Изобретение относится к измерительной технике, а именно к способам измерения и контроля толщины пленочных покрытий бесконтактными, в частности термометрическими методами.
Цель изобретения - повышение точности за счет контроля большего участка поверхности изделия
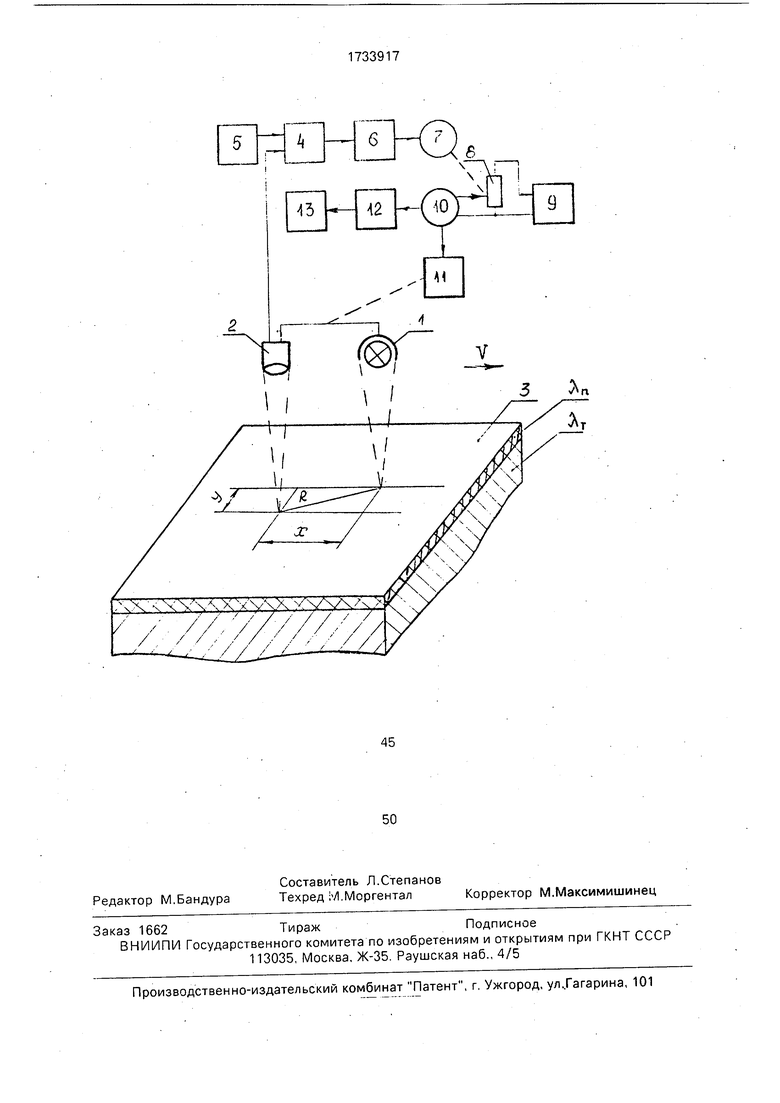
На чертеже приведена схема контроля толщины пленочного покрытия изделия данным способом.
Источник 1 тепловой энергии (например, лазер ИЛГН-704 с коэффициентом сосредоточения К 0,3 мм и регулируемой мощностью) и термоприемник 2 установлены с возможностью перемещения относительно контролируемого изделия 3. Выход термоприемника подключен к первому входу вычитающего устройства 4, на второй вход которого подается с блока 5 задания температур напряжение уставки, моделирующей величину зг.данной температуры Т3ад. Разностный сигнал с выхода вычитающего устройства 4 через усилитель 6 мощности поступает на реверсивный двигатель 7, вал которого кинематически соединен с реохордом потенциометра 8, который подключен к источнику 9 питания. Сигнал с реохорда 8 подается на двигатель 10 постоянного тока, который через механизм 11 перемещения соединен с источником 1 тепловой энергии и термоприемником 2. Двигатель 10 соединен также с тахогенератором 12, выход которого подключен к микропроцессору 13.
Способ бесконтактного неразрушающего контроля толщины пленочного покрытия изделия осуществляют следующим образом.
Включают источник 1 тепловой энергии и расчетным или экспериментальным путем подбирают его мощность q так, чтобы температура в зоне нагрева не превышала тем-vlСО CJ
ю
4
пературы термодеструкции материала покрытия. Выбирают два различных значения температуры Тзад.1 и Т3ад,2, меньшие максимальной температуры нагрева поверхности покрытия. Устанавливают термоприемник 2 на фиксированном расстоянии R от источника 1 тепловой энергии так, чтобы в точке измерения температуры при неподвижном источнике температура была выше выбранных значений.
Начинают перемещать источник 1 тепловой энергии вместе с термоприемником 2 над поверхностью изделия 3 с постоянной скоростью V0. При этом на входы вычитающего устройства 4 подаются сигналы от тер- моприемника 2 и сигнал с блока 5, соответствующий первому выбранному значению температуры Т3ад.1. Разностный сигнал А Т (V) с выхода вычитающего устройства через усилитель 6 мощности поступает на реверсивный двигатель 7, который в зависимости от знака и величины рассогласования перемещает в ту или иную сторону реохорд 8 потенциометра, который изменяет напряжение питания двигателя 10, тем самым изменяя число его оборотов. Двигатель 10 через механизм перемещения увеличивает или уменьшает скорость перемещения источника 1 энергии и термоприемника 2 до тех пор, пока температура в точке ее измерения не станет равной значению Т3ад.1. При этом в микропроцессоре регистрируется скорость Vi перемещения источника 1 тепловой энергии и термоприемника 2. Затем с блока 5 задания температур на вычитающее устройство 4 подается сигнал уставки, соответствующий второму выбранному значению температуры Т3ад2, и аналогично находится скорость V2 перемещения источника 1 и термоприемника 2, при которой в точке измерения температуры будет равна Т3ад2.
Затем вычисляется среднее значение теплопроводности изделия с покрытием
АИЗМ -
2 п ТзаД1 R
ехр х
L V2-V1 1зад2 и определяется искомая толщина покрытия:
hn - Лмакс
АИЭМ Ат
АП -AT
где Г1Макс - максимально возможная в тепловом отношении толщина покрытия, при которой теплофизические свойства тела, на которое нанесено покрытие, не оказывают влияния на формирование температурного поля поверхности;
An , Ат- коэффициенты теплопроводности покрытия и тела изделия соответственно.
Алгоритм расчета искомой толщины хранится в оперативной памяти микропроцессора.
Данный способ позволяет с большой оперативностью и высокой точностью контролировать толщину пленочного покрытия на большой площади поверхности изделия. Формула изобретения
Способ бесконтактного неразрушающего контроля толщины пленочного покрытия изделия, заключающийся в том, что осуществляют нагрев контролируемой поверхности изделия с помощью источника
тепловой энергии, мощность которого подбирают так, что температура в зоне нагрева не превышает температуру термодеструкции материала покрытия, измеряют температуру поверхности покрытия с помощью
подвижного термоприемника, выбирают два различные значения температуры меньше максимальной температуры нагрева поверхности покрытия, выбирают параметр, характеризующий движение термоприемника, изменяют выбранный параметр и находят два его значения, при которых температура в точке ее измерения будет соответственно равна первому или второму выбранному значению, и определяют искомую толщину покрытия, используя найденные значения параметра, выбранные значения температур и значение мощности источника, отличающийся тем, что, с целью повышения точности за счет контроля большего участка поверхности изделия, нагрев осуществляют подвижным точечным источником тепловой энергии, термоприемник и источник располагают на фиксированном расстоянии друг от друга и перемещают
их параллельно друг другу над поверхностью изделия с одинаковой скоростью, а в качестве параметра движения выбирают скорость их перемещения.

Изобретение относится к измерительной технике, а именно к способам измерения и контроля толщины пленочных покрытий бесконтактными, в частности термометрическими методами. Цель изобретения - повышение точности за счет контроля большего участка поверхности изделия - достигается за счет нагрева поверхности изделия подвижным точечным источником тепловой энергии. При этом термоприемник устанавливается на фиксированном расстоянии от источника и перемещается с той же скоростью. Для определения толщины покрытия находят два значения скорости перемещения источника с термоприемником, при которых температуры, измеряемые термоприемником, равны двум ранее выбранным значениям.1 ил.
| Способ бесконтактного контроля толщины пленочных покрытий изделий и устройство для его осуществления | 1987 |
|
SU1661565A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
