Изобретение относится к технологии машиностроения, в частности к способам и инструментам для отделочно-упрочняющей обработки отверстий деталей из сталей и сплавов поверхностным пластическим деформированием-раскатыванием.
Известен способ чистовой и упрочняющей обработки, точно изготовленных на предварительных операциях отверстий деталей раскатыванием многоэлементным жестким инструментом с установленными на заданный размер свободными шариками (по ГОСТ 17573-72 и ГОСТ 17574-72) [1].
Известный способ отличается ограниченными возможностями, низкой стойкостью, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности, при этом пластическая деформация поверхностного слоя оказывается неравномерной из-за погрешности предшествующей обработки.
Задача изобретения - расширение технологических возможностей, снижение себестоимости изготовления заготовок за счет повышения стойкости инструмента для раскатывания, повышение производительности, точности и качества обработки путем использования большого количества деформирующих элементов-шариков с их непрерывным качением и возможностью возврата и циркуляции, обеспечивающими хорошую равномерность движения, высокий КПД и удобство в эксплуатации, кроме того, обеспечение большой глубины упрочненного слоя, достаточно высокой степени упрочнения обрабатываемой поверхности и равномерной пластической деформации поверхностного слоя.
Поставленная задача решается предлагаемым способом раскатывания отверстий, включающим сообщение заготовке возвратно-вращающегося движения, а инструменту, содержащему оправку с деформирующими элементами в виде шариков, расположенных в канавке и удерживаемых от выпадения планками, сообщение возвратно-поступающей продольной подачи, причем деформирующим элементам дополнительно сообщается продольная и поперечная подачи за счет того, что канавка выполнена в виде петли, состоящей из двух винтовых ветвей, первая из которых выполнена одного (например, левого) направления, продольной длиной в один шаг с возможностью качения деформирующих элементов от начала до конца, при этом ее конец с началом соединены второй винтовой ветвью противоположного (правого) направления, того же шага, предназначенной для возврата деформирующих элементов, с возможностью получения замкнутой ∞ «бесконечно»-образной петли, расположенной на цилиндрической поверхности, кроме того, в месте пересечения ветвей петли деформирующие элементы ветви возврата перемещаются по каналу возврата, просверленному в теле оправки и проходящему под первой ветвью.
Сущность способа поясняется чертежами.
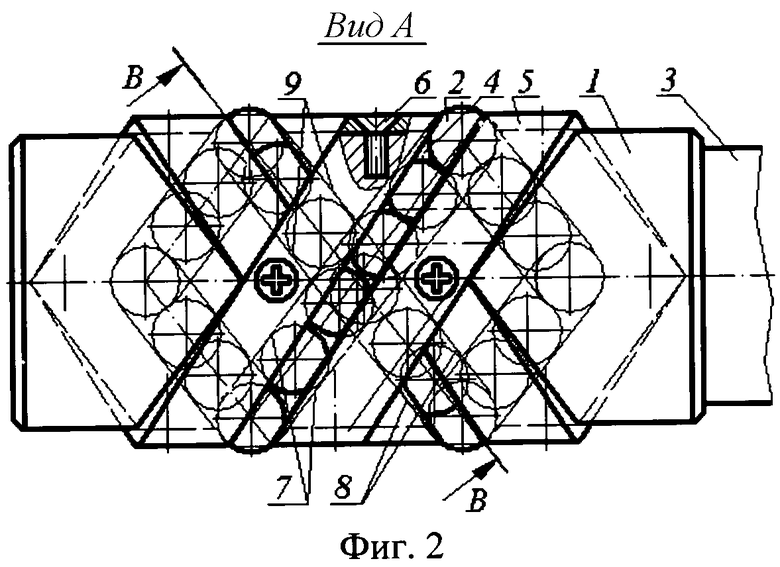
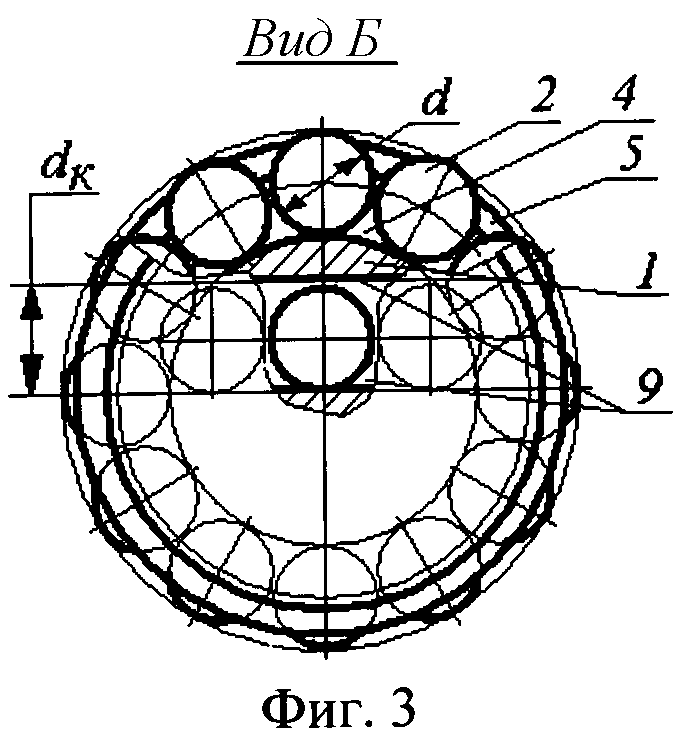
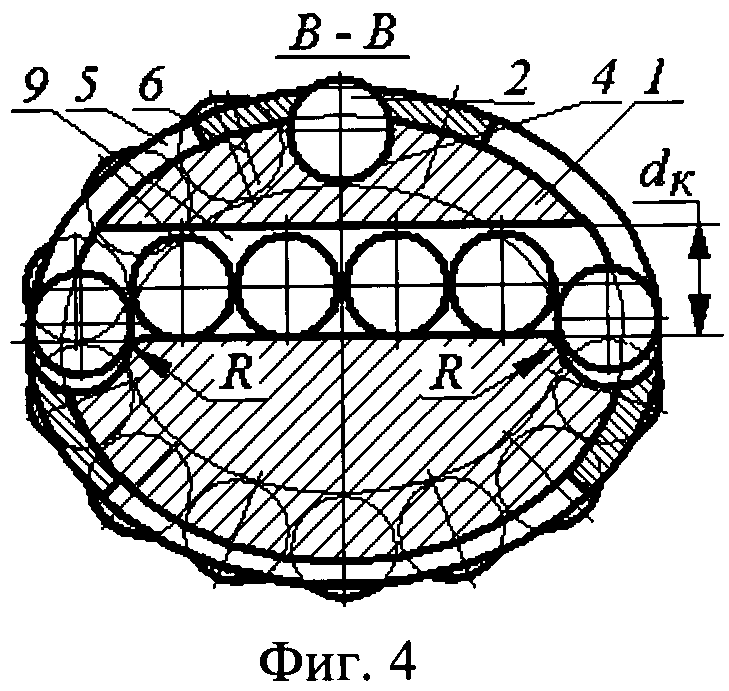
На фиг.1 показана схема обработки отверстия поверхностным пластическим деформированием-раскатыванием предлагаемым способом, общий вид раскатки с частичным продольным разрезом; на фиг.2 - общий вид раскатки, реализующей предлагаемый способ, вид сверху по А на фиг.1; на фиг.3 - общий вид раскатки слева, вид по Б на фиг.1, частичный поперечный разрез; на фиг.4 - разрез по В-В на фиг.2.
Предлагаемый способ, реализуемый жесткой многошариковой раскаткой, предназначен для чистовой обработки отверстия заготовки поверхностным пластическим деформированием (ППД) - раскатыванием множеством деформирующих элементов-шариков, которые катятся по впадине канавки раскатки и контактируют с обрабатываемой поверхностью заготовки, перемещаясь по замкнутой ∞ «бесконечно»-образной петле, расположенной на цилиндрической поверхности, при вращении заготовки со скоростью VЗ и перемещении раскатки с продольной подачей SПР.
Раскатка для раскатывания отверстий предлагаемым способом относится к многоэлементным жестким инструментам с установленными на заданный размер свободными деформирующими элементами-шариками и содержит рабочую часть - оправку 1 с деформирующими элементами в виде шариков 2 и хвостовую часть 3, например конус Морзе, для крепления раскатки в механизме привода продольной подачи (не показан).
Деформирующие элементы-шарики расположены в винтовой канавке 4 оправки и удерживаются от выпадения планками 5, закрепленными к наружной поверхности оправки винтами 6.
Канавка, служащая для направления движения деформирующих элементов-шариков и определяющая радиальный размер обрабатываемого отверстия, выполнена в виде «бесконечной» петли, состоящей из двух винтовых ветвей 7 и 8.
Первая винтовая ветвь 7 петли выполнена винтовой одного, например левого, направления, продольной длиной в один шаг P с возможностью качения деформирующих элементов от начала до конца. Начало первой винтовой ветви будем считать от левого торца оправки, которым она входит в обрабатываемое отверстие (согласно фиг.1, 2). При этом деформирующий элемент-шарик, прокатившись по канавке этой ветви от начала до конца сделает один оборот вокруг продольной центральной оси оправки и переместится на Р мм в продольном направлении.
Конец первой винтовой ветви 7 петли соединен с ее началом второй винтовой ветвью 8 петли противоположного правого направления и того же шага P, предназначенной для возврата деформирующих элементов. Деформирующий элемент-шарик прокатившись по канавке второй винтовой ветви петли сделает один полный оборот вокруг продольной центральной оси оправки и займет первоначальное положение (крайнее левое, согласно фиг.1, 2) на первой винтовой ветви петли для следующего цикла обработки и т.д.
Такая конфигурация расположения канавки на цилиндрической поверхности оправки обеспечивает возможность получения замкнутой «бесконечной» петли в форме восьмерки ∞, позволяющей компактно расположить большое количество деформирующих элементов-шариков и их возвратно-продольное непрерывное перемещение.
В месте пересечения винтовых ветвей 7 и 8 «бесконечной» петли деформирующие элементы, проходящие по винтовой ветви 8 возврата, попадают в канал 9 возврата, просверленный в теле оправки на некоторой глубине и проходящий под первой винтовой ветвью 7. Направление осевой линии канала возврата совпадает с направлением второй винтовой ветви петли.
Для беспрепятственного прохождения шариков по каналу возврата его внутренний диаметр dК должен быть выполнен большим диметра d деформирующего элемента-шарика на величину зазора, зависящего от коэффициентов трения и надежности [2].
Внутренний диаметр dК канала определяется по формуле:
dК=d·n·[2/(1+f2)]½, мм;
где dК - внутренний диаметр канала, мм; d - диаметр деформирующего элемента-шарика, мм; n - коэффициент надежности, равный 0,9…0,95; f - коэффициент трения, равный 0,3…0,45.
Надежная работа раскатки особенно на участках перехода шариков с наружной винтовой канавки во внутренний канал возврата и из канала возврата в наружную канавку зависит от радиуса R изгиба перехода (см. фиг.4). Радиус R изгиба перехода должен быть не менее значения, определяемого по формуле:
RMIN>(d2-4d)/8, мм;
где RMIN - минимально допустимый радиус изгиба переходов канала возврата со второй винтовой ветвью, мм [2].
Избежать заклинивания шариков при движении их по винтовой канавке можно известными способами и устройствами, например опорой на вставки из фторопласта (не показаны), которые могут быть проложены по днищу винтовой канавки ([1], с.391, рис.10).
Отличительной особенностью предлагаемого способа является то, что деформирующие элементы раскатки, реализующей предлагаемый способ, установлены в винтовой канавке, имеющей конфигурацию «бесконечной» петли, состоящей из витка одного (например, левого) направления и витка возврата (правого) обратного направления на наружной поверхности оправки. Расположение деформирующих элементов в винтовой канавке и движение их в ней позволяет расширить технологические возможности процесса ППД и совместить раскатывание с выглаживанием ([1], с.410…412). Винтовая канавка изменяет направление и траекторию движения шариков, добавляя к продольному перемещению деформирующих элементов со скоростью подачи SПР, осуществляемому с помощью оправки, дополнительное продольное перемещение за счет винтовой направленности канавки. Помимо раскатывания, в процессе дополнительного выглаживания при определенном усилии происходит пластическая деформация поверхностного слоя, в результате чего сминаются микронеровности и изменяются физико-механические свойства поверхностного слоя.
Другой отличительной особенностью предлагаемого способа является возможность раскатывания без продольной подачи SПР оправки, при этом продольная подача деформирующих элементов осуществляется за счет их затягивания вращающейся заготовкой вдоль винтовой направляющей канавки.
Третьей отличительной особенностью предлагаемого способа является то, что деформирующие элементы раскатки, отработав и пройдя первую ветвь петли винтовой канавки в продольном направлении от начала до конца, возвращаются по второй ветви петли и каналу возврата к началу петли винтовой канавки оправки.
Особенностью предлагаемого способа является то, что траектории следов деформирующих элементов на обработанной поверхности будут образовывать сетку следов, располагаясь под углом относительно продольной оси заготовки, равным углу наклона винтовых канавок, и увеличивать долговечность и износостойкость обработанных поверхностей.
Также отличительной особенностью является отсутствие сепаратора, позволяющее компактно расположить и увеличить количество деформирующих элементов.
Работа по предлагаемому способу осуществляется следующим образом.
Выбор величины шага P (мм) витка винтовой канавки с деформирующими элементами-шариками на наружной поверхности раскатки, реализующей предлагаемый способ, зависит от размеров обрабатываемого отверстия, требуемой производительности и качества, конкретных условий обработки и технических требований к обрабатываемой поверхности и др. факторов.
Применительно к обработке на токарном станке заготовке сообщают возвратно-вращательное движение VЗ, а раскатке сообщают возвратно-поступательную продольную подачу SПР.
Как только раскатка введена в отверстие заготовки, деформирующие элементы-шарики, находящиеся в первой ветви петли, увлекаются вращающейся заготовкой и катятся по наружной винтовой канавке, например, от начала (от левого торца, согласно фиг.1) к ее концу, при вращении заготовки по часовой стрелке, если смотреть со стороны хвостовика. При этом часть деформирующих элементов, находящихся во второй обратной ветви петли и во внутреннем возвратном канале, будут перемещаться в обратном направлении от конца к началу оправки. Это перемещение в обратном направлении будет осуществляться за счет силового воздействия шариков первой ветви, при этом направление обратной ветви будет способствовать вращению заготовки. Продольная подача SПР справа налево раскатки будет способствовать продвижению деформирующих элементов по первой ветви петли и оказывать тормозящее воздействие на качение деформирующих элементов. Однако ввиду того что деформирующих элементов, контактирующих с заготовкой, на первой ветви петли будет больше, так как часть деформирующих элементов второй ветви будет находиться во внутреннем канале, усилие, сообщаемое деформирующими элементами первой ветви, будет больше усилия сопротивления деформирующими элементами второй ветви, что гарантирует постоянное продвижение и качение деформирующих элементов вдоль канавки от конца к началу.
Такая кинематика движения шариков хорошо зарекомендовала себя в конструкции передачи винт-гайка качения [3], а также в приспособлениях при автоматизации процесса калибрования для возврата шариков ([1], с.410, рис.29) и др. конструкциях.
В результате такого непрерывного качения шариков происходит интенсивное воздействие деформирующих элементов на обрабатываемую поверхность, которое существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
Повышение качества обработки происходит за счет обеспечения плавного изменения продольной подачи SПР инструмента относительно обрабатываемой поверхности, а также за счет введения выхаживания при SПР=0 продольной подачи инструмента для раскатывания, равной нулю в конце обработки. При установке продольной подачи равной нулю шарики не останавливаются в своем продольном перемещении, а продолжают перемещаться по винтовой канавке оправки как в поперечном, так и в продольном направлениях. Продольная подача шариков при продольной подаче оправки, равной нулю, носит название продольная подача самозатягиванием - SС.
Таким образом, с одной установки непрерывно и последовательно осуществляются размерная обработка при SПР>0 и доводка поверхности отверстия при SПР=SС.
В результате раскатки предлагаемым способом шероховатость поверхности деталей из стали, чугуна и цветных металлов снижается. Перед раскатыванием такой раскаткой отверстия обрабатывают тонким растачиванием или развертыванием с допуском на диаметры 0,01 мм и параметром шероховатости поверхности Ra≤8 мкм. Припуск на обработку не должен превышать 0,02…0,03 мм на диаметр ([1], с.383…397).
При изготовлении раскатки, работающей по предлагаемому способу, ее детали обрабатывают с точностью по 6-му квалитету и параметром шероховатости поверхности Ra=0,2…0,4 мкм. Радиальное биение собранной раскатки по шарикам при проверке на центрах не должно превышать 8…10 мкм. Рабочие поверхности оправки, хвостовика и шариков закаливают до твердости HRC 62…64.
Изменение размеров поверхности при раскатывании связано со смятием микронеровностей и пластической объемной деформацией заготовки. Таким образом, точность обработанной заготовки будет зависеть от ее конструкции и конструкции инструмента, режимов обработки, а также от точности размеров, формы и качества поверхности заготовки, полученных при обработке на предшествующем переходе.
При обработке предлагаемым способом жестких заготовок изменение их размеров вызвано уменьшением микронеровностей на поверхностях. Величина изменения размера зависит от состояния исходной поверхности. При этом точность размеров существенно не меняется. Процесс обработки разработанным способом характеризуется небольшими натягами и поэтому также сопровождается незначительными изменениями размеров. При раскатывании тонкостенных заготовок точность их размеров можно повысить на 10…20%, а отклонение формы при этом составит 10…30 мкм.
При смене продольной подачи раскатки «справа налево» на обратную «слева направо» (согласно фиг.1) на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты, что способствует лучшему удерживанию смазки обработанной поверхностью и, следовательно, увеличению износостойкости деталей машин.
Неблагоприятные условия обработки заготовки вблизи торцов приводят к увеличенной пластической деформации заготовки на участках длиной 3…15 мм. При высоких требованиях к точности следует проводить обработку с малыми усилиями, устанавливать предохранительные шайбы и т.п.
Наиболее целесообразно предлагаемым раскатыванием обрабатывать исходные поверхности 7…11-го квалитетов, используя раскатку жесткого копирующего типа.
При ППД раскатыванием предлагаемым способом практически достигаются параметры шероховатости обрабатываемой поверхности Ra=0,2…0,8 мкм при исходных значениях этих параметров 0,8…6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия или натяга, подачи, исходной шероховатости, конструкции используемой раскатки и деформирующих элементов и т.д.
Раскатывание следует проводить так, чтобы заданные результаты достигались за один проход.
Скорость не оказывает заметного влияния на результаты обработки и выбирается с учетом требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30…150 м/мин.
Значение усилия раскатывания выбирают в зависимости от цели обработки. Оптимальное усилие PN (H), соответствующее максимальному пределу выносливости, определяют по формуле:
PN=10(50+D2/6), H,
где D - диаметр раскатываемого отверстия заготовки, мм.
Для многоэлементного инструмента, каковым является раскатка, реализующая предлагаемый способ, принимают подачу SПР=0,1…3,0 мм/об [1]. Оптимальная подача SПРШ деформирующего элемента-шарика не должна превышать SПРШ=0,01…0,05 мм на один оборот заготовки. Подачу раскатки на один оборот заготовки определяют по формуле SПР=kSПРШ; где k - число деформирующих элементов, находящихся в контакте с заготовкой.
Смазывающе-охлаждающей жидкостью при раскатывании предлагаемым способом служат: машинное масло, смесь машинного масла с керосином (по 50%), сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
В качестве примера проводилась обработка предлагаемым способ отверстия цилиндра на токарно-винторезном станке мод. 16К20Т1 с ЧПУ, оснащенном конструкцией раскатки с деформирующими элементами в виде шариков в количестве - 28 шт., в том числе в канале возврата - 4 шт. Номинальный диаметр раскатки 85,56 мм, диаметр шариков 19,05 мм; общая длина раскатки 295 мм; резьбовое отверстие хвостовика Tr 36×12 (P6).
Материал обрабатываемой заготовки - отливки цилиндра - специальный чугун, имеющий химический состав (в %): C - 3,2…3,4; Si - 2,0…2,3; Mn - 0,5…0,8; Cr - 0,25…0,40; Ni - 0,10…0,25; P≤0,20; S≤0,15; Fe - остальное. Механические свойства чугуна: 170…241 НВ; σв≥206 Н/мм2; σиз=432 Н/мм2. Диаметр обрабатываемого отверстия ⌀85,56…⌀85,50 мм; шероховатость - Rа=0,32 мкм.
Режимы раскатывания: VИ=19 м/мин; подачу на один оборот заготовки определяли по формуле SПР=kSПРШ=24·0,05=1,2 мм/об.
Значения технологических факторов выбирались таким образом, чтобы обеспечить кратность поверхностного пластического деформирования элементарной площадки обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирования незначительно влияет на эффективность обработки.
Предлагаемый способ позволил повысить производительность в 1,5…2 раза, исключить операцию получистовой обработки благодаря улучшению шероховатости поверхности на 1…2 класса.
Использование большого количества деформирующих элементов-шариков с их непрерывным качением за счет возврата и циркуляции в сочетании с винтовым расположением канавки, в которой расположены деформирующие элементы, и эффекта самозатягивания облегчает деформацию микронеровностей обрабатываемой поверхности.
Предлагаемый способ обеспечивает низкую себестоимость изготовления заготовок благодаря простоте конструкции инструмента.
Предлагаемый способ позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость инструмента возрастает в два и более раз по сравнению со стойкостью при традиционном раскатывании, облегчается деформация микронеровностей, уменьшается расход энергии на деформирование и трение.
Предлагаемый способ и раскатку целесообразно и эффективно использовать при обработке заготовок малой жесткости из труднообрабатываемых материалов и сплавов.
Предлагаемый способ расширяет технологические возможности, снижает себестоимость изготовления заготовок благодаря повышению стойкости инструмента, повышает производительность, точность и качество обработки путем использования большого количества деформирующих элементов-шариков с их непрерывным качением за счет возврата и циркуляции, обеспечивает равномерность движения, высокий КПД и удобство в эксплуатации, а также большую глубину упрочненного слоя, достаточно высокую степень упрочнения обрабатываемой поверхности и равномерную пластическую деформацию поверхностного слоя.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. - С.383…397, таблица 4, рис.9.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. В.М.Кована. - 2-е изд., исправ. и доп. - М.: Машгиз. 1963. - С.233…236; 244…247.
3. Металлорежущие системы машиностроительных производств: Учеб. пособие для студентов технических вузов / О.В.Таратынов, Г.Г.Земсков, И.М.Баранчукова и др. Под ред. Г.Г.Земскова, О.В.Таратынова. - М.: Высш. шк., 1988. С.19…23.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| УСТАНОВКА ДЛЯ РАСКАТКИ И СТАБИЛИЗАЦИИ ДОРОЖЕК КАЧЕНИЯ ШАРИКОВЫХ ПОДШИПНИКОВ | 2015 |
|
RU2611615C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
Изобретение относится к технологии машиностроения, в частности к отделочно-упрочняющей обработке отверстий деталей раскатыванием. Сообщают заготовке возвратно-вращательное движение. Сообщают инструменту возвратно-поступательную продольную подачу. Используют инструмент, содержащий цилиндрическую оправку с шариками, расположенными в канавке. Канавка выполнена в виде замкнутой бесконечной петли, состоящей из двух винтовых ветвей, разного направления. Каждая винтовая ветвь имеет продольную длину в один шаг. Конец первой ветви петли соединен с началом второй, предназначенной для возврата шариков. В месте пересечения упомянутых ветвей бесконечной петли шарики ветви возврата перемещаются по каналу возврата, просверленному в теле оправки и проходящему под первой ветвью. В результате расширяются технологические возможности, повышается производительность, точность и качество обработки. 4 ил.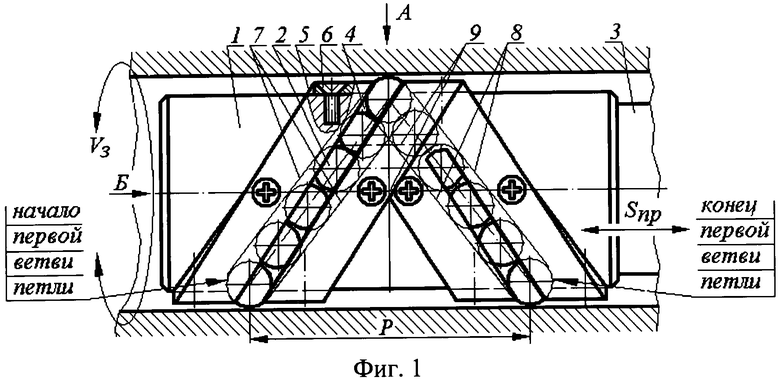
Способ раскатывания отверстий, включающий сообщение заготовке возвратно-вращающегося движения, а инструменту, содержащему оправку с деформирующими элементами в виде шариков, расположенных в канавке и удерживаемых от выпадения планками, сообщение возвратно-поступающей продольной подачи, отличающийся тем, что деформирующим элементам дополнительно сообщают продольную и поперечную подачи путем выполнения канавки в виде петли, состоящей из двух винтовых ветвей, первая из которых выполнена одного, например, левого, направления, продольной длиной в один шаг с возможностью качения деформирующих элементов от начала до конца, при этом ее конец соединен с началом второй винтовой ветвью противоположного, например, правого, направления того же шага, предназначенной для возврата деформирующих элементов, с получением замкнутой бесконечной петли, расположенной на цилиндрической поверхности, при этом в месте пересечения ветвей бесконечной петли деформирующие элементы ветви возврата перемещают по каналу возврата, просверленном в теле оправки и проходящем под первой ветвью.
| Устройство для поверхностного упрочнения деталей | 1982 |
|
SU1013240A2 |
| Многошариковая раскатка | 1984 |
|
SU1260171A2 |
| Многорядный инструмент для образования микрорельефа | 1981 |
|
SU977138A2 |
| DE 2907256 A1, 25.09.1980. | |||

