Изобретение относится к порошковой металлургии, а именно к технике припекания порошковых материалов на внутренние поверхности цилиндрических изделий, и может быть использовано в целях защиты емкостного оборудования, работающего в условиях гидроабразивного износа, в частности к способам упрочнения внутренней поверхности контейнера диспергатора с мелющими шариками.
Известен способ защиты внутренней поверхности аппарата от гидроабразивного изнашивания находящимися в потоке движущимися частицами путем электродуговой наплавки износостойкими материалами.
Недостатком способа являются ограниченные возможности при наплавке крупногабаритных изделий. Поскольку для защиты от интенсивного гидрабразивного износа, как правило, применяют высоколегированные металлы, содержащие повышенные количества углерода, хрома, марганца и других легирующих примесей, наплавленный металл склонен к образованию кристал- лизационных трещин. Для того, чтобы избежать этого явления, контейнер необходимо подогревать до 300-700°С с последуN |w
fc ;ю
ющим замедленным охлаждением после наплавки, что требует больших затрат.
Известен также способ защиты внутренней поверхности емкостного оборудования, при котором на внутреннюю поверхность оборудования наносят суспензию из износостойкого порошкового материала концентрацией не менее 85%, одновременно вращают его вокруг горизонтальной оси и нагревают до температуры припекания суспензии к поверхности.
Недостатком способа является низкий срок службы оборудования в результате воздействия гидроабразивной рабочей массы на внутреннюю поверхность емкостного оборудования.
Целью изобретения является повышение срока службы оборудования.
Поставленная цель достигается тем, что в способе упрочнения внутренней поверхности емкостного оборудования, преимущественно контейнера диспергатора с мелющими шариками, при котором на поверхность контейнера наносят суспензию из износостойкого порошкового материала концентраций не менее 85%, вращают контейнер вокруг горизонтальной оси и нагревают до температуры припекания суспензии к поверхности, после нанесения суспензии на поверхность контейнера устанавливают трафарет с отверстиями, размещают в отверстиях стеклянные шарики с диаметром, равным диаметру мелющих шариков, вдавливают их в суспензию на глубину, равную 1 /2 диаметра шариков, причем толщина трафарета составляет 1 /2 диаметра шариков, диаметр отверстий трафарета равен диаметру шариков, а шаг между отверстиями равен 1,5 диаметра шариков.
В контейнере диспергатора происходит смещение твердого агрегированного пигмента с пленкообразователем и диспергирование пигмента, Смесь характеризуется высокой вязкостью за счет большого содержания пигментов и наполнителей.
В качестве мелющих шариков вдиспер- гаторе используют стеклянный бисер, выпускаемый в соответствии с ТУ. В зависимости от степени диспергирования пигмента, в диспергатор загружается бисер строго одного размера. Диспергирование обеспечивается в результате трения, возникающего в пигментной пасте при движении ее между бисером и металлической поверхностью стенок контейнера. Сам диспергатор представляет собой неподвижный цилиндр с ру- башкой для водяного охлаждения и вращающимся валом с насаженными на него дисками. Объем бисера, загружаемого в контейнер, составляет 50-75% объема контейнера. Частота вращения вала мешалки 500-1500 об/мин.
При воздействии бисера на стенку происходит сильный гидроабразивный износ, в результате чего срок службы контейнера составляет 12-14 дней.
Поле скоростей бисера является трехмерным и характеризуется окружной, радиальной и осевой составляющими абсолютной скорости.
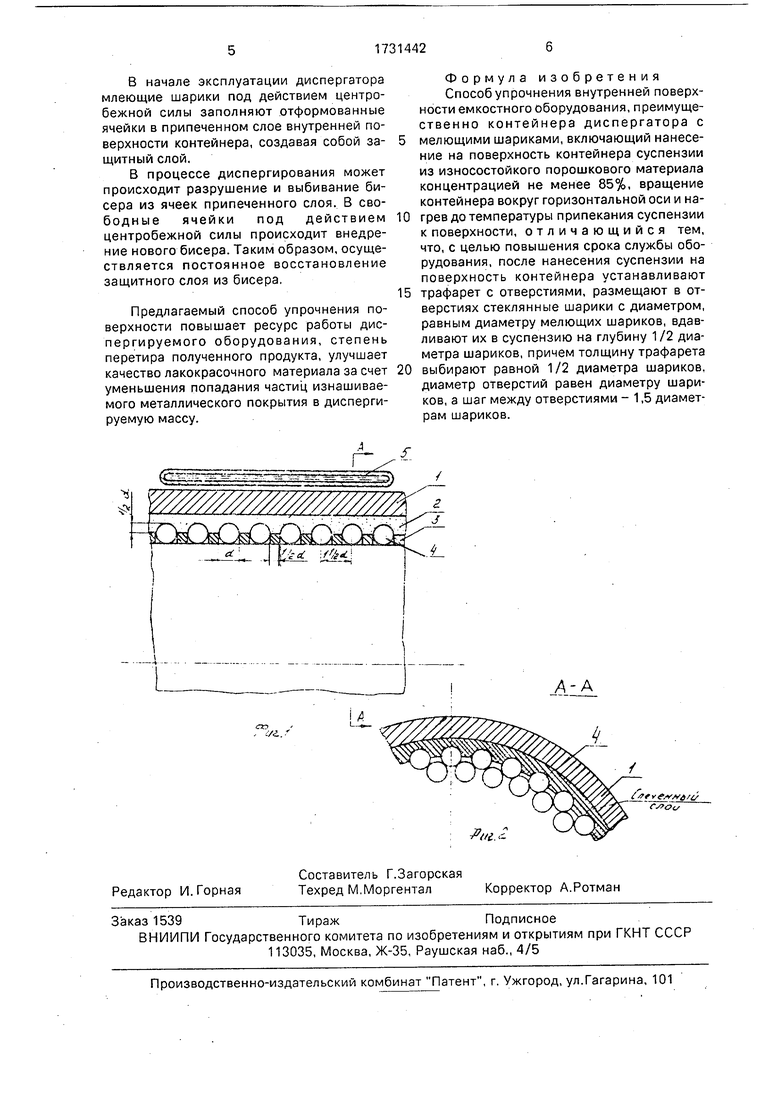
На фиг.1 показана схема, поясняющая
предлагаемый способ; на фиг.2 - разрез А-А на фиг.1.
Сущность способа заключается в следующем.
Цилиндрический контейнер диспергатора 1 (фиг.1) устанавливают в специальное приспособление, включающее планшайбу с зажимами и с приводом. На внутреннюю поверхность контейнера диспергатора наносят суспензию 2 из износостойкого порошка с содержанием его не менее 85% по массе.
При вращении контейнера вокруг горизонтальной оси с числом оборотов выше критического суспензия под воздействием
центробежной силы распределяется равномерным слоем на внутренней поверхности контейнера диспергатора. После прекращения вращения на внутренней поверхности контейнера диспергатора на поверхности
суспензии устанавливают трафарет 3 в виде гибкой ленты с отверстиями, толщина которого, диаметр отверстий и шаг между отверстиями выбраны равным 1/2, 1 и 1/2 диаметра мелющих шариков - стеклянного
бисера, Такое соотношение предотвращает взаимодействие бисера, находящегося в диспергируемой массе, со спеченным слоем (фиг.2).
Во все отверстия трафарета закладывают бисер 4, вдавливают его в суспензию на глубину 1/2 диаметра, после чего трафарет убирают. С собранным таким образом контейнером приспособление устанавливают в индуктор 5 установки ТВЧ и закрепляют упругим зажимом, после чего производят вращение контейнера диспергатора вокруг горизонтальной оси и нагревание до температуры припекания суспензии к поверхности.
Поскольку температура размягчения стекла (от 700°С и выше) ниже температуры припекания износостойких сплавов (от 900°С и выше), то после припекания бисерные шарики могут выпадать из своих ячеек,
В начале эксплуатации диспергатора млеющие шарики под действием центробежной силы заполняют отформованные ячейки в припеченном слое внутренней поверхности контейнера, создавая собой за- щитный слой.
В процессе диспергирования может происходит разрушение и выбивание бисера из ячеек припеченного слоя. В свободные ячейки под действием центробежной силы происходит внедрение нового бисера. Таким образом, осуществляется постоянное восстановление защитного слоя из бисера.
Предлагаемый способ упрочнения поверхности повышает ресурс работы диспергируемого оборудования, степень перетира полученного продукта, улучшает качество лакокрасочного материала за счет уменьшения попадания частиц изнашиваемого металлического покрытия в диспергируемую массу.
Формула изобретения Способ упрочнения внутренней поверхности емкостного оборудования, преимуще- ственно контейнера диспергатора с мелющими шариками, включающий нанесение на поверхность контейнера суспензии из износостойкого порошкового материала концентрацией не менее 85%, вращение контейнера вокруг горизонтальной оси и нагрев до температуры припекания суспензии к поверхности, отличающийся тем, что, с целью повышения срока службы оборудования, после нанесения суспензии на поверхность контейнера устанавливают трафарет с отверстиями, размещают в отверстиях стеклянные шарики с диаметром, равным диаметру мелющих шариков, вдавливают их в суспензию на глубину 1/2 диаметра шариков, причем толщину трафарета выбирают равной 1/2 диаметра шариков, диаметр отверстий равен диаметру шариков, а шаг между отверстиями - 1,5 диаметрам шариков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой наплавки внутренних поверхностей емкостей | 1989 |
|
SU1680458A1 |
| РОТОР БИСЕРНОЙ МЕЛЬНИЦЫ | 1992 |
|
RU2040340C1 |
| ЛАБОРАТОРНАЯ БИСЕРНАЯ МЕЛЬНИЦА | 2008 |
|
RU2389555C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2277997C1 |
| Смеситель | 1990 |
|
SU1788910A3 |
| ДИСПЕРГАТОР ДЛЯ ПОЛУЧЕНИЯ ЛАКОКРАСОЧНЫХ СУСПЕНЗИЙ | 2010 |
|
RU2433859C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2438829C2 |
| Способ получения покрытий изМЕТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU831366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 2018 |
|
RU2698880C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2004 |
|
RU2277998C1 |
Использование: изобретение относится к порошковой металлургии, а именно к технике припекания порошковых материалов на внутренние поверхности цилиндрических изделий, и может быть использовано при защите емкостного оборудования, работающего в условиях гидроабразивного износа. Сущность: на поверхность контейнера наносят суспензию из износостойкого порошкового материала концентрацией не менее 85%, устанавливают трафарет с отверстиями, размещают в отверстиях стеклянные шарики диаметром, равным диаметру мелющих шариков, вдавливают их в суспензию на глубину, равную 1 /2 диаметра шариков, причем толщина трафарета составляет 1/2 диаметра шариков, диаметр отверстий трафарета равен диаметру шариков, а шаг между отверстиями - 1,5 диаметрам шариков. После этого вращают контейнер вокруг горизонтальной оси и нагревают до температуры припекания суспензии к поверхности, 2 ил. fe
сг
. ./г
Д-А
4
/W
| Лейначук Е.И | |||
| Электродуговая наплавка деталей при абразивном и гидроабразивном износе | |||
| - Киев, 1985, с.124-129 | |||
| Дорожкин Н.Н | |||
| и др | |||
| Получение покрытий методом припекания | |||
| - Минск: Наука и техника, 1980, с.132-160 | |||
| Диспергирование и диспергирующее оборудование: Обзорная информация | |||
| Сер | |||
| Лакокрасочная промышленность | |||
| - М.: НИ- ИТЭТИМ, 1986. |
