Отличительной особенностью предлагаемого прибора для контроля профиля зубьев червячной шлицевон фрезы, помещаемой на оправке, устанавливаемой на горизонтальных центрах, является применение на каретке, поворотной вокруг оси, перпендикулярной линии центров, измерительной линейки (или двух линеек), управляемой, например, эвольвентным копиром таким образом, что прямолинейное ребро линейки огибает измеряемый профиль зуба фрезы, отклонения которого фиксируются при помощи индикатора. Такое выполнение предлагаемого прибора дает возможность воспроизвести в нем движения, аналогичные движениям, имеющим место при нарезании червячной фрезой щлицевого валика; при этом проверяется отклонение профиля зубьев фрезы от теоретического, огибаемого профилем валика при качении его начальной окружности по начальной прямой фрезы.
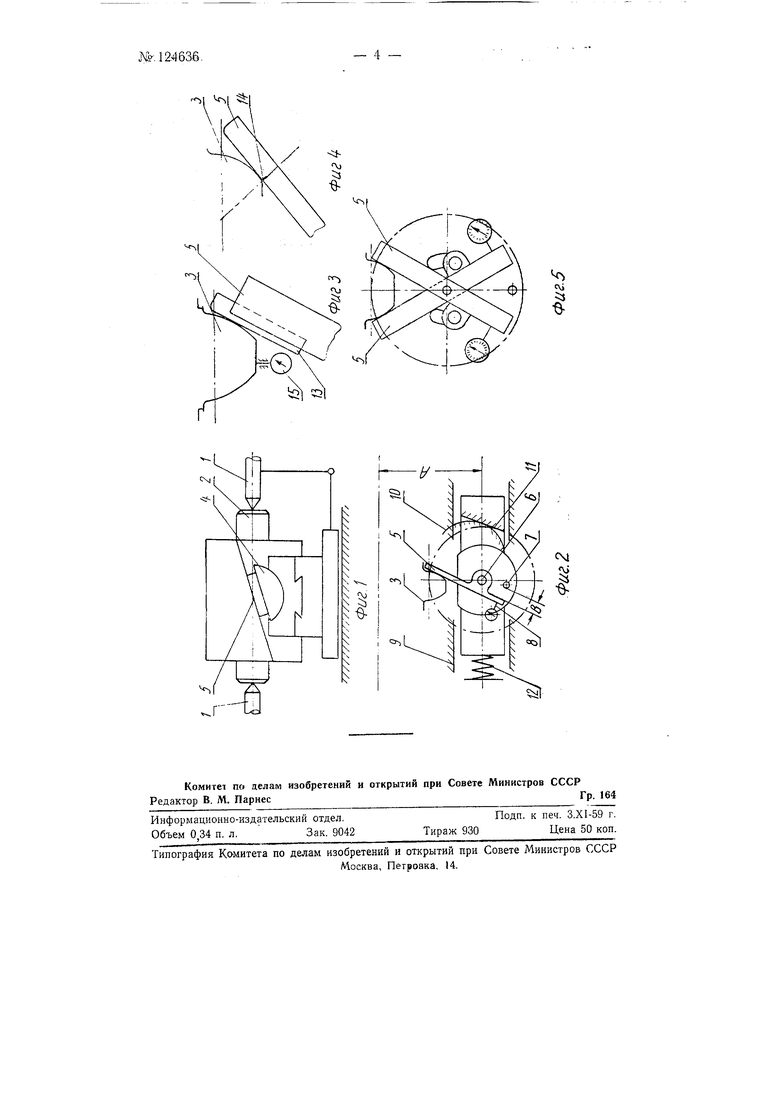
На фиг. 1 дана схема нрибора в общем виде; на фиг. 2-схема измерительной части прибора; на фиг. 3-измерительная линейка; на фиг. 4 - установка линейки относительно зуба фрезы; на фиг. 5 - установка двух линеек для контроля обеих сторон профиля зуба.
В горизонтальных центрах / лрибора помещают на оправке 2 контролируемую фрезу 3. На каретке 4, имеющей возможность поворачиваться вокруг горизонтальной оси, перекрещивающейся под прямым углом с осью центров 1, установлена измерительная линейка 5. Поворот каретки 4 обеспечивает установку оТинейки 5 в плоскости измеряемого зуба фрезы. Каретка устанавливается по отнощению к оси центров 1 под углом наклона продольной канавки зубьев фрезы, указанным в паспорте или на торце фрезы, т. е. под тем же углом, под которым фреза устанавливается при работе на зубофрезерном станке.
№ 12-4636- - 2 -
Измерительная линейка 5 может поворачиваться вокруг оси 6 и устанавливаться под разными углами к радиусу (фиг. 2). В процессе измерения линейка 5 своим рабочим прямолинейным ребром устанавливается к радиусу фрезы под углом профиля на начальной окружности изделия, для обработки которого предназначается проверяемая фреза. Установка должна быть достаточно точной и может быть проведена с помош,ью плоско-параллельных кснцевых мер длины (величина В на фиг. 2) или при помощи индикаторного микрометра, для которых должны быть предусмотрены базовые поверхности (упор или штифт 7). Смещение линейки 5 в процессе измерения с установленного положения отмечается индикатором 8.
Каретка 4 может перемещаться по направляющим 9 в плоскости, параллельной оси центров /. На оси 6 установлен сменный эвольвентный копир 10, контактирующий с неподвижным упором //. Каретка прижимается эвольвентным копиром W к упору // пружиной 12 или грузомПутем подбора размеров эвольвентного копира 10- радиуса его основной окружности и угла установки упора 11-обеспечивается соответст вующее движение измерительной линейки 5 относительно фрезы 3 и качение начальной окружности по начальной прямой фрезы. При этом рабочая сторона измерительной линейки 5 описывает профиль зуба фрезы. Неточности профиля - отклонения профиля зуба от теоретического - повлекут соответствующее смещение измерительной линейки 5, которое отмечается индикатором 8.
Соверщая указанный поворот измерительной линейки, можно проверить профиль каждого зуба фрезы. Измерительная линейка должна быть составной (фиг. 3). Рабочая часть 13 измерительной линейки должна иметь возможность перемещаться относительно ее корпуса и устанавливаться в соответствии с глубиной профиля изделия. Верщина рабочей части линейки должна иметь фаску или закругление в соответствии с формой изделия, для которого фреза предназначается. На этой же линейке должна быть отмечена точка допустимого начала переходной кривой изделия. При измерении фрезы начало получающейся переходной кривой на изделии при фрезеровании легко определяется точкой 14 соприкосновения измерительной линейки с верщиной профиля 3j6a фрезы (фиг. 4).
Для контроля высоты головки зуба фрезы по величине внутреннего диаметра обрабатываемого изделия на измерительном устройстве устанавливается индикатор 15 (фиг. 3), измерительный наконечник которого непосредственно или через рычаг опирается на вершину зуба фрезы. Настройка индикатора производится по плиткам или шаблону на расстояние от оси измерительной линейки, равное радиусу внутренней окружности изделия.
Расстояние А от оси поворота линейки 5 до оси центров 1 равно сумме радиусов начальных окружностей фрезы и изделия, для которого она предназначается. Установка измерительной каретки на это расстояние Л производится путем поперечного перемещения каретки измерительного устройства. Требуемое расстояние устанавливается при помощи блока плиток, микроскопа или другим путем.
Относительное расположение измерительного устройства и передней поверхности проверяемого зуба фрезы устанавливается по индикатору, помещенному на каретке.
Указанным методом проверяется одна сторона зуба фрезы. Другая сторона может быть проверена после соответствующей перестановки измерительной линейки 5 на контроль другой стороны зуба. Для ускорения и облегчения контроля могут быть применены две линейки 5, контролирующие обе стороны профиля зуба с одной установки (фиг. 5).
Взаимное расположение линеек устанавливается, исходя из leopeтической толщины зуба фрезы или ширины впадины. Поэтому при применении двух линеек одновременно с контролем профиля обеспечивается и контроль толщины зуба фрезы. В этом случае проверяются все параметры и размеры зуба фрезы. Прибор настраивается на размеры изделия, для которого фреза предназначается и показывает отклонение получающегося профиля .изделия от теоретического при обработке контролируемой фрезой.
Для перемещения измерительной линейки 5 относительно оси центров / вместо эвольвентного копира могут быть применены диск и обкаточная линейка аналогично дисковому эвольвентомеру или диск с лентами, обеспечивающими их взаимное качение одна по другой без скольжения.
Для контроля последовательно других зубьев фрезы приведенный измерительный механизм должен быть установлен на каретку, продольное перемещение которой связано с поворотом фрезы. Эта связь может быть осуществлена различно: при помощи набора точных зубчатых колес, при помощи механизма с синусной линейкой, кулачкового механизма, копирного механизма, путем периодических поворотов фрезы и соответствующих им продольных перемещений каретки с измерительным устройством по плиткам, микроскопу или иным методом.
Предмет изобретения
Прибор для контроля профиля зубьев червячной щлицевой фрезы, помещенной на оправке, установленной на горизонтальных центрах, отличающийся тем, что, с целью воспроизведения в нем движений, аналогичных движениям, имеющим место при нарезании червячной фрезой щлицевого валика, на каретке, поворотной вокруг оси, перпендикулярной оси центров, применена измерительная линейка (или две линейки), управляемая, например, эвольвентным копиром таким образом, что ее прямолинейное ребро соверщает огибание измеряемого профиля зуба фрезы с фиксацией отклонений последнего при помощи индикатора.
№ 12-1636
о cvj 
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для контроля профиля зубьев червячных шлицевых фрез | 1956 |
|
SU110292A1 |
| Прибор для контроля профиля зубьев червячной шлицевой фрезы | 1960 |
|
SU141637A1 |
| УСТРОЙСТВО для БЕСКОПИРНОЙ ПРАВКИ ШЛИФОВАЛЬНЫХКРУГОВ | 1970 |
|
SU282087A1 |
| Прибор для контроля прерывной кинематической погрешности зубчатых колес | 1987 |
|
SU1402796A2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1970 |
|
SU271253A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ | 2000 |
|
RU2175593C1 |
| Устройство для контроля зубчатых колес в беззазорном зацеплении | 1984 |
|
SU1186931A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Прибор для контроля изделий с винтовой поверхностью | 1984 |
|
SU1245858A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |