Изобретение относится к изготовлению шлангов, а также может быть применено при восстановлении герметичности шлангов гидросистем высокого давления у нако- нечников в условиях ремонтных мастерских..
Известен способ восстановления шлангов, заключающийся в обрезке наконечника шланга, разделке муфты наконечника на две половинки. Ниппель с гайкой устанавливается внутрь годного конца шланга и зажимается двумя половинками разрезанной муфты при помощи специальных хомутиков.
Однако, указанный способ восстановления имеет ряд недостатков: значительная трудоемкость при изготовлении специальных хомутиков; необходимость снятия резиновой оплетки шланга в процессе восстановления; малая долговечность отремонтированных наконечников в процессе эксплуатации.
Известен способ восстановления шлангов высокого давления, заключающийся в обрезке наконечника шланга, установке ниппеля с гайкой в шланг с последующим обжатием наконечника специальными разборными хомутиками со стяжными болтами.
Однако, способ имеет следующие недостатки: значительная трудоемкость изготовления оригинальных деталей (хомуты); низкая надежность отремонтированных наконечников в процессе эксплуатации.
За прототип принят способ соединения шланга с ниппелем, заключающийся в его сборке с ниппелем и гайкой, установке фигурной гофры и последующем обжатии навиваемой проволокой с фиксированием ее
VI hO
чэ VJ ю ел
первого и последнего витка посредством гофры.
Известный способ имеет следующие недостатки: наличие дополнительно изготовленной детали (гофры); наличие жесткой подложки под витками навиваемой проволоки, значительно ухудшающей условия защемления ниппеля;восстановление шланга технологически усложняется в связи с установкой выше указанной гофры; значительная трудоемкость реализации способа; не обеспечивается стабильность качества восстановления.
Цель изобретения - повышение качества соединения и снижение трудоемкости.
Поставленная цель достигается тем, что соединение шланга гидросистем с ниппелем включает сборку шланга с ниппелем и гайкой с последующим обжатием шланга к ниппелю проволокой, которая навивается по винтовой линии от гайки вдоль шланга с фиксированием первого витка перекрестным наложением последующего в направлении, противоположном навивке, длина которой больше длины сопрягаемой части ниппеля, причем усилие навивки определяется соотношением
0,5 л: dn -Oj
F dn Р R .
а шаг навивки соответственно ,
где F - усилие навивки;
я-3,14;
dn - диаметр навиваемой проволоки;
От- предел текучести материала проволоки;
Р - рабочее давление в гидросистеме;
R - радиус наружной поверхности шланга;
р- шаг навивки.
По сравнению с прототипом, предлагаемое техническое решение имеет следующие существенные отличия: фиксация первого витка осуществляется перекрестным наложением последующего в направлении, противоположном навивке; длина навивки больше длины сопрягаемой части ниппеля; направление навивки от гайки вдоль шланга; усилие навивки определяется из соотношения
0.5 rdn -От 4
F dn Р R ,
а шаг навивки -к-р р dn,
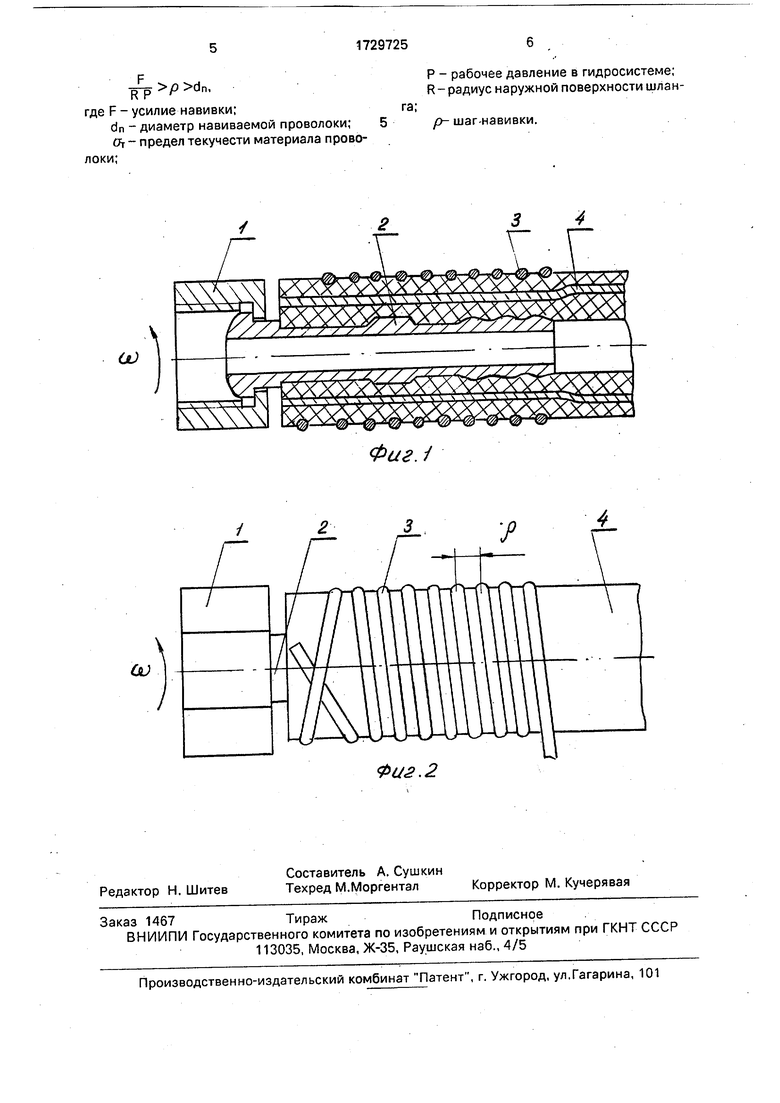
На фиг.1 изображена схема соединения шланга гидросистем с ниппелем, разрез; на фиг.2 - схема расположения витков проволоки на шланге.
0
5
0
Схема содержит гайку 1, ниппель 2, навитую проволоку 3 и шланг 4.
Способ осуществляется следующим образом.
Собирается ниппель 1 и гайка 2. Вращая со скоростью о) шланг 4 в сборе с гайкой 2 и ниппелем 1 навивается проволока 3 с приложением усилия F.
Первый виток проволоки 3 фиксируется перекрестным наложением последующего витка в противоположном направлении винтовой навивки проволоки. После навивки проволоки на длине, не меньшей длины сопрягаемой части ниппеля, она обрезается.
Проводилось соединение шланга гидро- системы с ниппелем по каталогу Н.036.93.100. Прижатие шланга к ниппелю осуществлялось стальной углеродистой проволокой ГОСТ 9369-75. Исходные данные для расчета шага и усилия навивки
Р 1 кг/мм2, dn 3 мм, От 20 кг/мм2. R 12,5 мм.
Усилие навивки
25
0,5 -3,14 -32 -30
F 3 1 12,5,
0
5
0
5
0
5
71
Принимаем F 55 кг. При этом шаг навивки должен быть в пределах
сг
4,
Навивка выполнялась с шагом р 4 мм. После восстановления шланг испытывался при давлении 13,5 ± 0,5 МПа. Эксплуатационные испытания подтвердили высокую надежность соединения.
Применение предлагаемого способа соединения шланга гидросистемы с ниппелем позволяет снизить трудоемкость.
Формула изобретения Способ соединения шланга гидросистем с ниппелем и гайкой, включающий сборку шланга с ниппелем и гайкой с последующим обжатием навиваемой проволокой, отличающийся тем, что, с целью повышения качества соединения и снижения трудоемкости, навивку осуществляют по винтовой линии от гайки вдоль шланга с фиксированием первого витка перекрестным наложением последующего в направлении, противоположном навивке, длина которой больше длины сопрягаемой части ниппеля, причем усилие навивки определяют соотношением
0,5- d2n-Or F dn.p.R а шаг навивки из соотношения
,
где F - усилие навивки;га;
dn - диаметр навиваемой проволоки; 5р- шаг-навивки.
о - предел текучести материала проволоки;
Р - рабочее давле R-радиус наружн
Р - рабочее давление в гидросистеме; R-радиус наружной поверхности шлан
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| Концевая арматура рукава высокого давления | 1989 |
|
SU1656275A1 |
| Рукав высокого давления | 1990 |
|
SU1753162A1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| Способ изготовления канатов закрытой конструкции | 2015 |
|
RU2626327C2 |
| Устройство для закрепления шлангов на трубопроводах | 1989 |
|
SU1770662A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| Способ изготовления трубчатых изделий из композиционных материалов | 1982 |
|
SU1162537A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
Изобретение относится к способам изготовления шлангов гидросистем, а также может быть применено при восстановлении герметичности шлангов гидросистем высокого давления у наконечников в условиях ремонтных мастерских. Цель изобретения повышение качества и снижение трудоемкости. Способ включает сборку шланга с ниппелем и гайкой с последующим обжатием шланга к ниппелю навиваемой проволокой. Проволока навивается по винтовой линии от гайки вдоль шланга с фиксированием первого витка перекрестным наложением последующего в направлении, противоположном навивке. Усилие навивки определяется соотношением 0,5 jrdn -Off 4 F dn Р R , а шаг навивки из соотношения «-р Р dn, где F усилие навивки; п 3,14; dn - диаметр навиваемой проволоки; От- предел текучести материала проволоки; Р-рабочее давление в гидросистеме; R- радиус наружной поверхности шланга; р- шаг навивки. 2 ил. Ё
Фие-i
| Соединение шланга с ниппелем | 1977 |
|
SU739304A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
