Известна самонастраивающаяся машина для стыковой контактной сварки непрерывным оплавлением, содержащая станину с подвижной и неподвижной плитами, экстремальный регулятор мощности, узел измерекия температурного поля с двумя датчиками температуры, закрепленными в обойме, узел вычисления температуры оплавляемых торцов с усилителями и логарифмическими функциональными преобразователями, подающий команду на включение осадки, узел вычисления величины осадки, блок ограничения осадки с передвижными концевыми выключателями и. исполнительные механизмы с приводами и гидросистемой.
Предложенная машина отличается от известной тем, что обойма с датчиками температуры жестко укреплена на неподвижной плите. В узел вычисления температуры оплавляемых торцов введены инвертор, последовательно соединенный с одним из датчиков температуры через усилитель и логарифмический функциональный преобразователь, и два датчика перемещения оплавляемых торцов относительно точек замера температуры
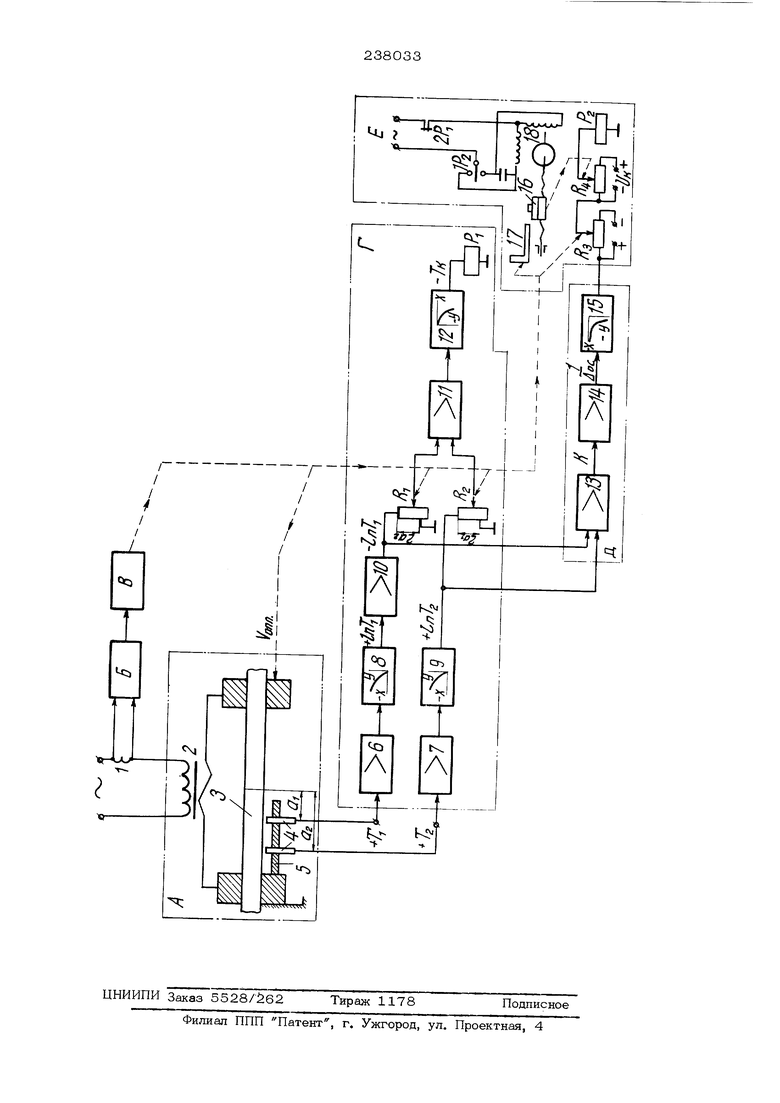
При этом датчики выполнены в виде дви 1 ковых потенциометров, один из которых лодключен последовательно с инвертором, а другой через соответствующий усилитель и логарифмический функциональный преобразователь включен последовагельно со вгорым датчиком температуры. Длина рабочей намотки потенциометров равна удвоенному расстоянию соответствующей точки за.:ера температуры от первоначального положения торцов оплавляемых деталей, а движки потенциометров кинематически связаны с подвижной плитой машины. Это повышает надежность регулирования. Отличиек; предложенной мащины является также то, что узел вычисления величины осадки подключен ко входам датчиков перемещения и то, что блок ограничения осадки снабжен двумя двпжковыми потенциометрами, питающимися от постоянного напряжения и электрически соединенными между собой последовательно-встречно. При этом движок одного потенциометра кинеаматически связан с упоро.ч;, жестко закрепленным на подвижной плите , обеспечивая перемещение концевого выключателя при перемещении подвижной плиты, а движок другого - с концевым выключателем обеспечивая к моменту начала осадки расст яние между упором и концевым выключателем равное вычисленной величине осадки. На чертеже схематически изображена предлагаемая машина. На чертеже приняты следующие обозначе ния: А - машина, Б - экстремальный регулятор скорости оплавления, В - привод пере мещения подвижной плиты стыковой машины, Г - блок вычисления температуры на оплавляемых торцах Тк, Д - блок вычисления величины осадки Q, Е - блок ограничения величины осадки деталей. Кроме то го, электрические связи показаны сплошной линией, а механические - пунктиром. Предложенная машина позволяет оптимал но проводить процесс стыковой сварки оплавлением, автоматически выбирая программу скорости оплавления и момент включения осадки, а также ограничивая величину осадки деталей до их сечения с заданной температурой. Программа скорости оплавления выбирается экстремальным регулятором, описанным в авт.св. № 182265, а момент вклю чения осадки и ее величина вычисляется уст ройством по текущему распределению температурного поля в свариваемых изделиях. Учитывая экспоненциальный закон распределения температуры вдоль оси свариваемых изделий и измеряя температуру в дву точках, находящихся на разном и известном расстоянии от оплавляемых торцов, а также задавшись температурой сечения Т, , до которого производится осадка, можно соста вить систему из трех уровнений с тр мя неизвестными. .-. Т -Т 1 I - измеренная текущая температура сечения, находящегося на известном расстоянии от оплавляемых торцов; Т2 - измеренная текущая температура сечения, находящегося на известном расстоянии от оплавляемых торцов; Решив эту систему уравнений относитель QQ получим: а.-е т-а-е-пт. &t.T, 2(,). е-пт, Указанный принцип вычислений положен в основу предлагаемого устройства. Схема стыковой машины содержит измерительный трансформатор 1 тока, сварочный трансформатор 2, свариваемые детали 3, датчики 4 температуры нагрева свариваемых деталей, обойму 5 для крепления датчиков температуры, установленную на неподвижной плите машины. Температура оплавляемых торцов Т, в процессе сварки вычисляется блоком Г. Напряжения, пропорциональные измеряемым температурам Т и Т , усиливаются усилителями 6 и 7 и поступают в функциональные преобразователи 8 и 9, выход которых пропорционален логарифму измеряемых температур С+СпТ и + бпТ). Для получения разности логарифмов преобразователем 8 последовательно соединен инвертор 10, выходное напряжение которого пропорционально - &пТ .С выхода инвертора 10 и преобразователя 9 напряжения подаются на по тенциометры К и Я j , с движков которых их разность, пропорциональная - бпТ и + Ст1 Т 2,, поступает на вход усилителя 11. Коэффициент усиления усилителя 11 по каналу измерения температуры Т устанавлиается пропорциональным отношению а по каналу измерения температуры пропорциональным где а, и а, установочные расстояния датчиков темперауры от торца детали перед сваркой, когда движки датчиков перемещения R и Rj находятся в крайнем верхнем положении. Так как в процессе оплавления скорость перемещения подвижной плиты машины в два раза больше скорости приближения датчиков температуры к оплавляемым торцам, то для учета изменения расстояний 0 и Oj длина рабочей части намотки потенциометров R и Т12 устанавливается равной соответственно 2 а, и 2 а .Прй этом напряжение на выходе усилителя 11 будет пропормомент времени. При достижении заданног значения температуры Т, на огШавляемы торцах срабатывает реле Р, , подающее к манду на включение осадки детштей. Величина осадки деталей вычисляется блоком Д. Напряжение с выхода инвертора 10 и функционального преобразователя 9 поступ ют на вход усилителя 13 постоянного ток с коэффициентом усиления, пропорциональным . С выхода усилителя 13 на «i-a, ряжение, пропорциональное декременту зат хания ц . , подается в усилитель 14 с коэффициентом усиления, пропор i ционапьным - С выхода уси лителя 14 напряжение, пропорционально епт -егтт cenT -eiiT)() подается на функциональный преобразовател 15, выходное напряжение которого пропорционально в момент достижения заданной температуры Т расстоянию от оплавленных торцов до сечения деталей с заданной температурой Т. , т.е. пропорционально необходимой величине осадки деталей ос Ограничение осадки осуществляется блоком Е и определяется положением концевого выключателя 16 относительно его исход ного состояния. Перед началом сварки выключатель 16 замыкается упором 17 подвиж ной плиты машины, движки потенциометров Rj и БД устанавливаются в крайнее левое положение, и реле Р обесточено. При перемещении плиты машины в процессе оплавления срабатывает {эеле Р2 , включая исполнительный двигатель 18, который перемещает концевой выключатель 16 и движок потенциометра R до тех пор, пока компенсирующее напряжение U , снимаемое с движка , не уравновесит входное напряжение. Так как в процессе оплавления на вход потенциометра R д поступает сумма напряжений, пропорциональных перемещению плиты мащины, с потенциомет ра R и необходимой величине осадки деталей, с преобразователя 15, концевой выключатель 16 опережает упор 17 подвижной плиты и в момент включения осадки будет находиться от исходного положения на расстоянии, равном Допл ос- При осадке деталей перемещение упора 17 вызывает срабатывание концевого выключателя 16, подающего команду в гидросистему сварс)ч-ной машины на отключешге привода давленич осадки. Во избежание перемещения концевого выключателя 16 зс время осадки деталей, контактами реле 2Р , включающего осадку, разрывается цепь питания двигателя 18. По окончании сварочного цикла п возврата подвижной плиты машины в исходное положение, напряжение на входе потенциометра R уменьшается до нуля, что вызывает срабатывание поляризованного реле Pj. и включение исполнительного двигателя 18 на реверс. При этом движок потенциометра R и концевой выключатель 16 автоматически возвращаются в исходное положение. Формула изобретения 1. Самонастраивающаяся машина для стыковой контактной сварки непрерывным оплавлением, содержащая станину с подвижной и неподвижной плитами, экстремальный регулятор мощности, узел измерения температурного поля с двумя датчикад.{и температуры, закрепленными в обойме, узел вычисления температуры оплавляеЛЯых торцов с усилителями и логарифмическими функциональными преобразователями, подающий команду на включение осадки, узел вычисления величины осадки, блок ограничения осадки с передвижными концевыми выключателями и исполнительные устройства с приводами и гидросистемой, отличающаяся тем, что, с целью повышения надежности регулирования, обойма с датчиками темпе.атуры жестко закреплена на неподвижной плите машины, а в узел вычисления температуры оплавляемых торцов введены инвертор, последовательно соединенный с одним из датчиков температуры через усилитель и функциональный преобразователь, и два датчика перемещения оплавляемых торцов относительно точек замера температуры, выполненные в виде движковых потенциометров, один из которых подключен последовательно с инвертором, а другой через соответствующий усилитель и логарифмический функциональный преобразователь включен последовательно сз торым датчиком температуры, при этом длина рабочей части намотки потенциометров равна удвоенному расстояниюсоответствующей точки амера температуры от первоначального положеия торцов оплавляемых деталей, а движки потенциометров кинематически связаны с подвижной плитой машины.
осадки подключен ко входам датчиков перемещения.
3. Машина по по. 1и 2, отличающая с я тем, что блок ограничения осадки снабжен двумя движковыми потенциометрами, питающимися от постоянного напряжения и электрически соединенными между собой последовательно-встречно, причем движок одного потенциометра кинематически связан с упором, жестко закрепленным на подвижной плите машины, обеспечивая перемещение концевого выключателя при перемещении поцвижной плиты, а движок другого - с концевым выключателем, обеспечивая к моменту начала осадки расстояние между упором и концевым выключателем равное вычисленной величине осадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |
| Способ контроля качества соединений при контактной стыковой сварке оплавлением | 1972 |
|
SU465292A1 |
| Устройство управления машиной для контактной стыковой сварки оплавлением | 1989 |
|
SU1731528A2 |
| Привод перемещения подвижной плиты в машинах для стыковой контактной сварки | 1960 |
|
SU139381A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Способ контактной стыковой сварки | 1989 |
|
SU1703329A1 |