|(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формования носочной части юфтевой обуви | 1981 |
|
SU967463A1 |
| Обувь в виде сапог или полусапог | 1989 |
|
SU1729424A1 |
| Способ пошива сапог | 1960 |
|
SU137031A1 |
| Детские сапоги | 1990 |
|
SU1814861A1 |
| ОБУВЬ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2750365C2 |
| Устройство для расправки голенищ обуви | 1972 |
|
SU440137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Устройство для аппретирования обуви | 1981 |
|
SU969243A1 |
| Способ скрепления деталей верха обуви, например голенищ для сапог и устройство для выполнения способа | 1959 |
|
SU132505A1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |

Изобретение относится к обувному производству, а именно к обувным машинам для изготовления обуви, и позволяет расширить их технологические возможности. Для этого в полуавтомате, содержащем подвижную головку длиннорукавной швейной машины с приводами, палету с приводом для закрепления деталей верха обуви и систему координированного управления приводами, палета выполняется подвижной в виде цилиндра, имеющего возможность возвратно-вращательного движения и снабженного натяжным устройством для расправки деталей обуви на палате. Кроме того, полуавтомат имеет несколько палет, соответствующих типоразмерам пошивае- мой обуви, с револьверной подачей в рабочую зону. 2 з.п.ф-лы, 4 ил.
Изобретение относится к обувному производству, в частности к обувным машинам для изготовления обуви, и может быть использовано для автоматизации процесса ниточного соединения деталей верха сапог и полусапог.
В настоящее время для объемной сборки деталей верха обуви, в частности, сапог и полусапог применяется пряморукавная швейная машина.
Недостатком этой машины является то, что конфигурацию строчки оператор осуществляет вручную путем перемещения объемной заготовки на рукаве машины, что трудоемко и малопроизводительно.
Прототипом предложенного технического решения является приспособление к швейной машине, предназначенное для автоматического перемещения объемной заготовки соответственно направлению шва. Приспособление состоит из цилиндра с насаженной на него оправкой, эксцентриковой шайбы и системы рычагов, с помощью которых цилиндрам сообщаются возвратно- поступательные и возвратно-вращательные перемещения.
Недостатком прототипа является то, что с помощью этого приспособления можно собирать лишь один типоразмер заготовки верха обуви, что значительно снижает его технологические возможности.
Целью изобретения является расширение технологических возможностей полуавтомата за счет обработки объемных заготовок различных типоразмеров.
Указанная цель достигается тем, что в полуавтомате, содержащем подвижную вдоль оси головки длиннорукавной швейной машины с приводами, установленную на основании палету цилиндрической формы с приводом для закрепления деталей верха обуви и систему координированного управХ4СЛ
ю ю о со
ления приводами для обеспечения относительного перемещения деталей верха обуви и рабочего органа швейной машины, налета снабжена натяжным устройством для расправки объемных деталей, выполненным в виде шарнирко установленной на налете параллельно ее образующей планки с фиксатором для ее установки а заданное положение. Кроме того, полуавтомат имеет по меньшей мере пару палет, размещенных на основании роторного типа. Палета имеет индивидуальный привод, а система управления выполнена на микропроцессорах.
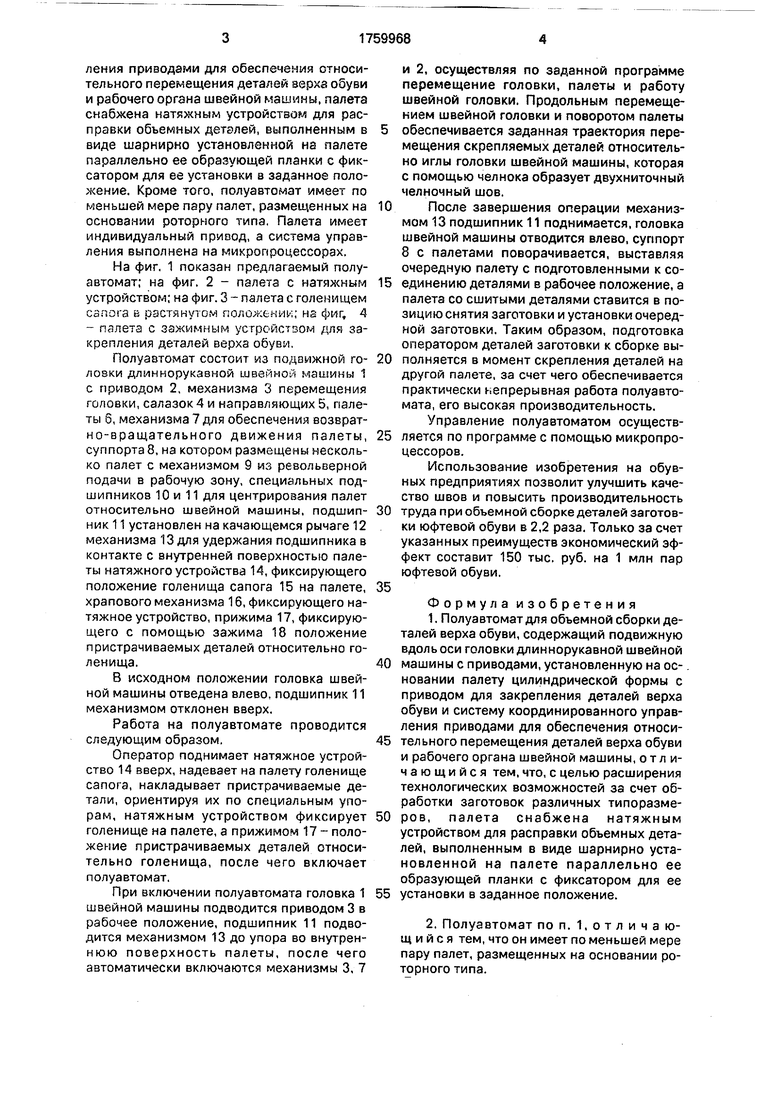
На фиг. 1 показан предлагаемый полуавтомат; на фиг, 2 - палета с натяжным устройством; на фиг. 3 - палета с голенищем сапога в растянутом положении; нг фиг, 4 - палета с зажимным усгройстзом для закрепления деталей верха обуви.
Полуавтомат состоит из подвижной головки длиннорукавной швейной машины 1 с приводом 2, механизма 3 перемещения головки, салазок 4 и направляющих 5, пале- ты б, механизма 7 для обеспечения возврат- но-вращательного движения палеты, суппорта 8, на котором размещены несколько палет с механизмом 9 из револьверной подачи в рабочую зону, специальных подшипников 10 и 11 для центрирования палет относительно швейной машины, подшипник 11 установлен на качающемся рычаге 12 механизма 13 для удержания подшипника в контакте с внутренней поверхностью палеты натяжного устройства 14, фиксирующего положение голенища сапога 15 на палете, храпового механизма 16, фиксирующего натяжное устройство, прижима 17, фиксирующего с помощью зажима 18 положение пристрачиваемых деталей относительно голенища.
В исходном положении головка швейной машины отведена влево, подшипник 11 механизмом отклонен вверх.
Работа на полуавтомате проводится следующим образом.
Оператор поднимает натяжное устройство 14 вверх, надевает на палету голенище сапога, накладывает пристрачиваемые детали, ориентируя их по специальным упорам, натяжным устройством фиксирует голенище на палете, а прижимом 17 - положение пристрачиваемых деталей относительно голенища, после чего включает полуавтомат.
При включении полуавтомата головка 1 швейной машины подводится приводом 3 в рабочее положение, подшипник 11 подводится механизмом 13 до упора во внутреннюю поверхность палеты, после чего автоматически включаются механизмы 3, 7
и 2, осуществляя по заданной программе перемещение головки, палеты и работу швейной головки. Продольным перемещением швейной головки и поворотом палеты
обеспечивается заданная траектория перемещения скрепляемых деталей относительно иглы головки швейной машины, которая с помощью челнока образует двухниточный челночный шов.
После завершения операции механизмом 13 подшипник 11 поднимается, головка швейной машины отводится влево, суппорт 8 с налетами поворачивается, выставляя очередную палету с подготовленными к соединению деталями в рабочее положение, а палета со сшитыми деталями ставится в позицию снятия заготовки и установки очередной заготовки. Таким образом, подготовка оператором деталей заготовки к сборке выполняется в момент скрепления деталей на другой палете, за счет чего обеспечивается практически непрерывная работа полуавтомата, его высокая производительность. Управление полуавтоматом осуществляется по программе с помощью микропроцессоров.
Использование изобретения на обувных предприятиях позволит улучшить качество швов и повысить производительность
труда при объемной сборке деталей заготовки юфтевой обуви в 2,2 раза. Только за счет указанных преимуществ экономический эффект составит 150 тыс. руб. на 1 млн пар юфтевой обуви.
Формула изобретения
машины с приводами, установленную на основании палету цилиндрической формы с приводом для закрепления деталей верха обуви и систему координированного управления приводами для обеспечения относительного перемещения деталей верха обуви и рабочего органа швейной машины, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки заготовок различных типоразмеров, палета снабжена натяжным устройством для расправки объемных деталей, выполненным в виде шарнирно установленной на палете параллельно ее образующей планки с фиксатором для ее
установки в заданное положение.
ч
ШКУь crfr
Г А
Фиг. 2
гЧ/
(puzf
/L
тлуул 1
| Приспособление к цилиндровым кожевенным швейным машинам для автоматического перемещения заготовки соответственно направлению шва | 1929 |
|
SU27275A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
