Изобретение относится к черной металлургии и может быть использовано для прокатки технически чистого железа.
Известен способ прокатки Армко-желе- за, включающий нагрев металла до 1280- 1300°С, окончание прокатки при 1130°С, подстуживание и прокатку полученного промежуточного профиля с температурой 990-1010°С до конечного сорта.
Недостатком данного способа является то, что окончание прокатки на промежуточный профиль при 1130°С вынуждает нагревать металл до 1280-1300°С, что связано с повышенными энергозатратами и потерями на окисление. Начало прокатки промежуточного профиля при 990-1010°С приводит к попаданию металла в зону красноломкости - пониженной пластичности, что является причиной заведомого брака.
Известен способ прокатки технически чистого железа, включающий нагрев металла и прокатку на промежуточный профиль с температурой конца прокатки выше верхнего порога красноломкости, подстуживание до температуры ниже нижнего порога красноломкости и окончательную прокатку на готовый профиль.
Недостатком известного способа является неоправданно высокая температура нагрева 1250-1350°С, что приводит к повышенным потерям металла на окисление и ухудшению качества поверхности, а высокая температура окончания прокатки на промежуточный профиль приводит к увели 4
Ы 4
чению подстуживания, что снижает производительность прокатки.
Целью изобретения является повышение выхода годного. Прокатку осуществляют в температур- 5 ном интервале, исключающем попадания прокатываемого металла конкретной марки железа в зону красноломкости, и окончание прокатки на конечный профиль до достижения температуры резкого увеличения со- 10 противления деформации.
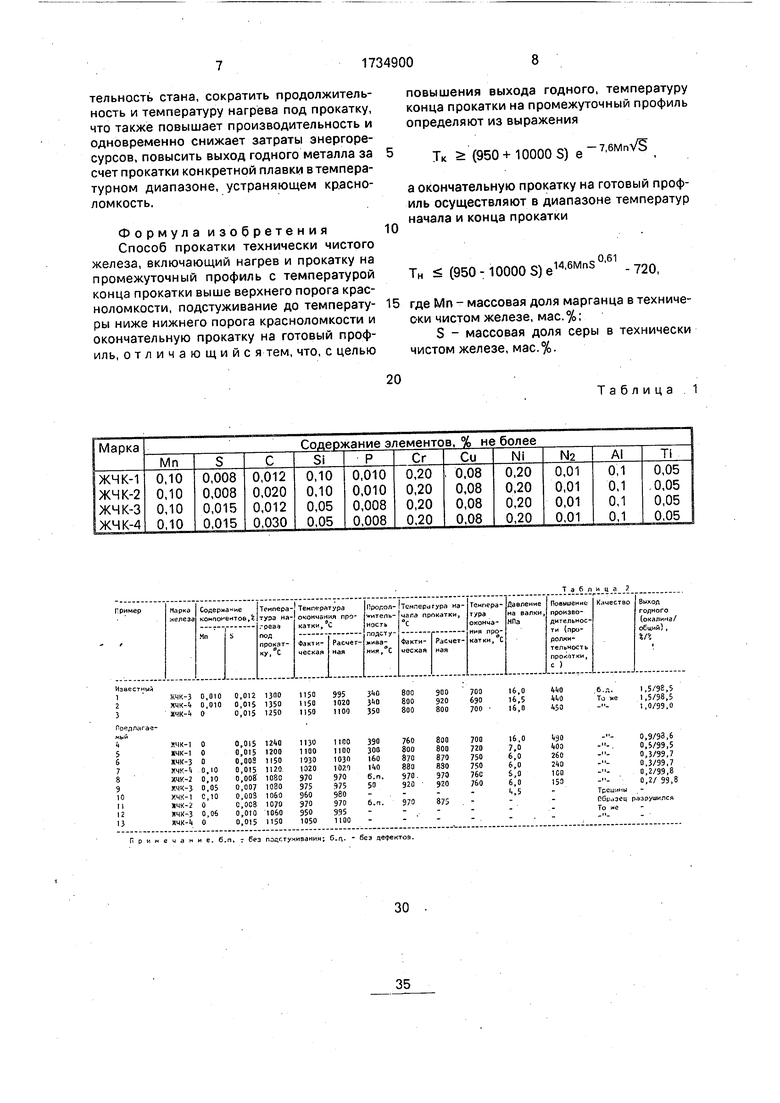
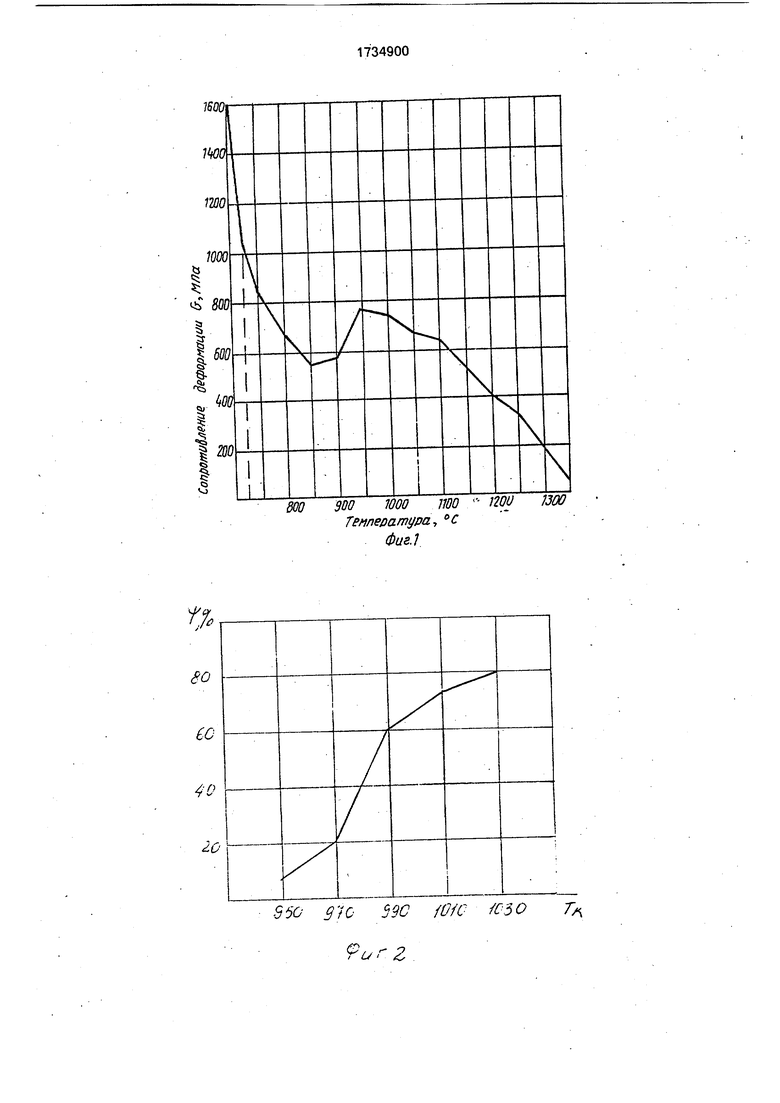
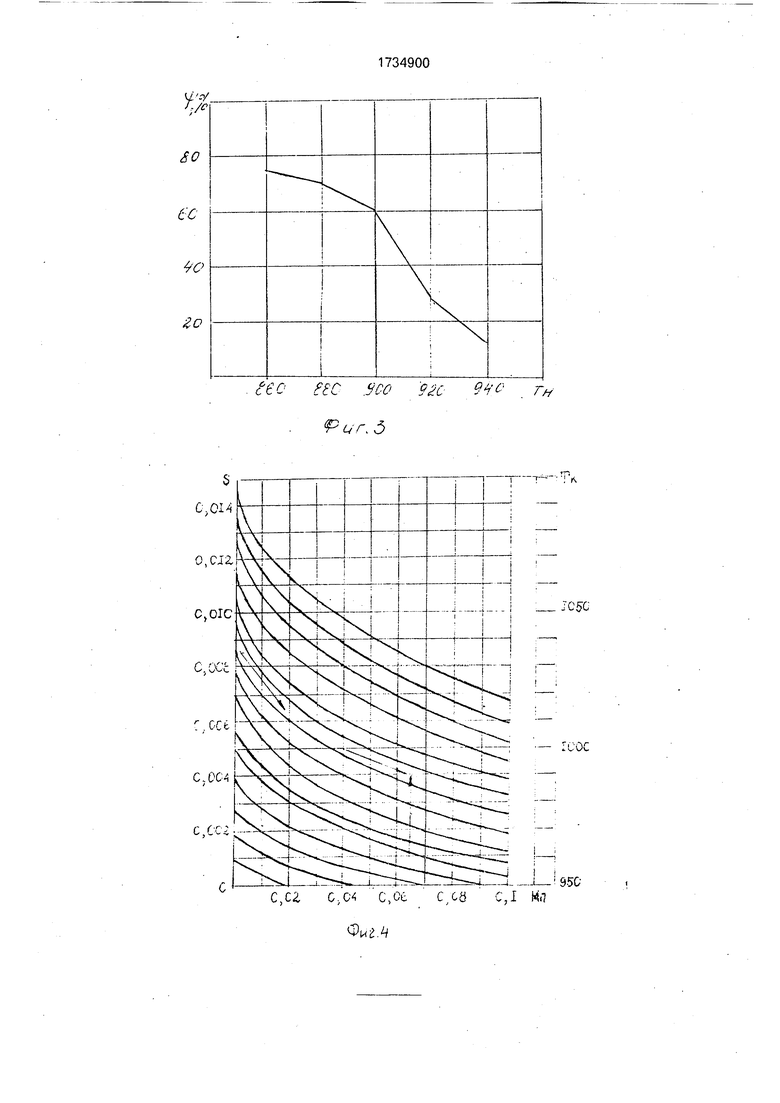
На фиг. 1 показан график изменения сопротивления деформации в зависимости от температуры окончания прокатки; на фиг. 2 - график изменения величины относительного 15 сужения ij) в зависимости от температуры конца прокатки на промежуточный профиль Тк для марки железа ЖЧК-4; на фиг. 3 - график изменения величины относительного сужения 1JJ в зависимости от температуры 20 начала прокатки на окончательный размер Тн для марки железа ЖЧК-4; на фиг. 4 - номограмма определения температуры конца прокатки на промежуточный профиль Тк; на фиг. 5 - номограмма определения темпе- 25 ратуры начала прокатки на конечный размер Тн.
Экспериментально установлено, что емпературный диапазон зоны красноломкости для всех ЖЧК находится в пределах 30 1100-950Н950-800)°С, в зависимости от содержания серы и марганца - в пределах
(950+ 10000S)e
- 7,6MnV5
-(950-10000S)e14
14.6MnS
0.61
а прокатка на конечный профиль должна быть закончена при температуре не ниже 720°C, что исключает перегрузку оборудования (фиг. 1). Окончание прокатки на промежуточный профиль при температуре, выше определяемой из соотношения
(950+ 10000S)e 7 6MnV
Тк
связано с увеличением температура начала прокатки, что является причиной увеличения энергозатрат и потерь на окисление, ниже - возможно попадание металла в зону красноломкости.
Начало прокатки на конечный профиль выше температуры, определяемой из соотношения
Тн (950-10000S)e
46MnS
0,61
5 0
5 0 5
0
5
0
приводит к прокатке в зоне красноломкости, ниже - к уменьшению температурного интервала прокатки, что может привести к окончанию прокатки ниже 720°С и повышению давления на валки (фиг. 1).
Для определения температурного диапазона красноломкости в зависимости от содержания марганца и серы изготовили образцы из всех марок ЖЧК (табл. 1) с максимальными, минимальными и средними содержаниями марганца и серы.
На средние значения изготовлено не менее пяти вариантов образцов. Испытание образцов для определения пластичности (относительное сужение, тр) проводят на пластометре в диапазоне температур 700-1300°С через 20°С. Для каждого содержания серы и марганца (табл. 1) определяют пластичность (относительное сужение тр) при температуре, обеспечивающей 60% (удовлетворительная пластичность). Например, для ЖЧК-4, содержащего 0,009% серы, 0,05% марганца, при чр 60% верхний предел красноломкости равен 990°С (фиг. 2), нижний - 900°С (фиг. 3).
Следовательно, прокатка в температурном диапазоне 900-990°С может привести к появлению брака (разрушения, трещины и т.д.). Температуру нагрева под прокатку на промежуточный профиль выбирают из условия необходимости окончания прокатки до достижении температуры, определенной из соотношения
Тк (950+10000S)e 7 6MnV/S,
а начало прокатки на конечный профиль при температуре, выше температуры, определенной из соотношения
TH(950-10000S)eK6MnS
0.61
температура окончания прокатки должна быть не ниже 720°С.
Обработка экспериментальных значений позволяет вывести соотношения для определения интервалов начала и конца красноломкости, а также определить нижний интервал температуры прокатки, обеспечивающий окончание прокатки без чрезмерного давления на валки. Из указанных зависимостей следует, что для всех марок ЖЧК верхний предел красноломкости в зависимости от содержания серы и марганца равен или меньше 1100°С, нижний равен или больше 800°С.
На основании соотношений, определяющих верхний и нижний пределы зоны красноломкости, построены номограммы определения температуры конца прокатки Тн (фиг. 5). Порядок использования номограммы следующий: на оси ординат находят точку, показывающую содержание серы в металле. Точка пересечения кривой содержания серы с линией содержания марганца, спроектированной на ось температур, показывает температуру конца или начала прокатки. На номограммах (фиг. 4 и 5) показан порядок определения температуры конца и начала прокатки для ЖЧК-4, содержащего 0,07% марганца и 0,009% серы. Из номограммы (фиг. 4) температура конца прокатки 990°С, из номограммы (фиг. 5) температура начала прокатки 915°С.
Способ прокатки технически чистого железа осуществляют в опытно-промышленных условиях стана 250. По химическому анализу плавки по номограммам (фиг. 4 и 5) определяют температуру конца прокатки на промежуточный профиль и температуру начала прокатки на конечный профиль. Данные температуры можно определить из соотношений
Тк 2: (950 f 10000S) е 7 6МпА ;
Тн (950- 1000S)e
14,6MnS
0,61
Прокатка по предлагаемому способу приведена в примерах4-12. Окончание прокатки при 1130°С (пример 4) связано с увеличением температуры нагрева под
прокатку до 1240 С. Продолжительность подстуживания возрастает до 390 с, общая продолжительность - до 490 с, возрастают потери на окисление и снижается выход годного (0,9/98,6 соответственно). С повышением содержания марганца эффект применения предлагаемого способа повышается, так как снижается температура конца прокатки на промежуточный профиль и повышается температура начала прокатки
на конечный профиль.
По примеру 8 содержание Мп 0,10%, S 0,008%, прокатка без дефекта при температуре окончания прокатки 970°С, под- стуживание вообще не требуется.
Производительность максимальная. В примерах 10-13 прокатка за предлагаемыми пределами. Температура окончания прокатки на промежуточный профиль ниже расчетной 980°С. Появляются трещины (пример
10). В примере 11 начало прокатки на конечный профиль (970°С) выше расчетной (875°С) - образец разрушается.
Способ прокатки технически чистого железа из ЖЧК-3, содержащего S 0,010 и
Мп 0,02. По номограммам (фиг. 4-5) или из соотношений
- 7,6MnVS.
Тк (950+100005)- е
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МАГНИТОМЯГКОГО ЖЕЛЕЗА | 1991 |
|
RU2012599C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2017 |
|
RU2696186C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2010 |
|
RU2445379C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479638C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2613265C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2495142C1 |
| Толстый лист из дисперсионно-твердеющей стали для горячей штамповки и способ его получения | 2017 |
|
RU2649110C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2009 |
|
RU2397254C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ГАРАНТИЕЙ СВОЙСТВ В НАПРАВЛЕНИИ ТОЛЩИНЫ | 2015 |
|
RU2586955C1 |

Сущность изобретения: осуществляют нагрев и прокатку на промежуточный профиль с температурой конца прокатки выше верхнего порога красноломкости, определяемого по математическому выражению для конкретной марки железа в зависимости от содержания серы и марганца. Затем осуществляют подстуживание до температуры ниже нижнего порога красноломкости и осуществляют окончательную прокатку на готовый профиль, температуру определяют для каждой марки в зависимости от содержания в нем серы и марганца в соответствии с предлагаемым выражением и заканчивают прокатку при температуре не ниже 720°С. 5 ил., 2 табл
При определении температуры нагрева металла необходимо учитывать тип стана и его калибровку, так как прокатку осуществляют на стане 250, то температура нагрева под прокатку должна быть на 100-130°С выше температуры конца прокатки. Нагретый металл до заданной температуры прокатывают до промежуточного профиля, затем металл подстуживают до температуры, определенной из номограммы (фиг. 5), и осуществляют окончание прокатки на конечный профиль при температуре выше 720°С
Результаты основных опытов по известному и предлагаемому способам из ЖЧК приведены в табл. 2.
В табл. 2 примеры 1-3 характеризуют прокатку по известному способу. Нагрев до 1250-1350°С вызывает потери металла на окисление 1,0-1,5%, снижает темп прокатки (продолжительность прокатки составляет 440-450 с). Прокатка заканчивается при температуре ниже 720°С, что приводит к повышению давления на валки более 16 МПа.
35
TH (950-10000S)e
14,6MnS
0,61
определяют температуру конца прокатки на промежуточный профиль и начала на конечный профиль с учетом содержания в ЖЧК
марганца и серы. Для данной марки ЖЧК-3 Тк 1020°С;Тн 870°С. Учитывая, что прокатка ведется на стане 250, температура нагрева под прокатку должна быть выше на 110-130°С, т.е. 1120°С,
она обеспечивает окончание прокатки до достижения температуры 1020°С. Нагретый металл прокатывают до промежуточного профиля, при этом температура окончания прокатки равна 1020°С, металл подстуживают (продолжительность подстуживания для различных марок ЖЧК показана в табл. 2). Прокатку на конечный профиль начинают при Тн 870°С, она обеспечивает окончание прокатки при температуре не ниже 720°С,
что устраняет перегруз стана.
Применение предлагаемого способа позволяет снизить потери на окисление за счет снижения температуры нагрева под прокатку, сократить продолжительность подстуживания, что повышает производительность стана, сократить продолжительность и температуру нагрева под прокатку, что также повышает производительность и одновременно снижает затраты энергоресурсов, повысить выход годного металла за счет прокатки конкретной плавки в температурном диапазоне, устраняющем красноломкость.
Формула изобретения Способ прокатки технически чистого железа, включающий нагрев и прокатку на промежуточный профиль с температурой конца прокатки выше верхнего порога красноломкости, подстуживание до температуры ниже нижнего порога красноломкости и окончательную прокатку на готовый профиль, отличающийся тем, что, с целью
Примечание. 6.п. т без пз гтумизамия; б.п.. - без дефектоа.
повышения выхода годного, температуру конца прокатки на промежуточный профиль определяют из выражения
(950 + 10000 S) е
- 7,6MnV5
10
а окончательную прокатку на готовый профиль осуществляют в диапазоне температур начала и конца прокатки
Г fi1
Тн (950-10000 S)eK6MnS -720,
где Мп - массовая доля марганца в технически чистом железе, мас.%;
S - массовая доля серы в технически чистом железе, мас.%.
Таблица 1
Таблица
80 6С 40
20
550 SIC S9C fOfC К 5 О Гл 9 и г г
Температура, °С Фиг.1
j ibt 03 $ 333 Ээ2
0,0 О.С4 C.Ot C,Ct СД Мл
ft/г 5
| Сталь | |||
| - М.: Металлургия, 1974, № 9, С.826 | |||
| Гуревич Д.Я | |||
| Краткий справочник прокатчика, государственное научно-техническое издательство литературы по черной и цветной металлургии - М , 1955, с 12-13, 136-137. |
