Изобретение относится к области литейного производства а именно к способам изготовления металлостружечного брикета в металлических формах.
Известен способ изготовления отливки с армирующими вставками в металлической форме.
Однако способ не позволяет в случае использования его для изготовления металлостружечного брикета получить брикет с равномерной толщине литой стенки.
Известен способ изготовления отливок с армирующими волокнами в сетке.
Способ также не обеспечивает высокое качество брикета из-за неравномерной толщины стенки
Наиболее близким по технической сущности к изобретению является способ изготовления металлостружечного брикета в металлической форме.
С целью утилизации отходов (стружки обрези, проволоки ит.д) и дальнейшего использования их в составе шихтовых материалов вагранок производят следующую операцию. В металлический вытряхной кокиль помещают стружку, обрезь и заливают их ковшевыми остатками чугуна. Далее полученный металлостружечный брикет используют как шихтовый материал вагранок. Это позволяет значительно снизить себестоимость чугуна и уменьшить расходы на транспортировку стружки на металлургические комбинаты.
Однако данный способ не обеспечивает получение металлостружечного брикета с равномерной толщиной стенки. В верхней части брикета образуется литая стенка различной толщины а в нижней части - литая стенка имеет минимальную толщину, а в большинстве случаев стенка вообще не образуется, так как металл не затекает под спой стружки. Это приводит к высыпанию стружки во время транспортировки, а во время плавки - к повышенному ее угару (50-60%). Это сводит на нет экономию за счет использования в шихте малоценных дешевых отходов (стружки, обрези. высечки и т д.). Качество брикета при этом резко снижается.
Ё
VI
СО
Ј ю
Целью изобретения является повышение качества металлостружечного брикета за счет получения равномерной по толщине литой оболочки.
Поставленная цель достигается тем, что в способе изготовления металлостружечного брикета, включающем засыпку стружки в металлическую форму вытряхного типа, заливку металла, выдержку до затвердевания и удаление отливки, стружку засыпают в контейнер, имеющий поверхность, повторяющую конфигурацию внутренней поверхности формы; контейнер устанавливают посредством фиксаторов в формообразующую полость с зазором относительно стенки формы, причем верхний торец контейнера располагают ниже верхней поверхности формы на величину упомянутого зазора; контейнер целесообразно выполнять из стального листа или стальной сетки.
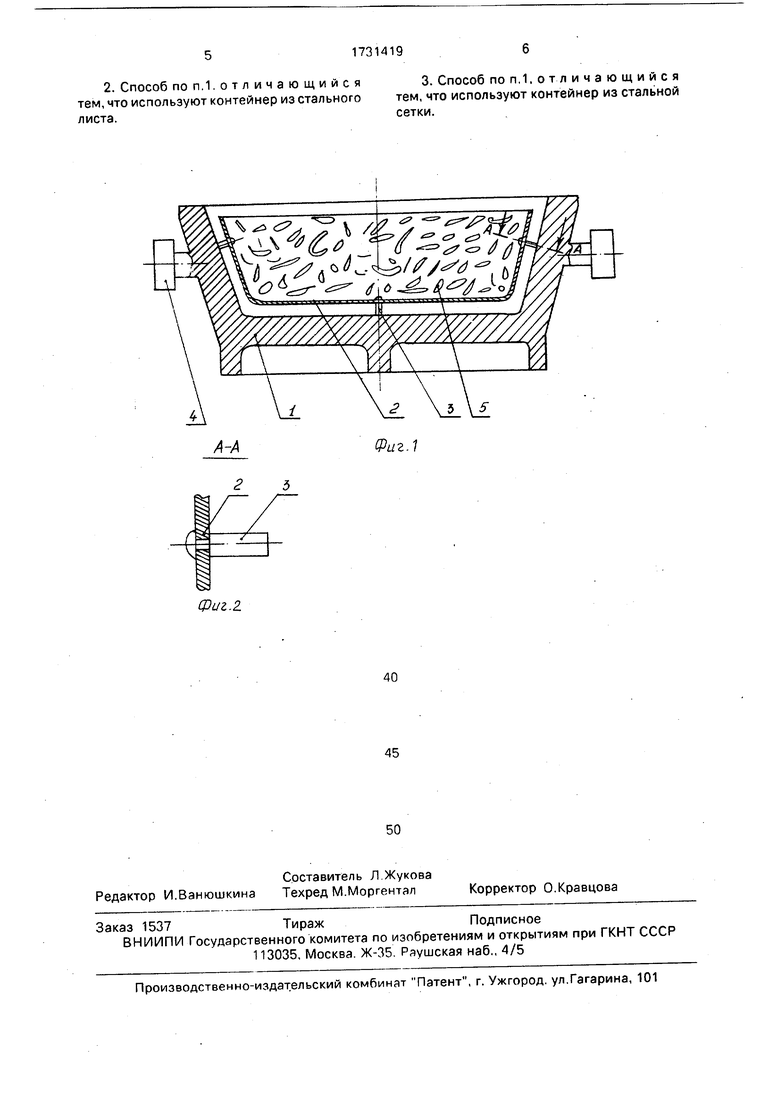
На фиг.1 изображено устройство, реализующее способ, вертикальный фронтальный разрез; на фиг.2 - разрез А-А на фиг 1
Устройство содержит кокиль 1, металлический контейнер 2, фиксаторы 3, цапфы 4, стружку, обрезь, листовые отходы, кузнечную окалину, сплески металла 5.
Кокиль для осуществления способа состоит из металлической (чугунной) формы, снабженной цапфами 4 для транспортировки, переворота, подъема, установки кокиля. Поверхность кокиля покрыта слоем противопригарной краски (не показана) для устранения пригара металла к поверхности кокиля. Внутри кокиля смонтирован металлический контейнер 2. Контейнер установлен с зазором между дном и боковыми стенками формы и выполнен в виде поверхности, повторяющей конфигурацию внутренней поверхности кокиля. Зазор между поддоном и поверхностью кокиля обеспечивается фиксаторами 3, установленными на внешней стороне контейнера. Верхняя литая стенка брикета обеспечивается за счет того, что верхний торец контейнера выполнен ниже уровня кокиля на толщину литой стенки Металлический контейнер может быть изготовлен из листовой стали или стальной сетки.
Способ осуществляют следующим образом.
Сначала кокиль, в котором производится изготовление металлостружечного брикета, готовят к заливке, очищают от настылей, шлака, пыли, заливов; красят противопригарной краской и т.д. Затем в форме устанавливают заранее подготовленный контейнер с фиксаторами Затем на контейнер загружают стружку 5, тонколистовые отходы, обрезь и т.д., причем уровень стружки выдерживают не выше верхнего уровня контейнера.
Затем производят заливку чугуна. Струю направляют в зазор между контейнером и формой, С этой целью можно использовать заливочную чашу. Жидкий металл заполняет зазор между контейнером и формой и кристаллизуется с образованием литого слоя равномерной толщины. Далее,
после заливки зазора уровень повышается, металл заливает верхний слой стружки и образует верхнюю литую стенку. После заполнения всего кокиля металлом заливку прекращают.
Во время затвердевания металла контейнер удерживает стружку от возможного оседания.
В результате образуется металлостру- жечный брикет, в средней части которого
сконцентрирована стружка,а по периферии ее образован литой чугунный слой, который во время плавки в вагранке защищает стружку от окисления и обеспечивает ее переплав без значительного угара металла.
В результате использования изобретения достигается получение металлостружечного брикета с равномерной по толщине литой стенкой по всей поверхности стружки, повышается качество брикета. Использование металлостружечного брикета обеспечивает утилизацию стружки, снижение ее угара во время плавки, снижение себестоимости жидкого металла
Изобретение обладает простотой конструкции кокиля, несложностью изготовления и обслуживания, низкой стоимостью. Оно найдет применение в литейных цехах для утилизации малоценных отходов и использования их в качестве шихтовых материалов в вагранках и других плавильных печах.
Формула изобретения
1 Способ изготовления металлостружечного брикета, включающий засыпку стружки в металлическую форму вытряхного типа, заливку металла, выдержку до затвердевания и удаление отливки, отличающийся тем, что, с целью повышения
качества металлостружечного брикета за счет получения равномерной по толщине литой оболочки, стружку засыпают в контейнер, имеющий поверхность, повторяющую конфигурацию внутренней поверхности
формы, контейнер, устанавливают посредством фиксатора в формообразую дую полость с зазором относительно стенки формы, причем верхний торец контейнера располагают ниже верхней поверхности формы на величину упомянутого зазора.
2. Способ по п.1.отличающийся тем, что используют контейнер из стального листа.
3. Способ по п. 1.отличающийся тем, что используют контейнер из стальной сетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ | 2002 |
|
RU2225775C2 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛО-СТРУЖЕЧНОГО БРИКЕТА | 2003 |
|
RU2241049C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| Способ легирования тонкостенных чугунных отливок | 2022 |
|
RU2784305C1 |
| Металлостружечный брикет | 1989 |
|
SU1638186A1 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОАЛЮМИНИЯ | 2003 |
|
RU2241777C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2289634C1 |
Использование: утилизация стружки. Сущность изобретения: для получения равномерной по толщине литой оболочки стружку засыпают в контейнер, установленный в формообразующую полость с зазором относительно нее. Поверхность контейнера повторяет конфигурацию полости формы, а его верхний торец расположен ниже верхней поверхности формы на величину зазора. 2 з п. ф-лы, 2 ил.
л
ц - .l
S)& x л
ц
x л
f|0
| Мариенбах Л.М Металлургические основы ваграночного процесса | |||
| Пробочный кран | 1925 |
|
SU1960A1 |
