Изобретение относится к электротехнике, в частности к индукционным нагревательным устройствам, работающим на токах промышленной частоты, и предназначено для нагрева охватывающих токопроводя- щих деталей при подготовке к сборке одного и более соединений с натягом и может быть использовано в различных отраслях машиностроения, приборостроения.
Целью изобретения является расширение технологических возможностей установки применением быстросъемных вставок и фиксаторов положения деталей.
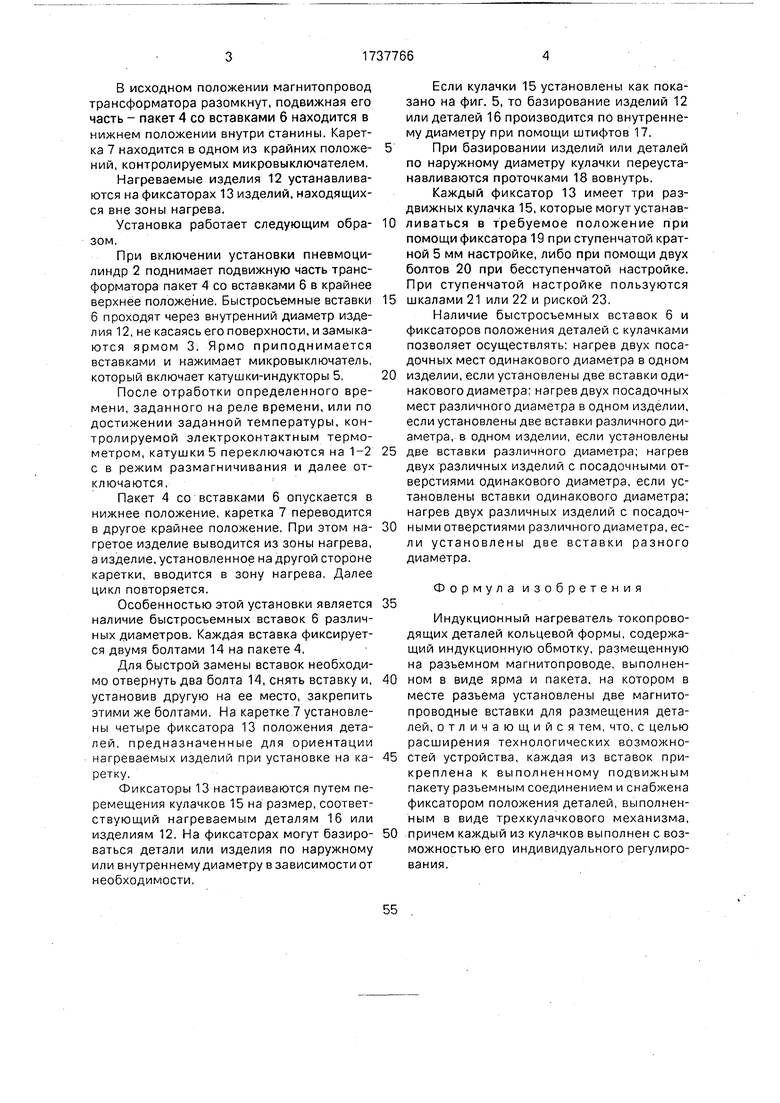
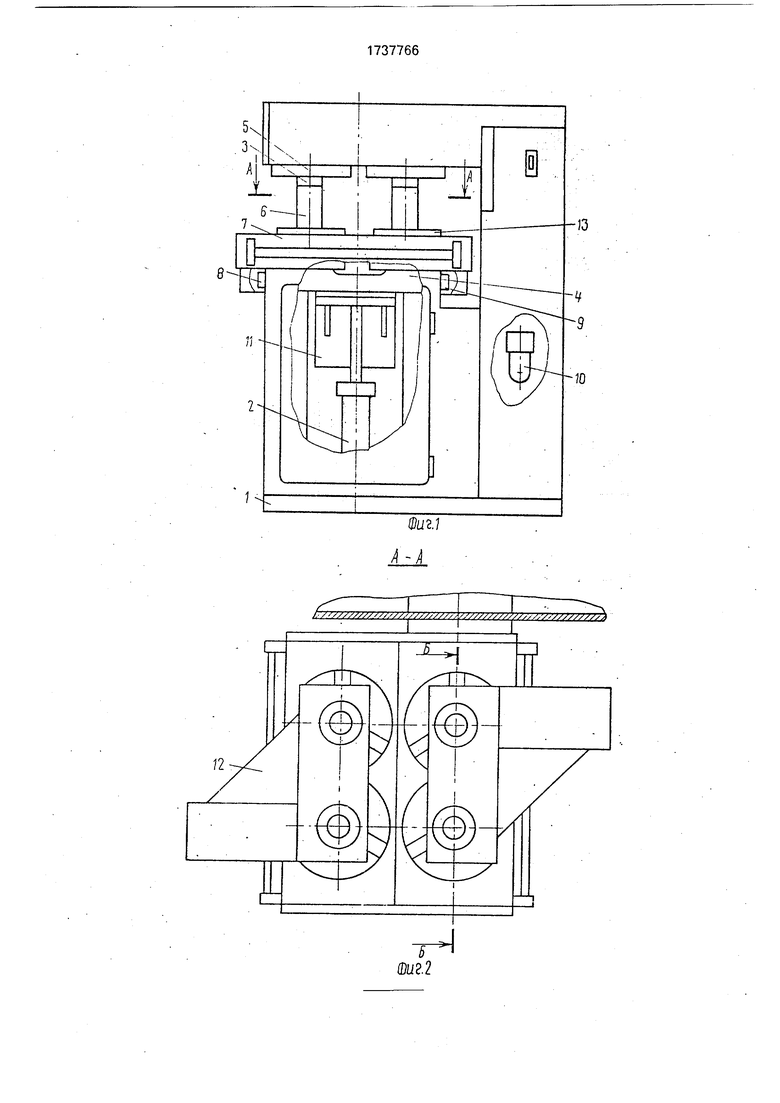
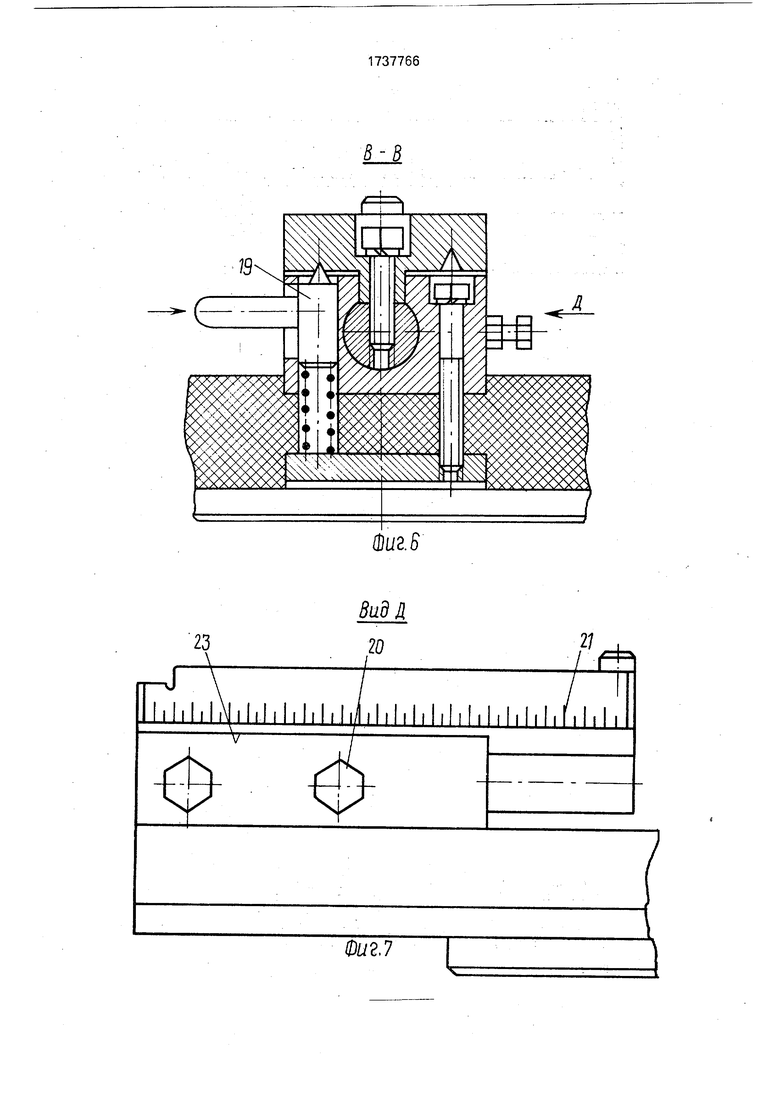
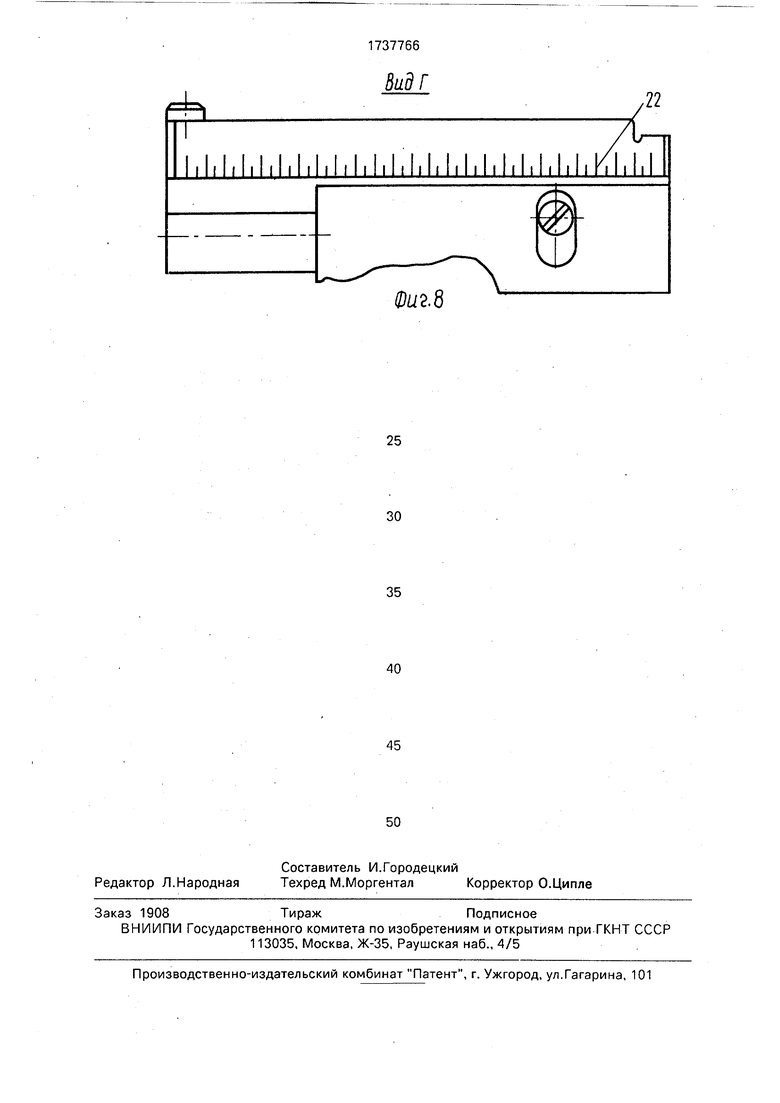
На фиг. 1 представлена схематически установка в исходном положении; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 вариант наладки для нагрева единичного изделия; на фиг. 5-фиксатор положения деталей; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 и 8 - виды по стрелке Г и Д на фиг. 6.
Предлагаемая установка индукционного нагрева состоит из станины 1, на которой монтируется пневмоцилиндр 2, составные части трансформатора - ярмо 3, пакет 4,
катушки 5, вставки 6, которые могут быть различного диаметра, кроме того, имеется каретка 7, направляющие 8 и 9, блок 10 подготовки воздуха.
Магнитопровод трансформатора состоит из пакета 4, двух быстросменных промежуточных вставок 6, закрепленных на пакете 4, и ярма 3, которые монтируются на верхней части станины.
Ярмо 3 имеет возможность вертикального перемещения на 5-10 мм в момент соприкосновения со вставками б во время движения пакета 4 со вставками вверх.
Подвижная часть магнитопровода - пакет 4 со вставками 6 закреплена на ползуне 11, перемещаемом при помощи пневмоци- линдра 2.
Для создания магнитного поля в зоне перемещения пакета и ярма на станине установлены четыре катушки 5, являющиеся индуктором воздушного трансформатора.
Каретка 7 служит для попеременного ввода в зону нагрева и вывода из нее нагреваемых деталей или изделий.
со
с
VI
CJ XI vj
О О
В исходном положении магнитопровод трансформатора разомкнут, подвижная его часть - пакет 4 со вставками 6 находится в нижнем положении внутри станины. Каретка 7 находится в одном из крайних положений, контролируемых микровыключателем.
Нагреваемые изделия 12 устанавливаются на фиксаторах 13 изделий, находящихся вне зоны нагрева.
Установка работает следующим образом.
При включении установки пневмоци- линдр 2 поднимает подвижную часть трансформатора пакет 4 со вставками 6 в крайнее верхнее положение. Быстросъемные вставки 6 проходят через внутренний диаметр изделия 12, не касаясь его поверхности, и замыкаются ярмом 3. Ярмо приподнимается вставками и нажимает микровыключатель, который включает катушки-индукторы 5.
После отработки определенного времени, заданного на реле времени, или по достижении заданной температуры, контролируемой электроконтактным термометром, катушки 5 переключаются на 1-2 с в режим размагничивания и далее отключаются,
Пакет 4 со вставками 6 опускается в нижнее положение, каретка 7 переводится в другое крайнее положение. При этом нагретое изделие выводится из зоны нагрева, а изделие, установленное на другой стороне каретки, вводится в зону нагрева. Далее цикл повторяется.
Особенностью этой установки является наличие быстросъемных вставок 6 различных диаметров. Каждая вставка фиксируется двумя болтами 14 на пакете 4.
Для быстрой замены вставок необходимо отвернуть два болта 14, снять вставку и, установив другую на ее место, закрепить этими же болтами. На каретке 7 установлены четыре фиксатора 13 положения деталей, предназначенные для ориентации нагреваемых изделий при установке на каретку.
Фиксаторы 13 настраиваются путем перемещения кулачков 15 на размер, соответствующий нагреваемым деталям 16 или изделиям 12. На фиксаторах могут базироваться детали или изделия по наружному или внутреннему диаметру в зависимости от необходимости,
Если кулачки 15 установлены как показано на фиг. 5, то базирование изделий 12 или деталей 16 производится по внутреннему диаметру при помощи штифтов 17.
При базировании изделий или деталей
по наружному диаметру кулачки переустанавливаются проточками 18 вовнутрь.
Каждый фиксатор 13 имеет три раздвижных кулачка 15, которые могут устанавливаться в требуемое положение при помощи фиксатора 19 при ступенчатой кратной 5 мм настройке, либо при помощи двух болтов 20 при бесступенчатой настройке. При ступенчатой настройке пользуются
шкалами 21 или 22 и риской 23.
Наличие быстросъемных вставок 6 и фиксаторов положения деталей с кулачками позволяет осуществлять: нагрев двух посадочных мест одинакового диаметра в одном
изделии, если установлены две вставки одинакового диаметра нагрев двух посадочных мест различного диаметра в одном изделии, если установлены две вставки различного диаметра, в одном изделии, если установлены
две вставки различного диаметра; нагрев двух различных изделий с посадочными отверстиями одинакового диаметра, если установлены вставки одинакового диаметра; нагрев двух различных изделий с посадочными отверстиями различного диаметра, ес- ли установлены две вставки разного диаметра.
35
Формула изобретения
Индукционный нагреватель токопрово- дящих деталей кольцевой формы, содержащий индукционную обмотку, размещенную на разъемном магнитопроводе, выполненном в виде ярма и пакета, на котором в месте разъема установлены две магнито- проводные вставки для размещения деталей, отличающийся тем, что, с целью расширения технологических возможностей устройства, каждая из вставок прикреплена к выполненному подвижным пакету разъемным соединением и снабжена фиксатором положения деталей, выполненным в виде трехкулачкового механизма,
причем каждый из кулачков выполнен с возможностью его индивидуального регулирования.
5 3v
Л
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева деталей | 1989 |
|
SU1684940A1 |
| Индукционный нагреватель для нагрева кольцевых деталей | 1987 |
|
SU1432806A1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| Устройство для индукционного нагрева кольцевых заготовок | 1981 |
|
SU961163A1 |
| Устройство индукционного нагрева металлических деталей | 1975 |
|
SU758573A1 |
| Остов индукционного аппарата | 1981 |
|
SU955230A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2221877C1 |
| Индукционный нагреватель | 1978 |
|
SU764152A1 |
| БЛОК ИНДУКЦИОННЫХ КАТУШЕК | 2006 |
|
RU2372753C2 |
| СПОСОБ НАГРЕВА ЖИДКИХ СРЕД | 2019 |
|
RU2755521C2 |
Использование: нагрев деталей при подготовке к сборке соединений с натягом в различных отраслях промышленности. Сущность изобретения: индукционный нагреватель содержит магнитопровод с ярмом, катушки, посадочные места для деталей. Дополнительно каждое посадочное место снабжено механизмом фиксации положения деталей. 8 ил.
№
2
м
И
-J3
N 9
га
Фиг.1 А-А
Фи2.5
23
И 1111 1111 И I 111 И l/l 1111111 III I Ll 111111111 I 11 I I
I.I
Фиг. В
Вид Л 20
У и
/ Ж
11 I
I.I
Фиг
I I I I I I I I I И И I I I I I I I I I I I I I I I I П I I h
Вид Г
i22
Фиг в
| Устройство для индукционногоНАгРЕВА пОдшипНиКОВ КАчЕНия | 1979 |
|
SU815977A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| 0 |
|
SU148461A1 | |
| Кипятильник для воды | 1921 |
|
SU5A1 |
