Изобретение предназначено для двухстороннего нанесения покрытия преимущественно на фильтровальные виды бумаг и картонов с малым объемным весом и может быть использовано в целлюлозно-бумажной и текстильной промышленности.
Для улучшения прочностных свойств фильтровальных видов картона, композиция которых помимо целлюлозы содержит минеральные добавки, в частности асбест и силикагель, требуется этот материал подвергнуть поверхностной проклейке с проникновением связующего вовнутрь, при этом привес связующего должен быть не более 3-4% от веса полотна.
Целью изобретения является повышение прочностных свойств при проклейке фильтровального материала.
Сущность способа заключается в том, что при нагреве в указанном диапазоне влажного полотна с сухостью 15-18% снижается вязкость содержащейся в нем влаги, что способствует улучшению проникновения связующего в глубь материала и равномерности пропитки, так как имеющаяся в порах материала влага транспортирует при
нагреве связующее в глубь полотна, а по- (/) еле ее испарения связующее, оставшееся - внутри материала, повышает прочность по- N- лотна.
Кроме того, способ позволяет осуществлять проклейку не только тонких и мягких бумаг, но и высокопористых фильтрационных материалов с малым объемным весом, тем самым расширяя границы использова- СО ния данного способа.СЛ
Таким образом, начальная сухость мате- ,Ј риала перед нагревом и сама операция на- Qs грева в пределах указанных параметров, Q создают условия для глубокого проникновения связующего при пропитке, а характеристика конечной сухости после нагрева обеспечивает сохранение фильтрационных свойств материа/а и определяет выбор оптимальных парамзтров времени нагрева материала или пуь, который он должен пройти для каждо х вида (или марки) фильтрационного полотна.
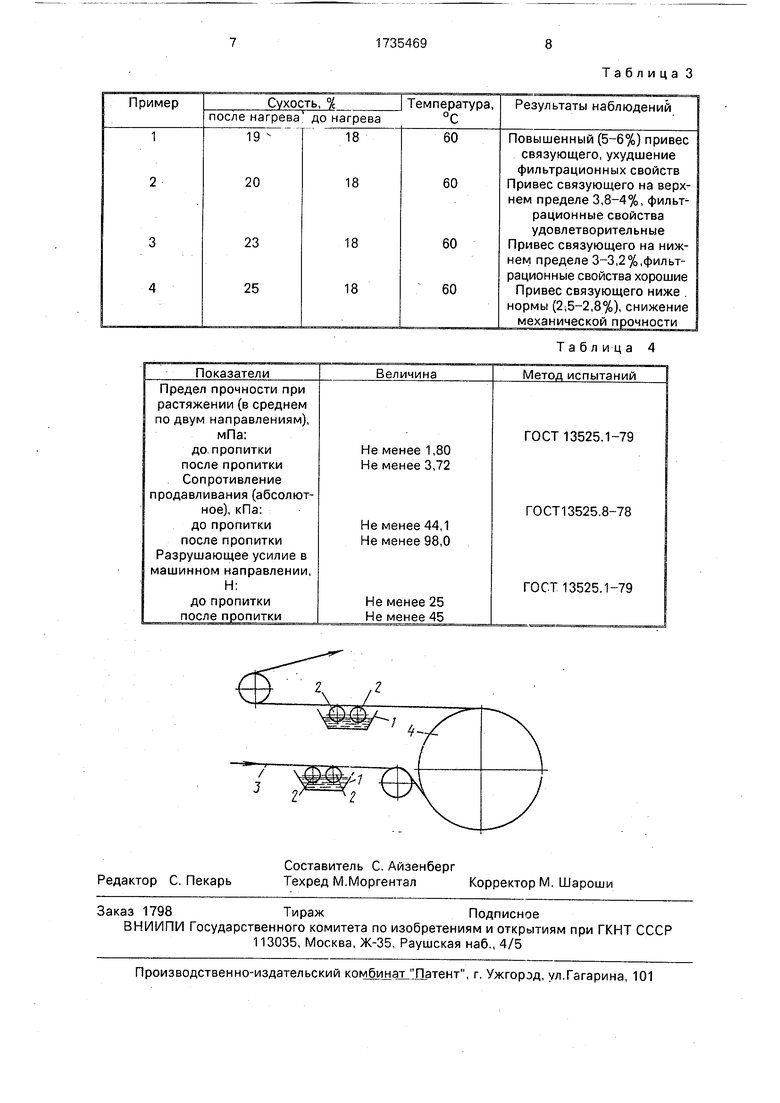
На чертеже приведена схема, поясняющая предлагаемый способ.
Схема включает ванну 1 со связующим, в которой располагаются приводные валики
2 для нанесения покрытия, по которым перемещается движущееся полотно 3, огибающее под углом в 180° цилиндр 4, выполненный с возможностью нагрева. После цилиндра с другой стороны полотна установлено еще одно устройство для нанесения покрытия, ванна 1 с приводными валиками 2, а за ним конвективная сушилка для предварительной подсушки, препятствующей налипанию связующего на поверхностьсушильныхцилиндров, обеспечивающих окончательное высушивание (не показано).
Для пропитки фильтрационных материалов в качестве связующего широко используются эмульсии полимерных веществ, например синтетические латексы СКС- 65ГП, СКД-1С, БС-30.
При этом существенным фактором является концентрация латекса, поскольку если она будет недостаточна, то обеспечивается малый привес, а следовательно, и низкая прочность, а если концентрация слишком велика, то теряются фильтрационные свойства материала вследствие избытка связующего вещества. На практике применяется латекс с концентрацией 9-12%.
Указанный способ пропитки применим, в частности для фильтровальных бумаг и картонов марок КТ ФВ-155, БТ-ЗП, БТ-10П, БП-5П.
Указанные марки картона в основном отличаются лишь массой 1 м и не влияют на условия применения предлагаемого способа.
Пример 1. С помощью приводных валиков 2, купающихся в ванне 1 со связующим, например 10%-ным раствором латекса, СКС-65ГП, последний наносят на одну сторону влажного полотна марки КТФВ-155 с сухостью 15%, затем полотно нагревается на цилиндре 4 до 50°С, при этом сухость его достигает 20% и одновременно разворачивается на 180°, обеспечивая тем самым возможность нанесения связующего на другую сторону полотна при помощи валиков, расположенных в ванне со связующим
Как показали проведенные испытания, при выработке фильтровального картона на скорости 12,5-13,Ом/мин, что соответствует времени нахождения материала в зоне нагрева 14-15 с с достижением сухости 20% в процессе нагрева полотна, находящаяся в нем влага значительно снижает свою вязкость и способствует более глубокому проникновению вовнутрь полотна картона уже нанесенного на одну сторону связующего и наносимого связующего на другую сторону
полотна сразу после его прохождения нагревательного цилиндра.
Пример 2. Используются те же устройство и связующее, а также порядок
нанесения покрытия, но нагрев полотна материала производится до 70°С. При этом наблюдается эффективная пропитка, малый привес связующего (3-4%) и достаточная механическая прочность.
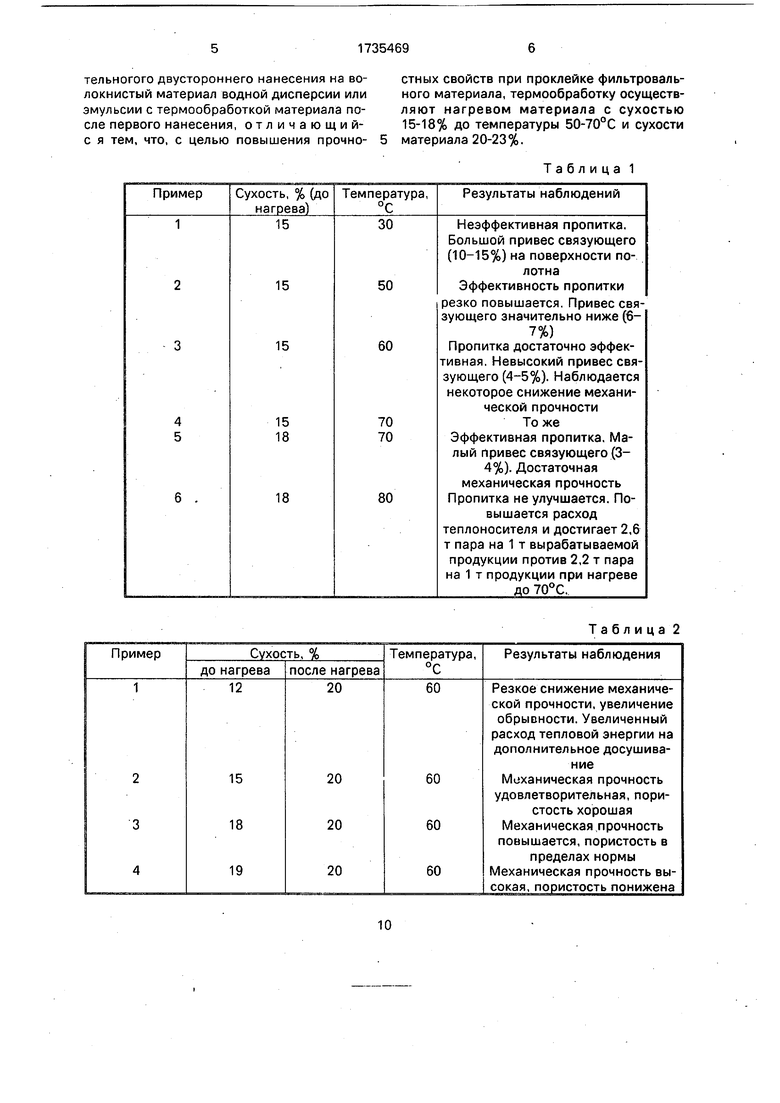
В табл. 1-3 приведены результаты испытаний с нагревом материала в пределах 50- 70°С после первоначальной пропитки, а также при выходе за рамки указанных параметров.
Как видно из табл. 1-3, если влажное полотно нагрето недостаточно, т.е. до температуры ниже 50°С, то не происходит существенного снижения вязкости водной эмульсии латекса и ее проникновение
вглубь материала затруднено.
При нагреве же полотна до температуры выше 70°С дальнейшее снижение вязкости водной среды уже не происходит и повышение температуры экономически не
оправдано.
Если в процэссе поверхностной проклейки используется материал с сухостью до нагрева менее 15%, то, как показали эксперименты, происходят излишние затраты
тепловой энергии на его высушивание и резкое снижение механической прочности, Повышение сухости свыше 18% приводит к увеличению объемного веса, что снижает фильтрационные свойства.
Если после нагрева материала сухость его меньше 20%, то наблюдается повышенный привес связующего и ухудшение фильтрационных свойств.
В случае, когда материал после нагрева
до повторной пропитки имеет сухость более 23%, наблюдается снижение механической прочности материала.
Сравнительные показатели пропитываемых материалов, например фильтр-картона марки ТКФВ-155, до и после пропитки согласно предлагаемому способу приведены в табл. 4.
Предлагаемый способ позволяет расширить ассортимент материалов, требующих поверхностной проклейки, с сохранением малого обьемного веса и необходимых фильтрационных свойств. С другой стороны, физико-механические свойства этих материалов з чачительно выше вследствне глубокого проникновения связующего вовнутрь материала.
Формула изобретения Способ поверхностной проклейки волокнистого материала путем последователыногого двустороннего нанесения на волокнистый материал водной дисперсии или эмульсии с термообработкой материала после первого нанесения, отличающий- с я тем, что, с целью повышения прочностных свойств при проклейке фильтровального материала, термообработку осуществляют нагревом материала с сухостью 15-18% до температуры 50-70°С и сухости материала 20-23%.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОЙ СОРБИРУЮЩЕЙ БУМАГИ | 1998 |
|
RU2150541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА ИЗ СТЕКЛОВОЛОКНА | 1995 |
|
RU2090242C1 |
| Уплотнительный листовой материал для использования в жидкостных и топливно-масляных средах | 2020 |
|
RU2757294C1 |
| Способ изготовления тарного картона | 1979 |
|
SU825762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОЙ БУМАГИ | 2002 |
|
RU2217541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОЙ СОРБИРУЮЩЕЙ БУМАГИ | 1994 |
|
RU2079593C1 |
| УЛУЧШЕННАЯ ПОВЕРХНОСТНАЯ ПРОКЛЕЙКА БУМАГИ | 2009 |
|
RU2521636C2 |
| Способ изготовления фильтровального картона | 1989 |
|
SU1680851A1 |
| Способ получения на бумаге текстуры с имитацией пор древесины | 1988 |
|
SU1712191A1 |
| Изделие из перерабатываемого материала с высокими барьерными свойствами на основе бумаги или картона | 2022 |
|
RU2785320C1 |
Использование: целлюлозно-бумажная и текстильная промышленность, преимущественно изготовление фильтровальных видов бумаг и картонов с двусторонним покрытием. Сущность изобретения: волокнистый материал подвергают последовательному двустороннему нанесению водной дисперсии или эмульсии с термообработкой его после первого нанесения. Термообработку осуществляют нагревом материала су- хостью 15-18% до 50-70°С и сухости материала 20-23%. 1 ил., 4 табл.
Таблица 2
Показатели
Предел прочности при растяжении (в среднем по двум направлениям),
мПа:
до пропитки после пропитки Сопротивление продавливания (абсолютное), кПа: до пропитки после пропитки Разрушающее усилие в машинном направлении,
Ндо пропитки после пропитки
Таблица 3
Таблица 4
Величина
Метод испытаний
ГОСТ 13525.1-79
Не менее 1,80 Не менее 3,72
ГОСТ13525 8-78
Не менее 44,1 Не менее 98,0
ГОСТ 13525.1-79
Не менее 25 Не менее 45
| Аким Э.А | |||
| Обработка бумаги | |||
| - М.: Лесная промышленность, 1979, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
