Изобретение относится к черной металлургии, в частности к производству магнитомягкого железа.
Известен способ производства Армко-железа, которое содержит не более углерода (мас. % ) 0,025, марганца 0,035, кремния 0,03, серы 0,025, фосфора 0,015, меди 0,15, хром 0,02, никеля 0,06, алюминия 0,059, все перечисленные элементы присутствуют в качестве примесей, включающий нагрев металла и двухстадийную прокатку с прерыванием прокатки в диапазоне 800-1150оС (1).
Горячая деформация Армко-железа затруднена из-за присутствия в его составе серы. Сера является практически постоянным спутником железа и при нагреве под деформацию приводит к появлению красноломкости в диапазоне температур 800-1150оС. Причем эта температура варьируется в зависимости от соотношения марганца и серы.
Это приводит к необходимости применения двухстадийной прокатки, т. е. начало прокатки, обеспечивающее окончание первого этапа до появления красноломкости, и проката на конечный профиль. Это приводит к значительному снижению производительности и не устраняет появления брака из-за красноломкости.
Известен способ производства технически чистого железа, которое отличается от Армко-железа повышенным содержанием марганца (до 0,10% ) и более жесткой регламентацией серы (не более 0,008-0,015 вместо 0,025 в Армко-железе), включающий нагрев металл и двухстадийную прокатку с прерыванием прокатки в диапазоне 850-1130оС (2).
Однако и в этом металле, получаемом данным способом, проявляется зона красноломкости в интервале 850-1130оС. Устранение красноломкости вводом марганца, для того, чтобы перевести FeS, входящий в состав легкоплавкой эвтектики, образующейся при температуре 988оС в MnS, плавящейся при температуре 1620оС, приводит к снижению магнитных характеристик, что недопустимо.
Целью предлагаемого изобретения является повышение производительности и выхода годного за счет получения металла с магнитными характеристиками магнитомягкого железа, не имеющего зоны красноломкости при нагреве под прокатку и прокатке.
Поставленная цель достигается тем, что способ производства магнитомягкого железа включает нагрев под прокатку и прокатку, начало прокатки проводят при температуре ниже температуры оплавления металла, а окончание - не ниже 750оС, причем магнитомягкое железо дополнительно содержит церий в количестве 0,005-0,05 мас. % .
Технически чистое железо содержит, мас. % : углерод не более 0,025, марганец не более 0,15, кремний не более 0,15, серу не более 0,010, фосфор не более 0,010, медь не более 0,20, азот не более 0,010, кислород не более 0,014.
Сущность изобретения. Выявление количественного содержания церия, устраняющего влияние серы на красноломкость в пределах необходимой пластичности металла, при сохранении его магнитных свойств, и тем самым повышение производительности и выхода годного металла при его пластической деформации.
В процессе проведения экспериментальной проверки установлено, что при содержании церия менее 0,005 мас. % не обеспечивается необходимая пластичность металла. При содержании церия более 0,05% снижаются магнитные свойства ниже допустимого уровня.
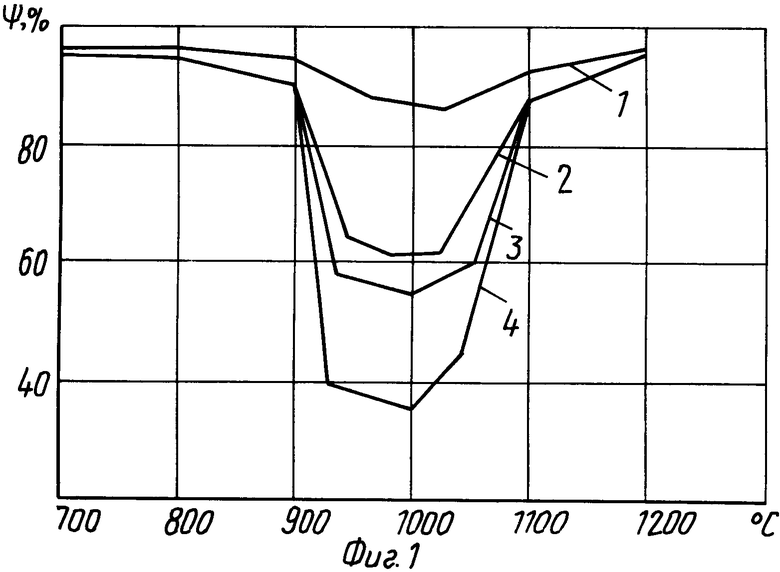
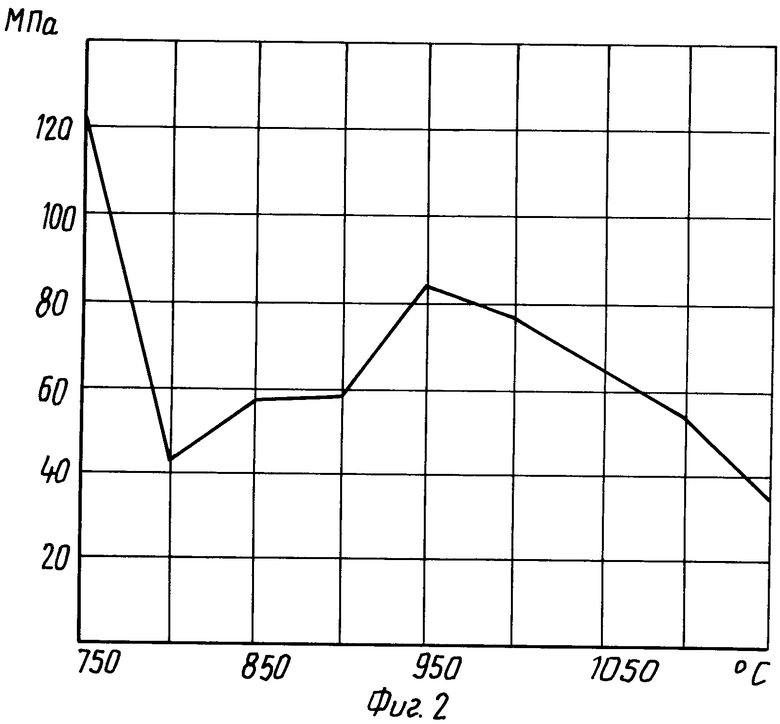
С другой стороны, анализируя фиг. 1 и 2, видно, что пластическая деформация металла возможна во всех температурных интервалах пластической деформации, что обеспечит прокатку или ковку (прессование) на любом типе оборудования.
На блюмингах и сортовых станах ЧМК предпочтение следует отдать деформации с нагрева до 900-1000оС с окончанием прокатки не ниже 750оС.
Магнитомягкое железо прокатывается в широком диапазоне температур. Верхний предел ограничивается температурой оплавления, что является причиной появления брака. Кроме того высокие температуры являются причиной интенсивного окалинообразования. Оплавление и окалинообразование зависит от типа нагревательного устройства, в т. ч. атмосферы в устройстве. На блюмингах такие температурные интервалы не только являются экономически целесообразными, но и обеспечивают хорошее качество поверхности, сравнительно небольшие потери металла на окисление. По сравнению с существующими потерями они уменьшаются в 4-5 раз.
Нижний предел температуры нагрева 750оС нагрева ограничен увеличением сопротивления деформации и возможностью появления дефектов в виде трещин.
Анализ технических решений в исследуемой и смежных областях позволяют сделать вывод об отсутствии в них признаков сходных с признаками в заявляемом изобретении и признать их соответствующими критерию "существенные отличия".
Примеры. На фиг. 1 показаны пластические свойства марки ОЗ ВИ (03 вакуумно-индукционное).
Кривая 1. О3 ВИ в заявленных пределах. Церия 0,005% . Прокатку можно проводить в любом температурном интервале, разумеется с учетом характеристик стана.
Кривая 2. О3 ВИ в заявленных пределах. Пластичность ниже, чем у ОЗ ВИ с содержанием церия 0,05% , однако удовлетворительная пластичность ( phi>> 60% ) обеспечивается по всему температурному интервалу.
Кривая 3. Церия менее 0,005% . В интервале 1060-930оС пластичность ниже 60% . Прокатка возможна только с подстуживанием, аналогично прокатке Армко-железа и ЖЧК.
Кривая 4. ОЗ ВИ церия не содержит. В интервале 1070-920оС пластичность ниже 60% . Эти данные получены при испытании образцов ОЗ ВИ на пластомере конструкции НИИМ. Одновременно получены данные по сопровождению деформации.
На фиг. 2 видно, что минимальные энергосиловые параметры стана возможны, при прокатке металла в диапазоне температур 950-770оС. Характер возрастания сопротивления деформацией соответствует участку кривой ниже 775оС. Отсюда видно, что прокатка ниже 750оС связана с увеличением давления на валки.
Измерение магнитных характеристик проводили на стандартных образцах наружным диаметром 30 мм, внутренним 25 мм, высотой 15 мм. Результаты испытаний приведены в таблице.
Табличные данные получены как в результате пластометрических испытаний, так и опытных прокаток на стане 250 НИИМ.
В примерах 1,2 приведены результаты прокатки Армко-железа. Продолжительность прокатки в два этапа составляет 400 с. (Сравнить с примерами 7, 8, 9, 10, 11). Попытка провести прокатку в один этап закончилась разрушением образца при пластометрических исследованиях и при прокатке на стане 250.
Примеры 1, 2 - магнитные свойства образцов из Армко-железа не регламентируются.
В примерах 3,4 - прокатка ЖЧК - результаты аналогичны приведенным в примерах 1,2.
В примере 6 показаны результаты пластометрических исследований на пластомере и на стане 250. Установлено, что при таком содержании церия одностадийная прокатка не возможна.
При содержании церия более 0,05% (пример 7) снижаются магнитные свойства.
Предлагаемый способ производства магнитомягкого железа позволяет повысить производительность при прокатке железа, содержащего церий в пределах 0,005-0,05% , и гарантируется выход годного. (56) Сталь. М. , Металлургия. N 9, 1974, с. . 826.
Гуревич Д. Я. "Краткий справочник прокатчика", Металлургиздат. , М. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки технически чистого железа | 1990 |
|
SU1734900A1 |
| Способ производства листового проката из хладостойкой стали | 2022 |
|
RU2792917C1 |
| ЧУГУН | 1996 |
|
RU2098508C1 |
| АВТОМАТНАЯ СТАЛЬ | 1995 |
|
RU2080411C1 |
| АВТОМАТНАЯ СТАЛЬ | 1996 |
|
RU2106427C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТВЕРДОГО ИЗНОСОСТОЙКОГО ЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2603404C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРИОГЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2019 |
|
RU2720286C1 |
| Способ производства хладостойкого листового проката с твердостью 450-570 HBW | 2023 |
|
RU2809017C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ С ВЫСОКОЙ ИЗНОСОСТОЙКОСТЬЮ | 2013 |
|
RU2533469C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ | 2015 |
|
RU2599654C1 |

Изобретение относится к черной металлургии, в частности к производству магнитомягкого железа. Сущность изобретения: способ включает следующие операции: нагрев под прокатку, прокатку, которую осуществляют при температуре начала прокатки ниже температуры оплавления металла, а окончание - не ниже 750С, причем магнитомягкое железо дополнительно содержит церий в количестве 0,005 - 0,05 мас. % . Способ позволяет повысить производительность процесса по всему температурному диапазону прокатки при сохранении магнитных свойств металла. 1 табл. , 2 ил.
СПОСОБ ПРОИЗВОДСТВА МАГНИТОМЯГКОГО ЖЕЛЕЗА, включающий получение магнитомягкого железа, нагрев под прокатку и прокатку, отличающийся тем, что, с целью повышения производительности и выхода годного за счет повышения горячей пластичности по всему температурному диапазону прокатки при сохранении магнитных свойств металла, прокатку начинают при температуре ниже температуры оплавления металла, а заканчивают при температуре не ниже 750oС, магнитомягкое железо получают путем дополнительного легирования церием в количестве 0,005 - 0,05 мас. % .
