Изобретение относится к обувному производству, а именно к конструкциям сапог или полусапог с кирзовыми, юфтевыми голенищами или берцами, предназначенным для повседневной носки военнослужащими, а также в качестве специальной и рабочей обуви для гражданского населения.
Известна конструкция спецобуви в виде сапог или полусапог, предусматривающая следующие основные детали: перед, голенище, берец, задний наружный ремень (ЗНР), а также детали низа обуви.
Основным недостатком известной специальной обуви является конструкция голенищ или берцев, которая предусматривает образование утолщенного заднего тачного шва, в результате чего возникает такой существенный дефект, как вылегание заднего шва. Конструкция заднего наружного ремня, выполненная трапециевидной, является материалоемкой и сложной, что в процессе настрачивания ведет к перекосу ремня относительно центра голенища или берца, в результате чего ухудшается внешний вид обуви, снижаются эксплуатационные свойства.
Целью изобретения является улучшение качества и экономия материала верха.
Поставленная цель достигается тем, что в обуви, преимущественно в виде сапог и полусапог, содержащей верх, имеющий союзку, задинку, наружные и внутренние детали голенища или берца, задний наружный ремень и подошву, детали голенища или
XI
ю ю
N ю
4
берцев выполнены асимметричными относительно вертикальной оси передней линии голенища, при этом одна сторона детали голенища увеличена относительно вертикальной оси голенища на величину, равную 0,7-0,9 половины ширины заднего наружного ремня, а другая сторона уменьшена на величину, равную 0,3-0,5 половины заднего наружного ремня, при этом задний наружный ремень имеет прямоугольную форму, а его ширина составляет 30-32 мм.
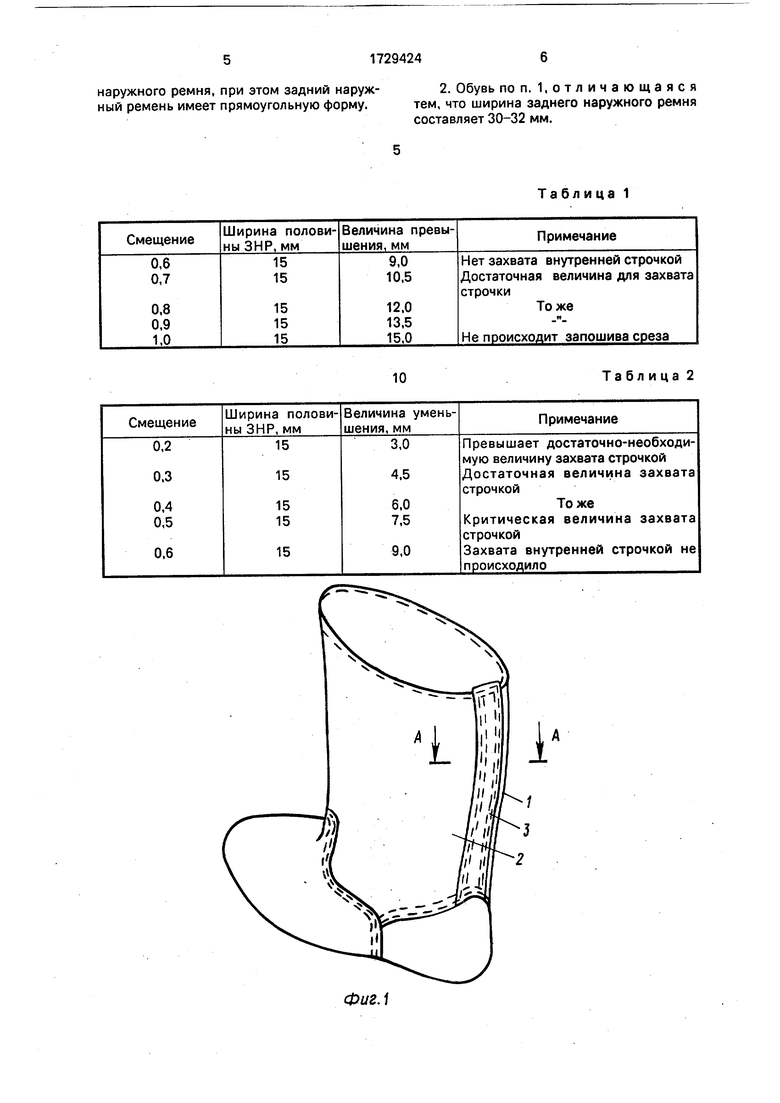
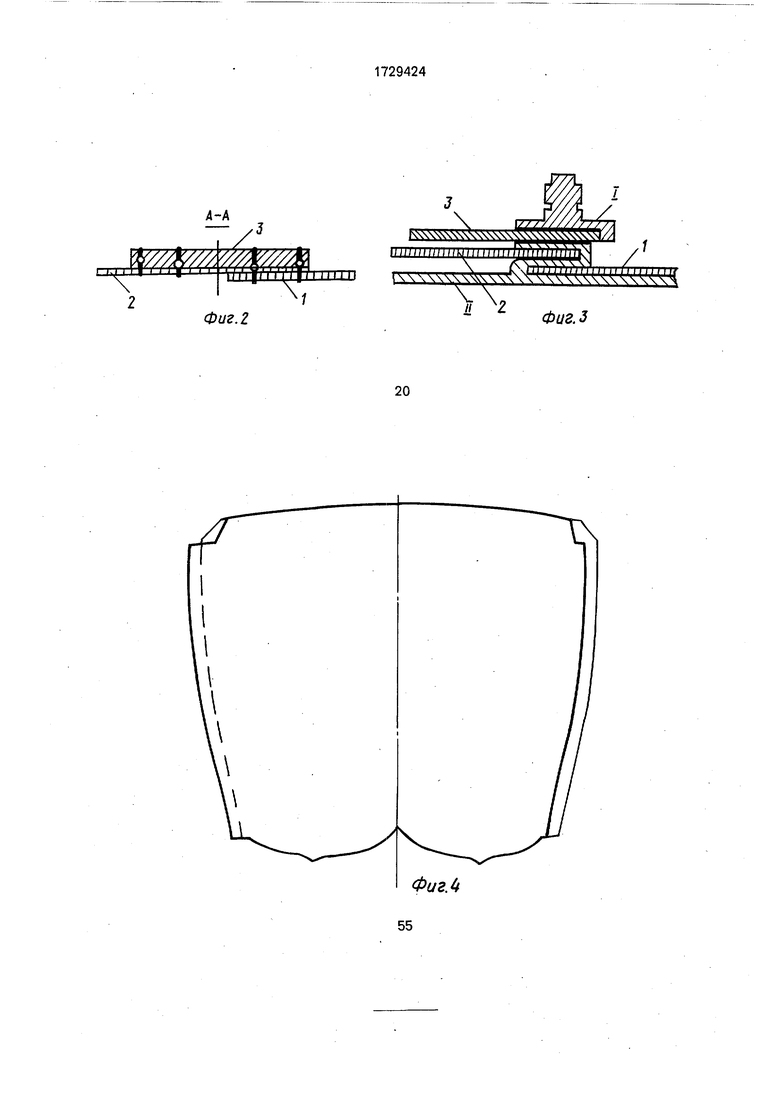
На фиг. 1 показано изделие, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3
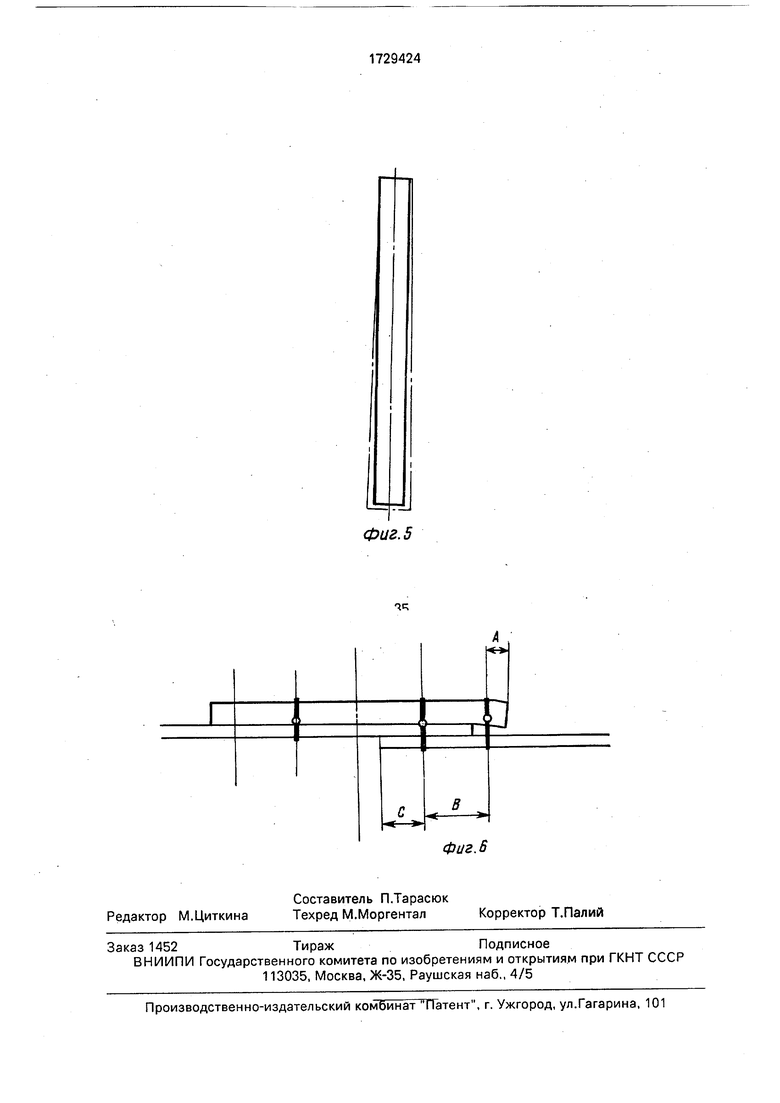
-операция сборки заднего узла; на фиг. 4 - смещение левой и правой части заготовки голенища; на фиг. 5 - задний наружный ремень существующей и предлагаемой формы; на фиг. 6 - схема расположения припусков.
Обувь в виде сапог или полусапог содержит верх в виде голенища или берца с правой 1 и левой 2 сторонами, задний наружный ремень 3.
Пример. Изготовление заготовки сапог юфтевых с кирзовыми голенищами. Выкраивание голенищ производилось при помощи металлического резака марки ПОТТ-20.
В целях обеспечения асимметричности левой и правой половинок голенища или берца необходимо для правильного выполнения операции соединения краев голенища накладным швом придать металлическому резаку соответствующую асимметричную форму. При этом левая часть ножа резака должна быть больше на определенную расчетную величину, чем правая его часть.
В результате в выкроенной заготовке голенища его центральная линия, соответствующая переднему перегибу и середине головки переда, окажется смещенной относительно средней оси на расчетную величину (фиг. 4).
Размер смещения является величиной одинаковой для всех размеров обуви и определяется исходя из ширины заднего наружного ремня и припусков на швы (фиг. 6):
-А 1-2 мм; В 4 мм; С 3-4 мм; ширина ремня 30 мм.
Величина, на которую смещалась сторона голенища относительно центра заднего наружного ремня, рассчитывалась исходя из соотношения 0,7-0,9 половины ширины заднего наружного ремня. Величина смещения правой стороны голенища рассчитывалась из соотношения 0,3-0,5 половины ширины заднего наружного ремня.
Таким образом, для левой стороны голенища (для 27-го размера обуви) припуск в
сторону увеличения составил 12 мм, а для правой стороны убавка составила 6 мм.
Расчетным путем было установлено, что указанные соотношения смещения шва относительно ширины ЗНР являются оптимальными.
Результаты расчетов величин асимметричности сведены в табл. 1 (для левой стороны голенища) и табл. 2 (для правой
стороны голенища).
Из табл. 1 видно, что оптимальными являются соотношения 0,7; 0,8 или 0,9 от половины ширины ЗНР. При соотношении 0,6 не происходит захвата стороны голенища
внутренней строчкой, что приводит к уменьшению прочности заднего стачиваемого шва.
При соотношении, равном 1,0 половины ширины ЗНР, образуется излишек материала, в результате чего нарушается условие, при котором срез должен быть запошит.
Из табл. 2 видно, что соотношения 0,3; 0,4; 0,5 половины ширины ЗНР являются оптимальными, при которых происходит захват строчкой всех слоев голенища. При соотношении, превышающем 0,6 половины ширины ЗНР, строчка не захватывает край правого полотна голенища, в результате чего уменьшается прочность стачиваемого заднего шва обузи. При соотношении, не превышающем 0,2 половины ширины ЗНР, образуется излишек материала, что увеличивает материалоемкость при изготовлении обуви.
Экономия материала образуется за счет изменения формы заднего наружного ремня (фиг. 5), а также за счет сокращения припусков на задний шов.
Одновременно со снижением материалоемкости в результате экономии сырья и вспомогательных материалов улучшается внешний вид обуви за счет отсутствия вылетания шва заднего узла верха обуви.
Формула изобретения
1. Обувь в виде сапог или полусапог, содержащая верх, имеющий союзку, задин- ку, наружные и внутренние детали голенища или берца, задний наружный ремень и
подошву, отличающаяся тем, что, с целью улучшения качества и экономии материала верха, детали голенища или берца выполнены асимметричными относительно вертикальной оси передней линии голенища, при этом одна сторона детали голенища увеличена относительно вертикальной оси голенища на величину, равную 0,7-0,9 половины ширины заднего наружного ремня, а другая сторона уменьшена на величину, равную 0,3-0,5 половины ширины заднего
наружного ремня, при этом задний наружный ремень имеет прямоугольную форму.
2. Обувь по п. 1.отличающаяся тем, что ширина заднего наружного ремня составляет 30-32 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обувной шаблон | 1989 |
|
SU1743558A1 |
| Детские сапоги | 1990 |
|
SU1814861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Способ сборки заготовок сапог и машина для выполнения указанного способа | 1961 |
|
SU142914A1 |
| Полуавтомат для объемной сборки деталей верха обуви | 1989 |
|
SU1759968A1 |
| ОБУВЬ | 2006 |
|
RU2336003C2 |
| БОТИНОК | 1998 |
|
RU2128932C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| Ортопедическая обувь | 1989 |
|
SU1637792A1 |
| СИСТЕМА КОНДИЦИОНИРОВАНИЯ ОБУВИ "ВАЛЕНТИНА" (МОДИФИКАЦИИ - "ВАЛЕНТИНА 2", "ВАЛЕНТИНА 3", ВАЛЕНТИНА 4", "ВАЛЕНТИНА 5", "ВАЛЕНТИНА 6") | 2014 |
|
RU2664657C2 |
Использование: в легкой промышленности при изготовлении обуви. Сущность изобретения: обувь содержит верх и подошву. Верх состоит из союзки, задинки, наружной и внутренней деталей голенища или берца и заднего наружного ремня. Детали голенища или берца выполнены асимметричными относительно вертикальной оси передней линии голенища. Одна из сторон голенища увеличена относительно вертикальной оси голенища на величину, равную 0,7-0,9 половины ширины заднего наружного ремня. Другая сторона детали голенища уменьшена на величину, равную 0,3-0,5 половины ширины заднего наружного ремня. Задний наружный ремень имеет прямоугольную форму, а ширина его составляет 30 - 32 мм. Изобретение позволит повысить качество обуви и обеспечит экономию материалов верха. 1 з.п. ф-лы, 6 ил. (Я
Фиг.1
Та блица 1
10
Таблица 2
Фиг. 5
| Сафронова Н.А | |||
| Спецодежда и спецобувь | |||
| М.: Химия, 1984, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
