Фиг Л
Изобретение относится к способам виброобкатывания винтовых профилей и может быть применено для виброобкатывания червяков, резьб ходовых винтов в машиностроении.
Цель изобретения - повышение производительности обработки за счет увеличения поверхности контакта.
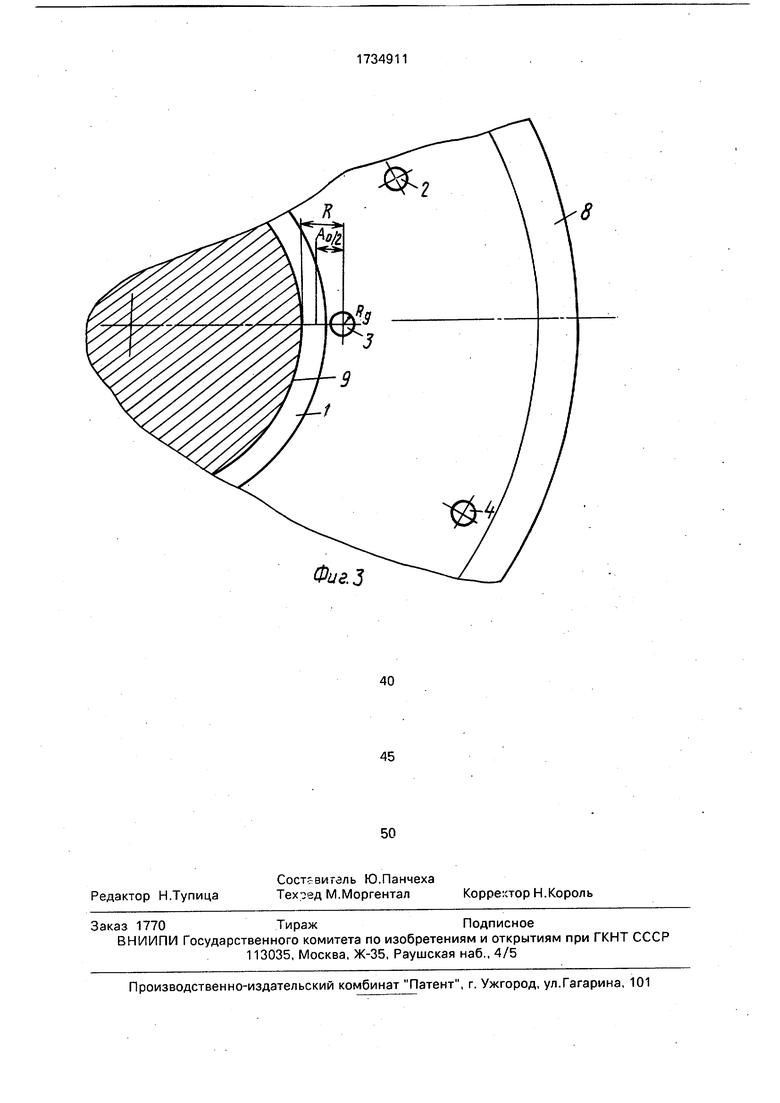
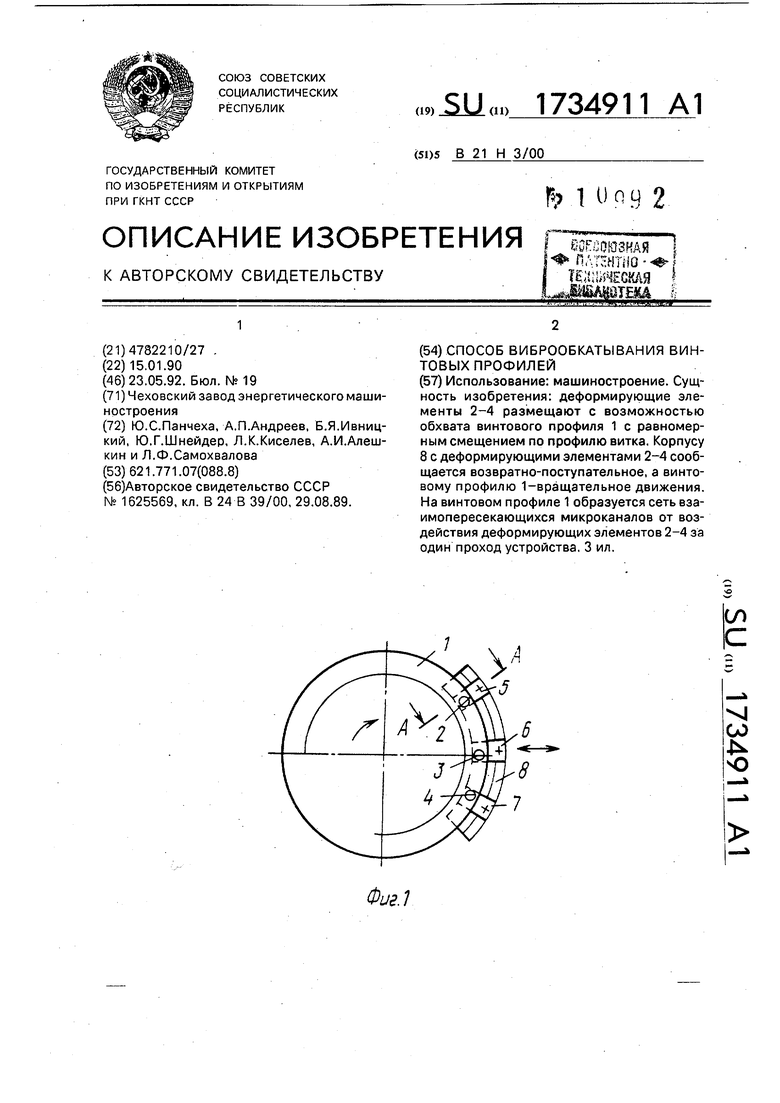
На фиг. 1 изображена схема устройства, реализующая данный способ; на фиг. 2разрез А-А на фиг. 1; на фиг. 3 - схема расположения деформирующих элементов, вид сверху.
Устройство для виброобкатывания винтовых профилей 1 содержит пары деформи- рующих элементов 2-4, подпружиненных пружинными элементами 5-7, которые прикреплены к корпусу 8 V-образного профиля, выполненного с возможностью обхватывания, через деформирующие элементы 2-4, витка винтового профиля. Пары деформирующих элементов 2-4 размещены в корпусе
8с равномерным смещением по профилю витка. Наименее удаленная из пар деформирующих элементов - пара 3 - от впадины
9профиля 1 витка расположена на траектории возвратно-поступательного перемещения корпуса 8 и на расстоянии R от внутренней поверхности винтового профиля 1, определяемом зависимостью
R RA + A0/2,
где Рд - радиус деформирующего элемента, мм;
АО - амплитуда возвратно-поступательного перемещения деформирующих эле- ментов, мм.
Устройство работает следующим образом.
Корпусу 8 сообщают возвратно-поступательное движение, а винтовому профилю 1 сообщают вращательное движение. Деформирующие элементы 2-4 прижимают к поверхности винтового профиля 1 с определенным усилием, в результате чего на поверхности винтового профиля остаются волнообразные каналы для смазки. Так как деформирующие элементы размещены на разном расстоянии от поверхности впадины 9 винтового профиля, то образуется сеть микроканалов для смазки. Поэтому исключаются повторные проходы устройства, что повышает производительность обработки. Привод осевого перемещения устройства отсутствует, так как само устройство выполняет функцию гайки и перемещается от вращения винтового профиля 1.
Формула изобретения
Способ виброобкатывания винтовых профилей парами деформирующих элементов, размещенных с противоположных сторон винтового профиля и установленных с возможностью возвратно-поступательных движений, отличающийся тем, что, с целью повышения производительности обработки за счет увеличения поверхности контакта, деформирующие элементы размещены с возможностью охвата витка винтового профиля, а пары деформирующих элементов через одну установлены с равномерным смещением по профилю витка, причем наименее удаленная из них размещена на траектории возвратно-поступательных перемещений на расстоянии R от внутренней поверхности винтового профиля, определяемом зависимостью
R RA + A0/2,
где Rд - радиус деформирующего элемента, мм;
АО - амплитуда возвратно-поступательных колебаний деформирующих элементов, мм.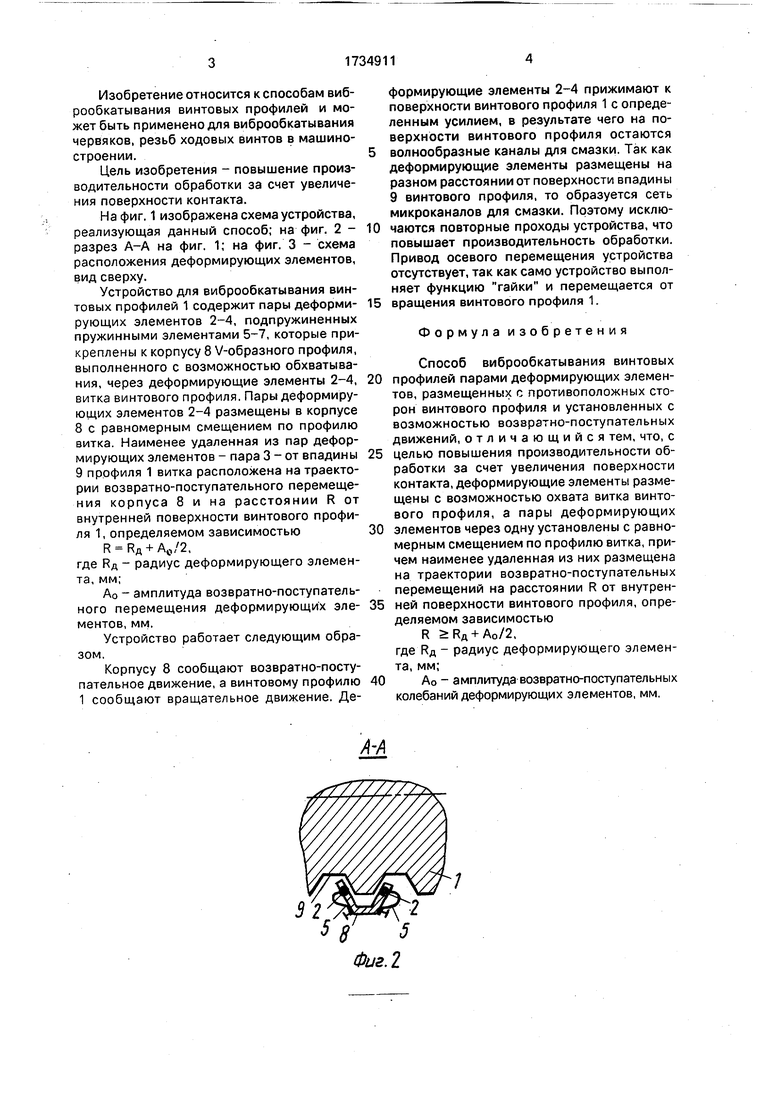
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для виброобкатывания винтовых профилей | 1988 |
|
SU1625569A1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| Устройство для обработки плоских поверхностей виброобкатыванием | 1976 |
|
SU621557A2 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| ПРУЖИННОЕ УПРОЧНЯЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2367563C1 |
Фц&З
8
