Изобретение относится к измерительной технике и касается мер для аттестации и поверки приборов контроля радиального и торцевого биений поверхностей деталей типа подшипникового щита.
Для поверки этих приборов известны меры, выполненные в виде образцовой детали, изготовленной по чертежу контролируемой детали. Значения величин радиального и торцевого биений определя- ют путем измерения с помощью образцовых средств измерения. Эти меры трудоемки при изготовлении, для поверки приборов требуется их большое количество, аттестация параметров отклонений мер очень трудоемка.
Наиболее близкой к изобретению является мера для поверки приборов контроля радиального и торцевого биения поверхностей, выполненная в виде подшипникового щита с замковой поверхностью и съемной втулкой с отверстием под подшипник. Погрешность прибора определяется как разность между средними значениями, измеренными прибором и значениями радиального и торцевого биений, взятых из апестата меры.
Недостатками указанного устройства являются большое количество требуемых для поверки мер, значительная трудоемкость изготовления меры с нормированны- ми значениями радиального и торцевого биений и большая трудоемкость аттестации меры.
Цель изобретения - расширение диапазона поверки, повышение производитель- ности и расширение функциональных возможностей за счет поверки не только торцевого, но и радиального биения.
Указанная цель достигается тем, что в известной мере для поверки приборов кои- троля биений поверхностей деталей типа подшипникового щита, содержащей корпус с замковой поверхностью и ступицей с отверстием и съемную втулку с буртиком, размещенную в отверстии ступицы корпуса с возможностью контакта буртика втулки с наружной торцевой поверхностью корпуса, отверстие ступицы имеет прямоугольное сечение. Контактирующие торцевые поверхности корпуса и буртика втулки размещены под острым углом к замковой поверхности. Посадочная поверхность съемной втулки имеет прямоугольное сечение, а установлена с возможностью перемещения вдоль большей стороны прямоугольника.
Мера снабжена концевой мерой длины, размещенной между посадочной поверхностью втулки и отверстием ступицы, и диаметрально противоположно расположенным по отношению к концевой мере зажимным винтом, размещенным в ступице и предназначенным для поджима втулки и концевой меры к ступице.
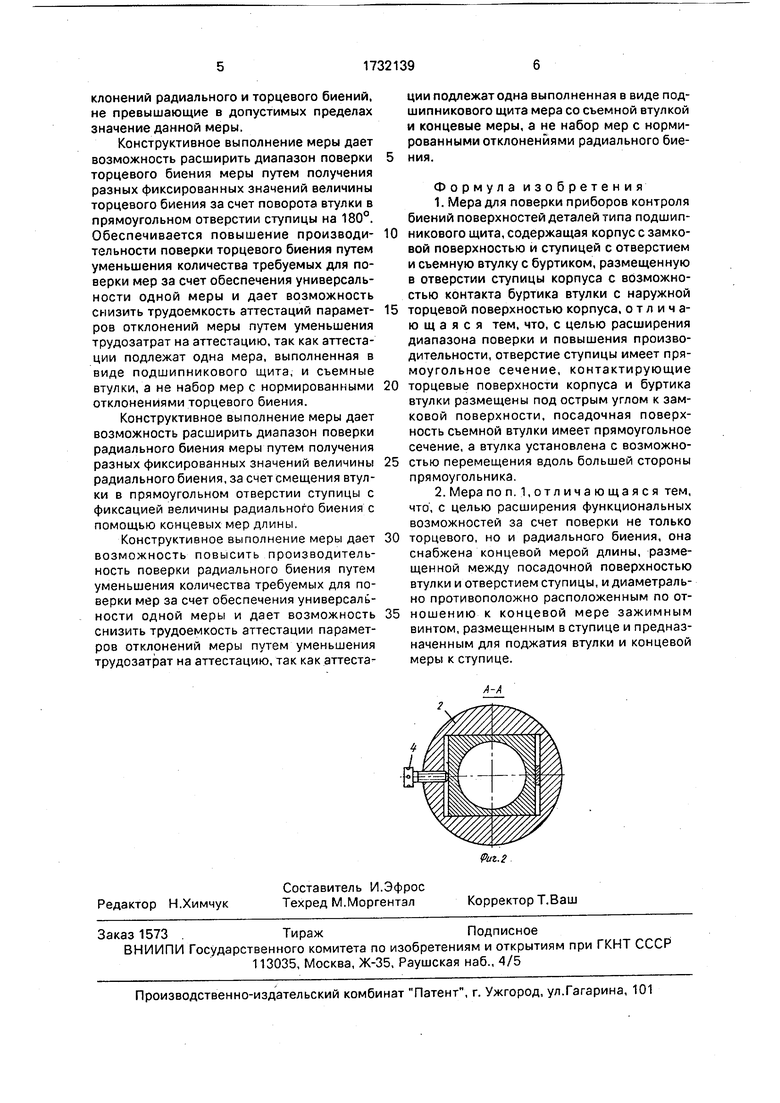
На фиг. 1 изображена мера, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Мера для поверки приборов контроля биений поверхностей деталей типа подшипникового щита выполнена в виде подшипникового щита 1 (фиг.1) с торцевой замковой поверхностью Тз, цилиндрической замковой поверхностью Рз и ступицей с отверстием прямоугольного сечения. Мера содержит съемную втулку 2 с буртиком, размещенную в прямоугольном отверстии ступицы с возможностью контакта буртика втулки поверхностью Тв с наружной торцевой поверхностью ступицы Тс. Контактирующие торцевая поверхность буртика втулки Тв и торцевая поверхность ступицы Тс выполнены под углом к торцевой замковой поверхности Т3.
Боковая поверхность съемной втулки 2 выполнена прямоугольного сечения со стороной, равной длине меньшей стороны отверстия ступицы подшипникового щита 1.
Мера снабжена концевой мерой 3 длины, размещенной между наружной боковой поверхностью втулки 2 и внутренней боковой поверхностью ступицы подшипникового щита 1 и закрепленной при помощи зажимного винта 4 (фиг.2). Винт 4 размещен в боковой поверхности ступицы подшипникового щита 1.
Мера для поверки приборов контроля торцевого биения поверхностей деталей типа подшипникового щита получается при установке съемной втулки 2 в прямоугольное отверстие ступицы подшипникового щита 1 с контактированием торцевой поверхности ступицы с торцевой поверхностью буртика втулки 2 и путем последующего поворота на 180° съемной втулки 2 для получения второго значения торцевого биения.
Мера для поверки приборов контроля радиального биения поверхностей деталей- типа подшипникового щита получается путем установки концевой меры 3 длины соответствующего значения между наружной боковой поверхностью съемной втулки 2 и внутренней боковой поверхностью ступицы подшипникового щита 1 и путем закрепления концевой меры 3 зажимным винтом 4.
Поверка приборов контроля осуществляется следующим образом.
Меру устанавливают на поверочный прибор контроля биений, поворачивают на 360° на измерительной позиции. При этом измерительные узлы поверяемого прибора должны зарегистрировать параметры отклонений радиального и торцевого биений, не превышающие в допустимых пределах значение данной меры.
Конструктивное выполнение меры дает возможность расширить диапазон поверки торцевого биения меры путем получения разных фиксированных значений величины торцевого биения за счет поворота втулки в прямоугольном отверстии ступицы на 180°. Обеспечивается повышение производи- тельности поверки торцевого биения путем уменьшения количества требуемых для поверки мер за счет обеспечения универсальности одной меры и дает возможность снизить трудоемкость аттестаций парамет- ров отклонений меры путем уменьшения трудозатрат на аттестацию, так как аттестации подлежат одна мера, выполненная в виде подшипникового щита, и съемные втулки, а не набор мер с нормированными отклонениями торцевого биения.
Конструктивное выполнение меры дает возможность расширить диапазон поверки радиального биения меры путем получения разных фиксированных значений величины радиального биения, за счет смещения втулки в прямоугольном отверстии ступицы с фиксацией величины радиального биения с помощью концевых мер длины.
Конструктивное выполнение меры дает возможность повысить производительность поверки радиального биения путем уменьшения количества требуемых для поверки мер за счет обеспечения универсальности одной меры и дает возможность снизить трудоемкость аттестации параметров отклонений меры путем уменьшения трудозатрат на аттестацию, так как аттестации подлежат одна выполненная в виде подшипникового щита мера со съемной втулкой и концевые меры, а не набор мер с нормированными отклонениями радиального биения.
Формула изобретения
1.Мера для поверки приборов контроля биений поверхностей деталей типа подшипникового щита, содержащая корпус с замковой поверхностью и ступицей с отверстием и съемную втулку с буртиком, размещенную в отверстии ступицы корпуса с возможностью контакта буртика втулки с наружной торцевой поверхностью корпуса, отличающаяся тем, что, с целью расширения диапазона поверки и повышения производительности, отверстие ступицы имеет прямоугольное сечение, контактирующие торцевые поверхности корпуса и буртика втулки размещены под острым углом к замковой поверхности, посадочная поверхность съемной втулки имеет прямоугольное сечение, а втулка установлена с возможностью перемещения вдоль большей стороны прямоугольника.
2.Мера по п. 1,отличающаяся тем, что, с целью расширения функциональных возможностей за счет поверки не только торцевого, но и радиального биения, она снабжена концевой мерой длины, размещенной между посадочной поверхностью втулки и отверстием ступицы, и диаметрально противоположно расположенным по отношению к концевой мере зажимным винтом, размещенным в ступице и предназначенным для поджатия втулки и концевой меры к ступице.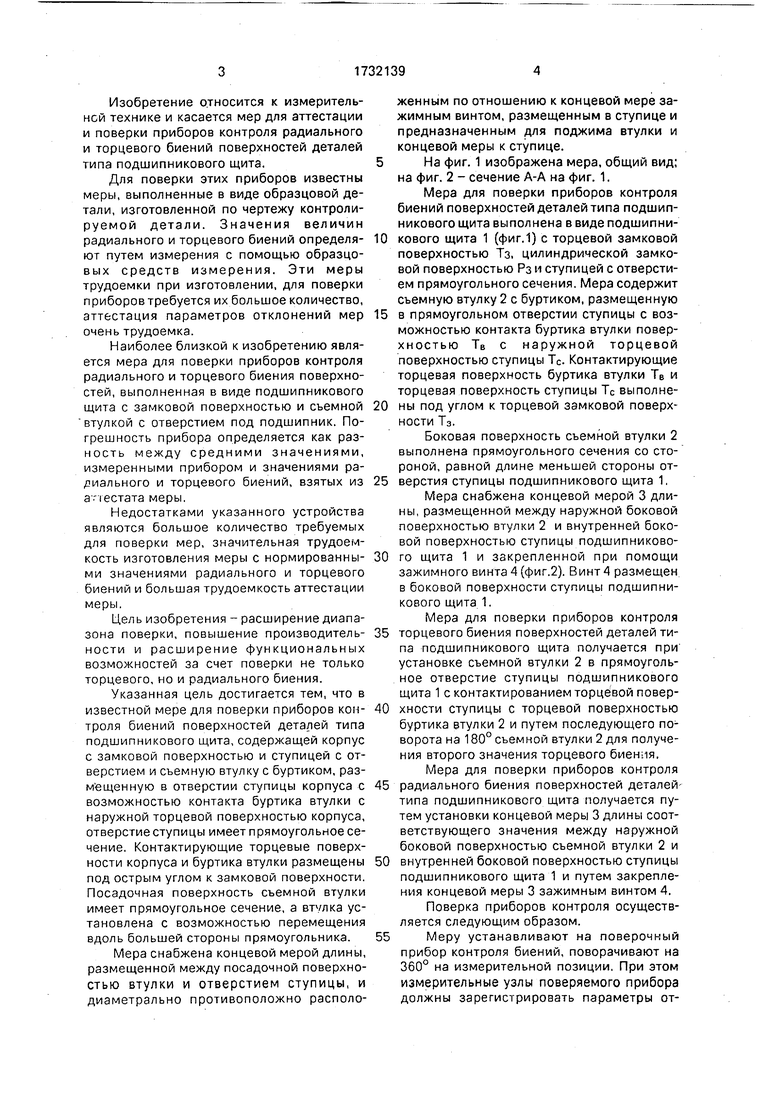
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный привод аппарата с перемешивающим устройством | 1991 |
|
SU1787516A1 |
| Прецизионная регулируемая опора | 1991 |
|
SU1799906A1 |
| КАРЕТКА ВЕЛОСИПЕДА | 2004 |
|
RU2253588C1 |
| ЧЕРПАКОВЫЙ ЭЛЕКТРОНАСОС | 2006 |
|
RU2309296C1 |
| УСТРОЙСТВО МОНИТОРИНГА РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА И МАГНИТОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 2016 |
|
RU2627959C1 |
| ЭЛЕКТРОМАШИНА | 2011 |
|
RU2474945C2 |
| ЭЛЕКТРОМАШИНА | 2011 |
|
RU2489788C2 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ МОДУЛЬНЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 2006 |
|
RU2317445C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
Изобретение может быть использовано в измерительной технике. Цель изобретения - расширение диапазона поверки и повышение производительности, расширение функциональных возможностей за счет поорский еского нберг нтроль утая и , 1983, ке ставзаимтей у В КОНДЕТАТА зовано бретеи и поирение чет по2 PS верки не только торцового, но и радиального биения. Мера для поверки приборов контроля содержит корпус с замковой поверхностью, ступицу с отверстием и сьем- ную втулку 2 с буртиком, размещенную в отверстии ступицы с возможностью контакта буртика втулки с наружной торцовой поверхностью корпуса 1. Отверстие ступицы имеет прямоугольное сечение. Контактирующие торцовые поверхности корпуса и буртика втулки 2 размещены под острым углом к замковой поверхности. Посадочная поверхность съемной втулки 2 имеет прямоугольное сечение, а сама втулка 2 установлена с возможностью перемещения вдоль большей стороны прямоугольника. Мера снабжена концевой мерой 3 длины, размещенной между посадочной поверхностью втулки 2 и отверстием ступицы, и диаметрально противоположно расположенным по отношению к концевой мере 3 зажимным винтом 4, размещенным в ступице и предназначенным для поджима втулки 2 и концевой меры 3 к ступице. 1 з.п. ф-лы, 2 ил. то TB ЪУ////У//ЛЯ%%% , П s/ -± РЗ сл С со ю CJ ю 
| Точность и производственный контроль в машиностроении/Под ред | |||
| А.К.Кутая и Б.М.Сорочкина | |||
| Л.: Машиностроение, 1983, с.60, рис.2.11 | |||
| Методические указания по поверке стационарных приборов для контроля взаимного расположения поверхностей у подшипниковых щитов | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
