сл С

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| Гидропривод оплавления для контактных стыковых машин | 1986 |
|
SU1532233A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Устройство контроля и управления процессом контактной стыковой сварки | 1986 |
|
SU1344545A1 |
| Самонастраивающаяся машина для стыковой контактной сварки непрерывным оплавлением | 1966 |
|
SU238033A1 |
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Способ регулирования процесса кон-ТАКТНОй СТыКОВОй СВАРКи | 1979 |
|
SU812469A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |

Изобретение относится к области сварки и может быть использовано при контактной стыковой сварке деталей из алюминиевых сплавов большого развитого сечения, Цель - повышение производительности процесса сварки. Цель достигается тем, что повышается эффективность нагрева путем увеличения времени существования элементарных контактов. При этом в устройстве обеспечивается задержка на разведение свариваемых деталей, в течение которой, при превышении сварочного тока установленного значения контакт нагревается и выплавляется. Если ток не снизился до заданного значения за это время задержки, те. остановки свариваемых деталей, то только после этого детали разводят. 2 ил., 1 табл.
Изобретение относится к области контактной стыковой сварки оплавлением,в частности алюминиевых сплавов большого развитого сечения и является усовершенствованием известного устройства по авт.св N° 1215919.
По авт.св, N 1215919 известно устройство управления машиной для контактной стыковой сварки, в котором блок управления содержит два входных усилителя, выходы которых через транзистор и переменный резистор соединены с инверсным входом выходного усилителя, выход последнего соединен с электрогидравлическим приводом перемещения подвижной плиты сварочной машины, прямой вхоц входных усилителей соединен с источником задающего напряжения, а инверсный - с датчиком сварочного тока. В известном устройстве когда сварочный ток прегысит заданное значение, свариваемые детали не останавливают, а сразу разводят.
При сварке черных металлов этот режим дает удовлетворительные результаты, но оказывается непригоден для алюминиевых сплавов, поскольку мгновенное разведение ведет к разрушению элементарных контактов, прекращению процесса оплавления и возникновению дугового разряда. В то же время известно, что при дуговом разряде 80% энергии сварочного тока расходуется на поддержание процесса горения дуги и лишь около 20% на нагрев свариваемых деталей. Следовательно, с точки зрения эффективности нагрева дуговой разряд бесполезен и поэтому время горения дуги необходимо уменьшать, а время существования элементарных контактов увеличивать. Предотвратить возникновение дугового разряда и продлить время существова
СО СП
ю
00
ю
ния элементарных контактов можно в том случае, если задержать на некоторое время разведение свариваемых деталей и остановить их. При этом через элементарный контакт протекает сварочный ток, который нагревает контакт и выплавляет его. Если за время задержки, т.е. остановки свариваемых деталей, сварочный ток не снизился до заданного значения, тогда уже детали разводят. Таким образом, время существования элементарных контактов увеличивается на время задержки в том случае, если контакт не выплавился, или на время, необходимое для выплавления контакта в течение времени задержки.
Целью изобретения является повышение качества сварки путем повышения эффективности нагрева свариваемых деталей за счет увеличения времени существования элементарных контактов,
Указанная цель достигается тем, что в устройстве управления машиной для контактной стыковой сварки между выходом одного из двух входных усилителей и базой связанного с ним транзистора блока управления скоростью перемещения подвижной плиты включены последовательно соединенные диод, одновибратор и элемент ИЛ И, второй вход которого также подключен к входу одновибратора. причем диод включен анодом к выходу входного усилителя.
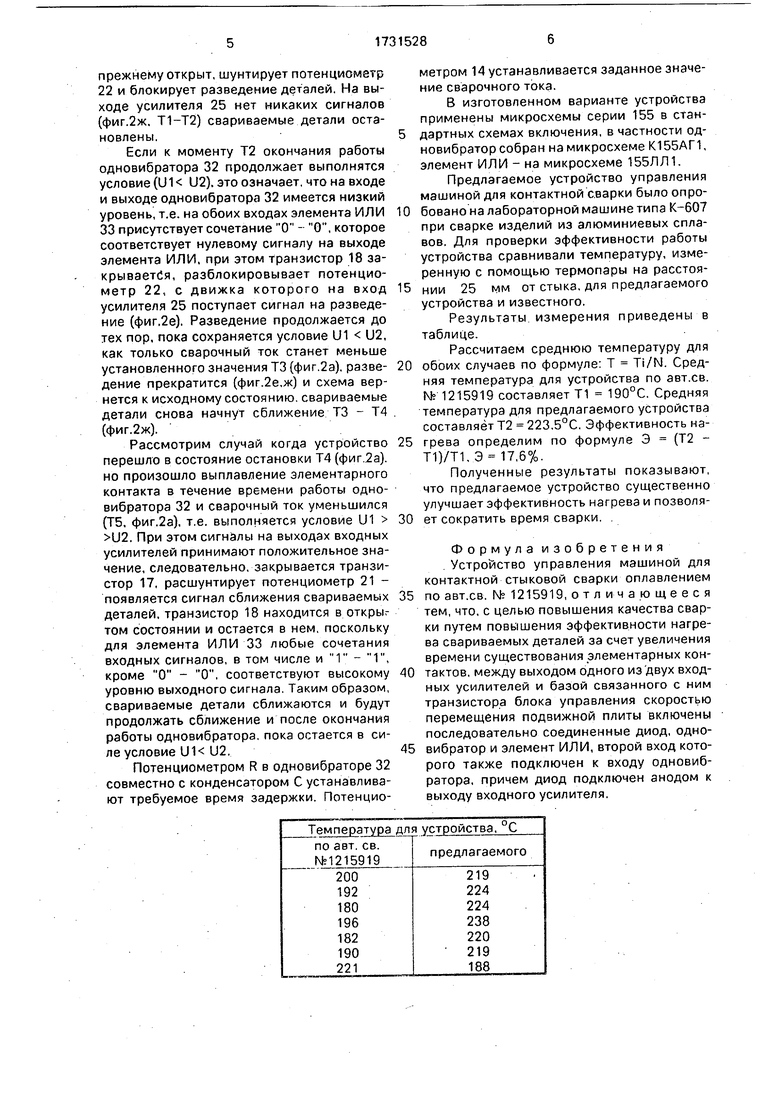
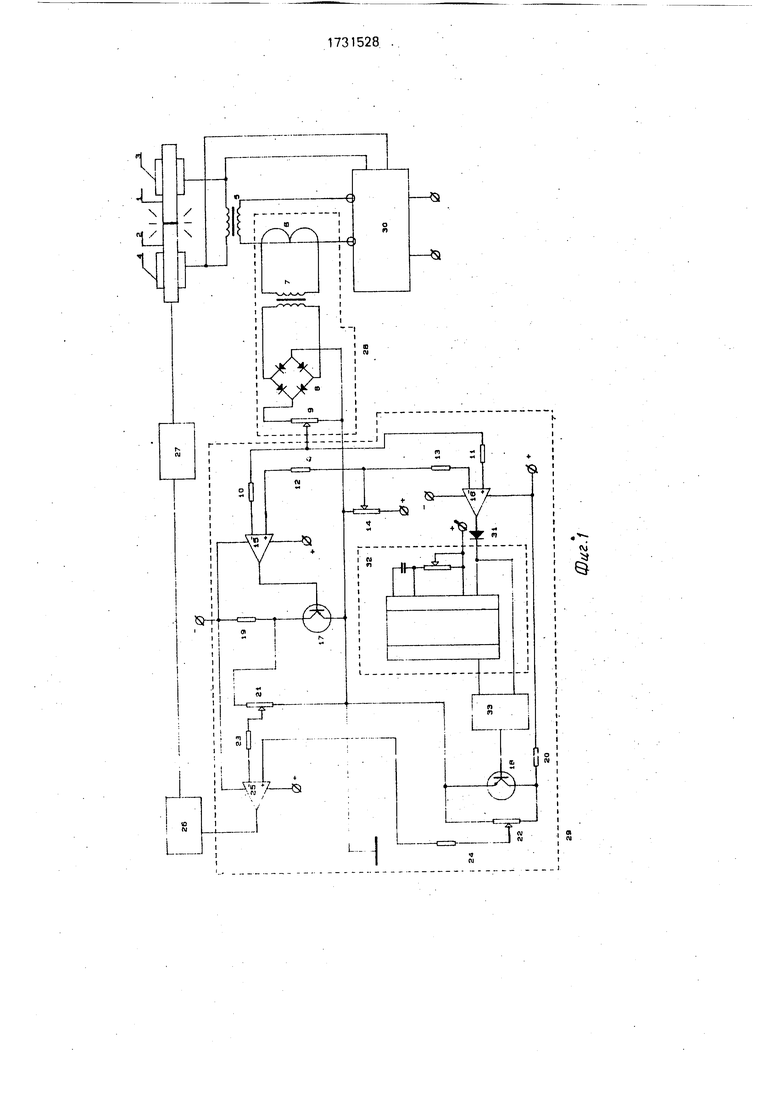
На фиг,1 показана электрическая принципиальная схема устройства управления машиной для контактной сварки; на фиг.2 - временные диаграммы работы устройства.
На фиг.2 обозначены: а - заданное (U1) и текущее (U2) значения сварочного тока; б - сигнал на входе одновибратора; в - сигнал на выходе одновибратора; г - сигнал на выходе элемента ИЛИ; д - сигнал на движке потенциометра; е - сигнал на движке другого потенциометра; ж - сигнал на выходе выходного усилителя.
Устройство содержит свариваемые детали 1 и 2, зажимные губки 3 и 4, сварочный трансформатор 5, трансформатор 6 тока, повышающий трансформатор 7. выпрямительный мост 8, потенциометр 9. резисторы 10-13, потенциометр 14, усилители 15 и 16, транзисторы 17 и 18, резисторы 19 и 20, потенциометры 21 и 22, резисторы 23 и 24. усилитель 25, электрогидравлический золотник 26. силовой гидравлический цилиндр 27, блок 28 - датчик сварочного тока, блок 29 - регулятор скорости перемещения подвижной плиты машины, блок 30 стабилизации сварочного напряжения, диод 31. од- новибрэтор 32 и логический элемент ИЛИ 33.
В исходном состоянии на прямые входы усилителей 15 и 16 (фиг.1) через резисторы 12 и 13с потенциометра 9 подано задающее напряжение U1 (фиг.2а). На инверсные входы усилителей 15 и 16 с датчика 28 тока через резисторы 10 и 11 подано напряжение U2 (фиг.2а), соответствующее текущему значению сварочного тока. На выходах усилителей 15 и 16 присутствует положительное
0 напряжение, поэтому транзистор 17, соединенный с выходом усилителя 15, закрыт и через резисторы 19 и 23 с движка потенциометра 21 на вход выходного усилителя 25 поступает напряжение, значение которого
5 определяет величину скорости сближения. Выходное напряжение усилителя 25 (фиг.2ж) используется для управления электрогидравлическим золотником 26, С выхода усилителя 16 положительное
0 напряжение через диод 31 поступает на вход одновибратора 32 (фиг,2б), на выходе которого установлен низкий уровень. Одно- вибратор 32 срабатывает только по отрицательному фронту входного импульса, т.е.
5 переходу с высокого уровня на низкий (1 - О). Выход и вход одновибратора 32 соединены с первым и вторым входами элемента ИЛИ 33 соответственно. Сочетание входных сигналов О - 1, равно как и 1
0 - О для элемента, ИЛИ 33 соответствует высокому уровню, т.е. 1 на его выходе. Транзистор 18, соединенный с выходом элемента ИЛИ 33, открыт и шунтирует потенциометр 32, с движка которого через резистор
5 24 на вход выходного усилителя в данном случае поступает нулевой сигнал (фиг.2е). Потенциометр 22 определяет значение скорости разведения свариваемых деталей при закрытом транзисторе 18. Таким образом, в
0 исходном состоянии свариваемые детали сближаются.
В исходном состоянии устройство пребывает в течение всего времени 0-Т1 (фиг.2а), т.е. пока U1 U2, По мере сближе5 ния растет сварочный ток и, соответственно, значение сигнала U2 с выхода датчика 28 тока. В момент Т1 (фиг.2а), когда U1 1)2, на выходах усилителей 15 и 16 полярность выходного сигнала изменяется на противо0 положную, при этом транзистор открывается, шунтирует потенциометр 21 и прекращает сближение. Кроме того, с выхода усилителя 16 отрицательный фронт перепада 1 - О (фиг.26) воздействует на вход
5 одновибратора 32, которым и запускает его. На выходе одновибратора появляется высокий уровень - 1 (фиг.2в). На входе элемента ИЛИ 33 комбинация сигналов остается неизменной: О - 1, поэтому на выходе его высокий уровень (1). транзистор 18 попрежнему открыт, шунтирует потенциометр 22 и блокирует разведение деталей. На выходе усилителя 25 нет никаких сигналов (фиг.2ж. Т1-Т2) свариваемые детали остановлены.
Если к моменту Т2 окончания работы одновибратора 32 продолжает выполнятся условие (U1 U2). это означает, что на входе и выходе одновибратора 32 имеется низкий уровень, т.е. на обоих входах элемента ИЛИ 33 присутствует сочетание О - О, которое соответствует нулевому сигналу на выходе элемента ИЛИ, при этом транзистор 18 закрывается, разблокировывает потенциометр 22, с движка которого на вход усилителя 25 поступает сигнал на разведение (фиг,2е). Разведение продолжается до тех пор, пока сохраняется условие U1 U2, как только сварочный ток станет меньше установленного значения ТЗ (фиг.2а), разве- дение прекратится (фиг.2е,ж) и схема вернется к исходному состоянию, свариваемые детали снова начнут сближение ТЗ - Т4 (фиг.2ж).
Рассмотрим случай когда устройство перешло в состояние остановки Т4 (фиг 2а). но произошло выплавление элементарного контакта в течение времени работы одно- вибратора 32 и сварочный ток уменьшился (Т5, фиг,2а), т.е. выполняется условие U1 U2. При этом сигналы на выходах входных усилителей принимают положительное значение, следовательно, закрывается транзистор 17, расшунтирует потенциометр 21 - появляется сигнал сближения свариваемых деталей, транзистор 18 находится в открыг том состоянии и остается в нем. поскольку для элемента ИЛИ 33 любые сочетания входных сигналов, в том числе и 1 - 1, кроме О - О, соответствуют высокому уровню выходного сигнала. Таким образом, свариваемые детали сближаются и будут продолжать сближение и после окончания работы одновибратора, пока остается в силе условие U1 U2,
Потенциометром R в одновибраторе 32 совместно с конденсатором С устанавливают требуемое время задержки. Потенциометром 14 устанавливается заданное значение сварочного тока.
В изготовленном варианте устройства применены микросхемы серии 155 в стандартных схемах включения, в частности од- новибратор собран на микросхеме К155АГ1, элемент ИЛИ - на микросхеме 155ЛЛ1.
Предлагаемое устройство управления машиной для контактной сварки было опробовано на лабораторной машине типа К-607 при сварке изделий из алюминиевых сплавов. Для проверки эффективности работы устройства сравнивали температуру, измеренную с помощью термопары на расстоянии 25 мм от стыка, для предлагаемого устройства и известного.
Результаты измерения приведены в таблице.
Рассчитаем среднюю температуру для обоих случаев по формуле: Т Ti/N. Средняя температура для устройства по авт.св. № 1215919 составляет Т1 190°С. Средняя температура для предлагаемого устройства составляет Т2 223,5°С, Эффективность нагрева определим по формуле Э (Т2 - Т1)/Т1,Э 17,6%.
Полученные результаты показывают, что предлагаемое устройство существенно улучшает эффективность нагрева и позволяет сократить время сварки.
Формула изобретения Устройство управления машиной для контактной стыковой сварки оплавлением по авт.св. № 1215919, отличающееся тем, что, с целью повышения качества сварки путем повышения эффективности нагрева свариваемых деталей за счет увеличения времени существования элементарных контактов, между выходом одного из двух входных усилителей и базой связанного с ним транзистора блока управления скоростью перемещения подвижной плиты включены последовательно соединенные диод, одно- вибратор и элемент ИЛИ, второй вход которого также подключен к входу одновибратора, причем диод подключен анодом к выходу входного усилителя.
вг91Ш
а
т
Фиг.2
| Устройство управления машиной для контактной стыковой сварки оплавлением | 1982 |
|
SU1215919A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
