Изобретение относится к сборочным процессам ипи операциям контроля в машиностроении, преимущественно к монтажу эластичной кольцевой детали на базовую поверхность, уплотняемую или измерительную.
Известен способ монтажа эластичной кольцевой детали на базовую поверхность, заключающийся во вращении эластичной кольцевой детали вместе с исполнительным механизмом со скоростью, обеспечивающей деформацию кольцевой детали центробежными силами до диаметра базовой поверхности, подаче деформированной детали и последующей установке на базовую поверхность.
Недостатком этого способа является низкая надежность процесса.
После загрузки эластичной детали на неподвижный исполнительный механизм для осуществления ее деформации деталь необходимо удерживать, что может быть достигнуто при наличии базирующих органов. Возникает опасность касания вращающихся с высокой угловой скорсстью(свыше 2000 ) базирующих элементов с неподвижной базовой поверхностью, В приведенном способе для осуществления постоянного контакта с исполнительным механизмом TO/H-XL по наружной поверхности деталь необходимо вращать вокруг ее оси. Это может быть достигнуто лишь при отсутствии зазора между наружной поверхностью эластичной детали и поверхностями базирующих органов в процессе монтажа, что создает трудности и при загрузке Для установки детали на базовую поверхность в известном способе необходимо полностью прекращать вращение исполнительного механизма, так как в противном случае может вновь произойти его касание с базовой поверхностью.
Наиболее близким к предлагаемому является способ монтажа, который заключается в предварительном деформировании элостичной кольцевой детали центробежными силами при вращении и установке ее на базовую поверхность.
-ч
ю о
I
Однако и этот способ, упрощающий процесс загрузки эластичной детали, в целом характеризуется низкой надежностью процесса, так как необходимо вращать исполнительный механизм с высокими угловыми скоростями, принимающими два различных значения.
Для подачи эластичной детали на базовую поверхность создают ее равномерное растяжение путем вращения детали с большой угловой скоростью со. Затем для установки на базовую поверхность обеспечивают неравномерную деформацию, близкую к овальной форме за счет незначительного снижения скорости вращения - примерно до 0,8 со. Отсюда следует и другой недостаток, еще больше снижающий надежность процесса - необходимость управления формой деформации эластичной детали через изменение угловой скорости, во всех случаях на этапах монтажа остающейся весьма высокой.
Целью изобретения является повышение надежности процесса монтажа за счет создания условий, обеспечивающих требуемые деформации при значительно меньших угловых скоростях.
Поставленная цель достигается тем, что эластичную кольцевую деталь перед ее установкой на базовую поверхность нагревают до температуры Ti, не превышающей предельную температуру ТПр экслуатации эластомерного материала, а после установки охлаждают до температуры 6-10°С.
Предполагаемый способ проявляет новые технические свойства. Эти свойства выражены в возможности получения более низких скоростей вращения эластичной кольцевой детали для получения двух требуемых форм деформаций на этапах монтажа детали на базовую поверхность.
Первое свойство. Угловую скорость для равномерного растяжения детали центробежными силами можно снизить повышением температуры. Снижение требуемой скорости вращения достигается за счет изменения физико-механических характеристик эластомера-материала кольцевой детали, так как при нагреве детали уменьшается модуль упругости. Здесь проявляется и другое важное свойство. Появляется возможность, изменяя температуру, управлять модулем упругости материала и тем самым при постоянной более низкой скорости вращения управлять формой деформированной центробежными силами кольцевой детали.
Таким образом, для подачи на базовую поверхность кольцевую деталь нагревают
перед ее установкой на базовую поверхность. Для установки на базовую поверхность достаточно, оставив значение угловой скорости прежним, понизить температуру,
увеличив модуль упругости, и тем самым получить другую форму кольцевой детали, близкую к овальной.
В известном способе управление формой эластичной кольцевой детали осуществляют при ее вращении, с угловыми скоростями разной, но весьма большой величины. Поэтому процесс монтажа характеризуется низкой надежностью.
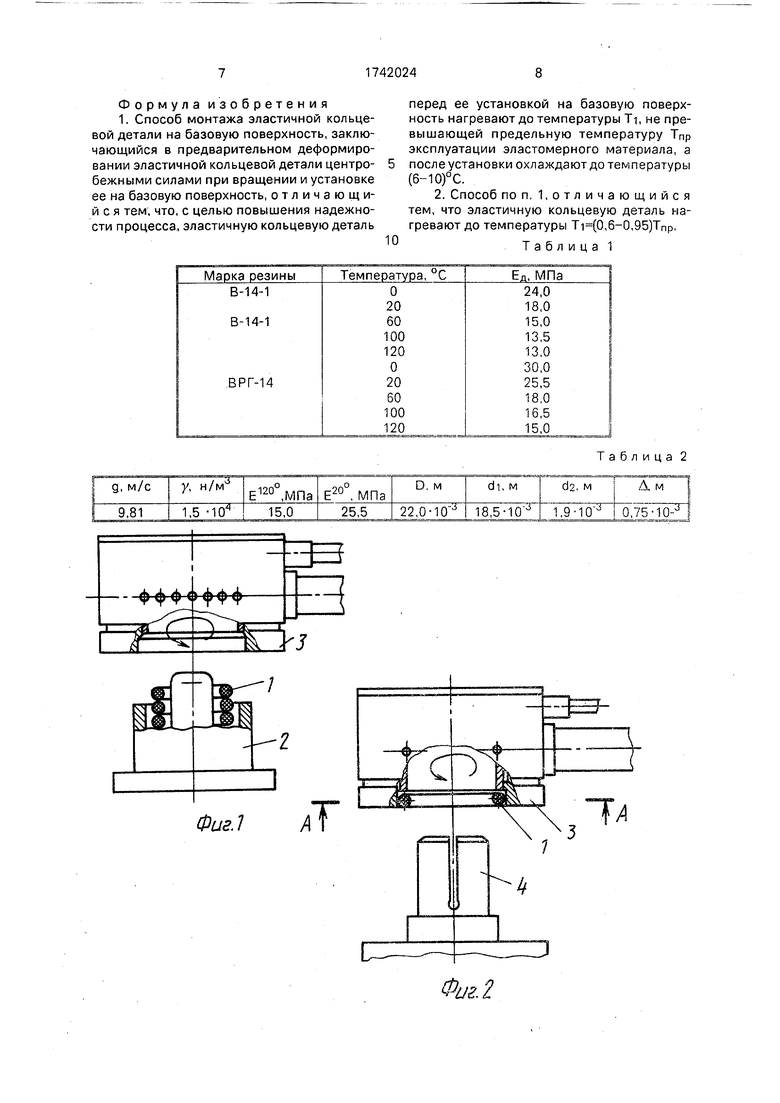
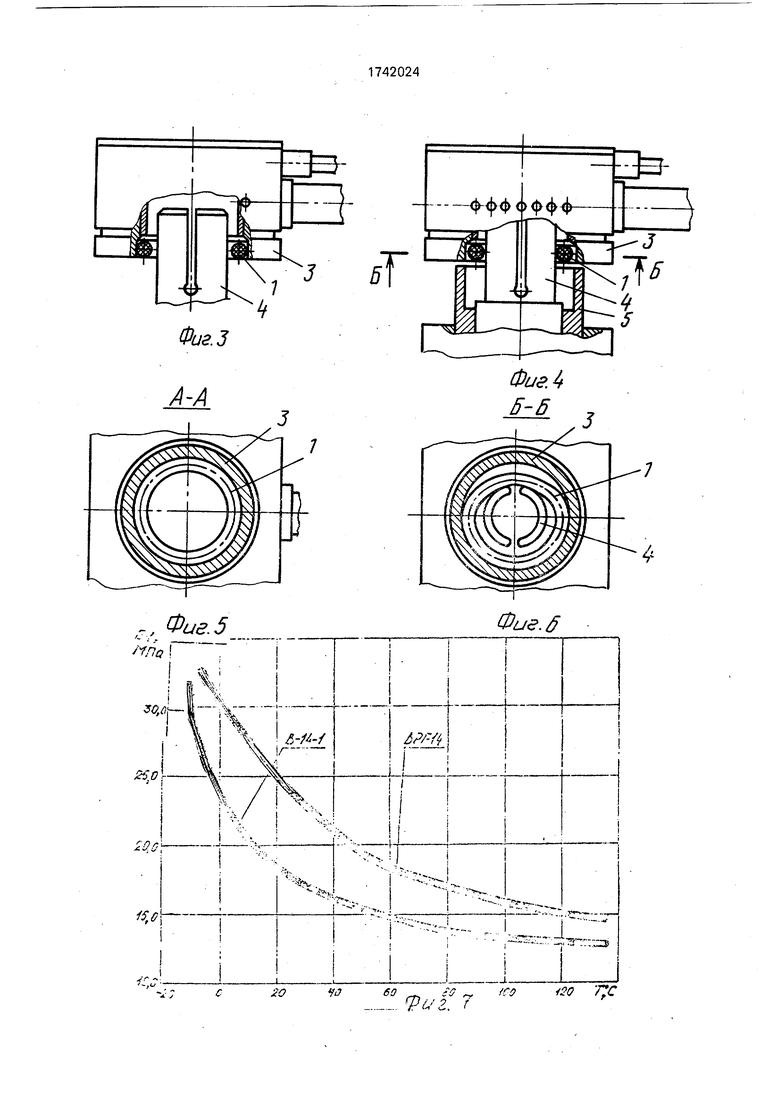
На фиг. 1-4 изображены последовательные стадии процесса монтажа эластичной кольцевой детали на базовую поверхность; на фиг. 5 - сечение А-А на фиг. 2; на фиг. 6 - сечение Б-Б на фиг. 4; на фиг. 7 - зависимости модуля упругости эластомера от температуры.
Эластичную кольцевую деталь 1 нагревают до температуры Ti(0,6...0,95)Tnp (ТПр - предельная температура эксплуатации эластомерного материала) на позиции захвата
2, являющейся нагревателем. Затем на позицию захвата 2 подают вращающийся исполнительный механизм 3. Вращающимся исполнительным механизмом 3 захватывают деталь 1 (фиг. 2). При этом эластичная
деталь 1 равномерно растягивается (фиг. 5) для последующей подачи на базовую поверхность 4. Значение необходимой частоты может быть рассчитано по формуле
О)
4
д/уЕ
D + 2 A-di
(D +2 A)2di из которой видна зависимость ш от Е
(О
40
ш
где
К 2 jfg/y
D +2 Д-di (D +2 A)2di
Ф
где g - ускорение свободного падения;
у- удельный вес материала;
Е - модуль упругости материала эла- стичной детали;
D -диаметр базовой поверхности;
di - внутренний диаметр недеформированной кольцевой детали;
А- технологический зазор при монта- же.
В работе (см. Пиранков В.К., Елькин А. И. Влияние температуры на мдионные свойства уплотнительных колец при возвратно-поступательном движении //Каучук и оезина, - 1975.-Ns2.-c.35-37) выявлены
зависимости динамического модуля сдвига G от температуры Т. По этим;а также дополнительным данным, полученным экспериментальным путем выявлены зависимости Сот Т для резин В-14-1 и ВРГ-14 на основе бутадиен-нитрильного каучука СКН-18. Известно соотношение между модулем упругости G и модулем упругости первого рода Е для несжимаемых материалом
В табл. 1 показана зависимость динамического модуля упругости Ed резины от температуры,
Из табл, 1 видно, что динамический модуль упругости уменьшается с увеличением температуры. Причем уменьшение это достаточно эффективно.
Например, для резины марки ВРГ-14
Ед(120°)/Ед(20°)0,59.
Поэтому с учетом (2) и K const
(О (120°) 0(20°). f(X59 ) 0,77 ш (20°).
Осуществление нагрева перед захватом или деформированием эластичной детали 1 повышает надежность процесса монтажа, так как позволяет уменьшить угловую скорость ш исполнительного механизма 3 для равномерного растяжения детали 1. Дальнейшее увеличение температуры Тч ограничивается значением ТПр, при котором еще допустимо эксплуатировать эластичную деталь 1. Поэтому нагрев осуществляют до температуры, близкой к ТПр, т. е. (0,6- 0,95)ТПР.
При значения ,6Tnp низка эффективность уменьшения модуля упругости. При ,95 ТПр. велика опасность перегрева детали и преждевременного выхода ее из строя.
Поддерживая температуру TL подают эластомерную деталь 1 исполнительном механизмом 3 на базовую поверхность 4 (фиг. 3). Затем в момент установки охлаждают эластомерную деталь 1 на позиции 5 монтажа, являющейся охладителем (фиг. 4). При охлаждении материала динамический модуль упругости возрастает и значения со уже недостаточно для равномерного растяжения эластомерной детали 1. Деталь 1 принимает форму, близкую к овальной (фиг. 6), охватывает базовую поверхность 4 и устанавливается на базовую поверхность. Если обеспечить Т2(0,3...0,5) Тком, ТКом 18-20°, т. е. при 6-10°С, не потребуется снижать угловую скорость, так как модуль упругости при этом возрастает (фиг. 7).
Значение (0,3-0,5) ТКом введено для увеличения надежности процесса.
Изменением температуры, таким образом, можно управлять формой эластомерной детали при ее деформировании центробежными силами.
Пример. Производится монтаж эластомерной кольцевой детали-употнительно- го кольца на базовую цилиндрическую
поверхностьЈ 22Н8. Марка материала (резины) ВРГ-14.
Данные для расчета представлены в табл.2.
По расчетам, согласно (2) К 1,13 const.
Деформирование центробежным способом эластичного кольца проводят исполнительным механизмом, включающим быстроходную воздушную микротурбину, в двух температурных режимах.
1. Без нагрева кольца, . При этом частота вращения, при которой кольцо равномерно растягивается, близка к с .
2. С нагревом кольца в масляной ванне до Т 120°С (что соответствует 0,8 ТПр для таких резин). В этом случае кольцо равномерно растягивается при OЈ-i4400 .
То есть расчеты полностью согласуются
с экспериментом.
В отличие от известных предлагаемый способ позволяет повысить надежность процесса монтажа при деформировании эластомерной детали центробежными силами принципиально новым путем. Более высокий положительный эффект достигается тем, что для равномерной деформации эластичной детали за счет нагрева требуется значительно меньшая угловая скорость.
Предлагаемый способ может быть реализован более надежными и простыми исполнительными механизмами.
Для установки детали на базовую поверхность за счет ее охлаждения требуется
значительно более высокая скорость, при которой форма кольцевой детали близка к овальной. Таким образом, значение двух скоростей на этапах монтажа при изменении температур, влияющих на физико-механические свойства материала, могут быть максимально сближены и даже приравнены друг к другу.
Возможность осуществления деформации центробежными силами со значительно
меньшей угловой скоростью и отсутствие необходимости изменять эту скорость в процессе монтажа особенно благоприятна для условии ™ б кого производства, что обеспечивает высокий экономический эффект.
Формула изобретения 1. Способ монтажа эластичной кольцевой детали на базовую поверхность, заключающийся в предварительном деформировании эластичной кольцевой детали центробежными силами при вращении и установке ее на базовую поверхность, отличающийся тем, что, с целью повышения надежности процесса,эластичную кольцевую деталь
0
перед ее установкой на базовую поверхность нагревают до температуры Ti, не превышающей предельную температуру ТПр эксплуатации эластомерного материала, а после установки охлаждают до температуры (б-10)°С.
2. Способ по п. 1,отличающийся тем, что эластичную кольцевую деталь нагревают до температуры Ti(0,6-0,95)Tnp,
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки уплотнительных соединений | 1983 |
|
SU1119817A1 |
| Устройство для установки эластичных уплотнительных колец | 1990 |
|
SU1794643A1 |
| ВЫСТАВЛЯЕМАЯ КОНСТРУКЦИЯ ДЛЯ ПОВОРОТНО-ОТКИДНОЙ ИЛИ ОТКИДНОЙ СТВОРКИ ОКНА ИЛИ ДВЕРИ ДЛЯ РУЧНОГО И/ИЛИ МЕХАНИЧЕСКОГО ОТКИДЫВАНИЯ | 2011 |
|
RU2577498C2 |
| Способ сборки уплотнительных соединений | 1980 |
|
SU885661A1 |
| Устройство для закрепления нежестких цилиндров | 1984 |
|
SU1232388A1 |
| РЕАГИРУЮЩИЙ НА КРУТЯЩИЙ МОМЕНТ ШКИВ ДЛЯ ИНЕРЦИОННОЙ КОНУСНОЙ ДРОБИЛКИ | 2015 |
|
RU2708322C1 |
| УПЛОТНИТЕЛЬНОЕ СОЕДИНЕНИЕ | 2007 |
|
RU2335680C1 |
| ЗАЩИТНЫЙ ЧЕХОЛ ШАРНИРА РАВНЫХ УГЛОВЫХ СКОРОСТЕЙ | 2009 |
|
RU2420676C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
| СПОСОБ СФЕРОДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2216425C2 |
Использование: контроль в машиностроении. Сущность изобретения: деталь деформируют центробежными силами при вращении, нагревают до температуры не более предельной ТПр температуры эксплуатации эластомерного материала (0,6- 0,95)ТПр Затем деталь устанавливают на базовую поверхность и охлаждают до температуры (6-10)°С 1 з п. ф-лы 7 ил., 2 табл
Таблица 2
Фиг. 2
т
CM
о
CM
т г
| Способ сборки уплотнительных соединений | 1983 |
|
SU1119817A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
