Для получения устойчивого горения дуги при глубоком регулировании напряжения поста по схеме на фиг. 2 в цепь выпрямленного тока включен стабилизирующий дроссель 7.
Для обеспечения устойчивого процесса сварки в углекислом газе с короткими замыканиями при минимальном разбрызгивании металла оптимальную крутизну внешней характеристики источника питания выбирают в строго определенных пределах. В предлагаемой многопостовой системе установка оптимальной крутизны внешней характеристики поста осуществляется добавочным сопротивлением 5.
Предмет изобретения
Система питания постов, преимущественно для сварки в среде углекислого газа, содержащая постовые выпрямители, подключенные к общему шинопроводу переменного тока, отличающаяся тем, что, с целью снижения
веса и габаритов постовых выпрямителей, шинопровод подключен к питающему напряжению через общий для всех постов понижающий трансформатор.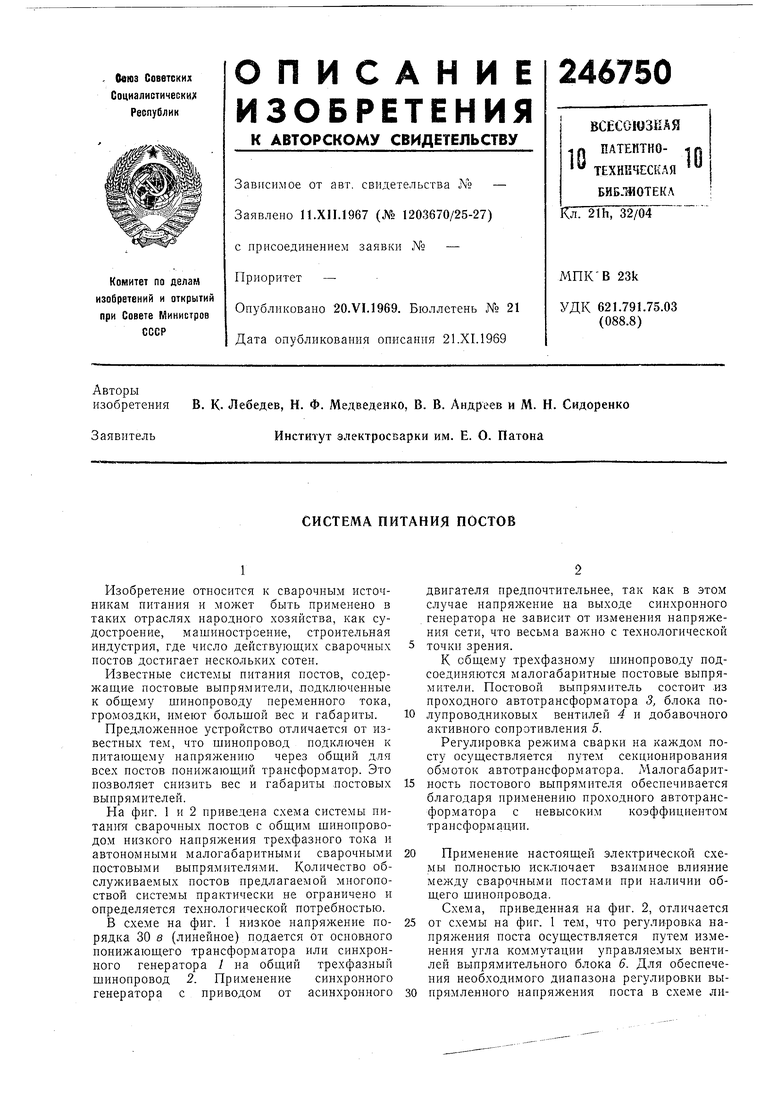
| название | год | авторы | номер документа |
|---|---|---|---|
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Выпрямитель для дуговой сварки | 1961 |
|
SU145954A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВОЗБУЖДЕНИЯ ГИСТЕРЕЗИСНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 1966 |
|
SU179370A1 |
| МНОГОПОСТОВАЯ СИСТЕМА ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1970 |
|
SU274280A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ С ПИТАТЕЛЕМ ОТ БОРТОВОЙ СЕТИ АВТОМОБИЛЯ | 1991 |
|
RU2030307C1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| МНОГОПОСТОВОЙ источник ПИТАНИЯ | 1967 |
|
SU198481A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Устройство для многопостовой сварки | 1983 |
|
SU1165537A1 |
