Изобретение относится к области металлообработки и может быть использовано для закрепления нежестких цилиндрических деталей типа цилиндров, гильз, стаканов, полых роторов, электрических машин, тубусов оптических приборов и др.
Цель изобретения, повышение надежности закрепления посредством увеличения радиальной жесткости устройства.
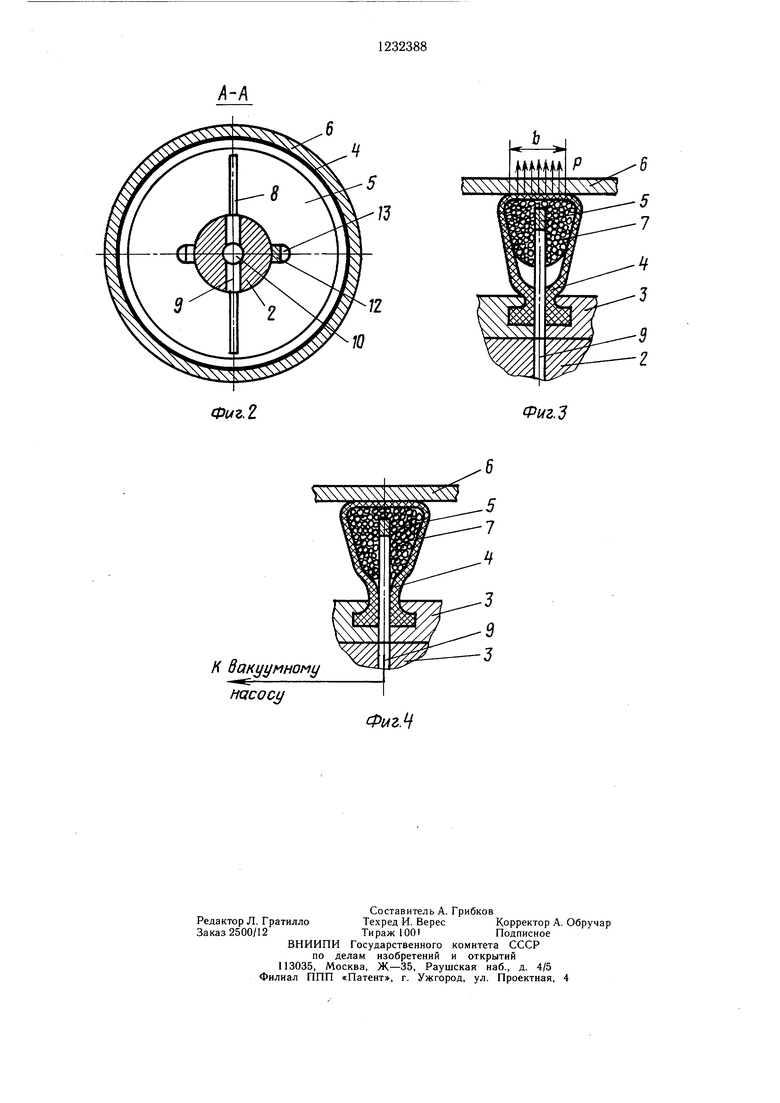
На фиг. 1 представлено предлагаемое устройство, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - положение стенок полых колец и шариков при ускоренном вращении; на фиг. 4 - положение стенок полых колец относительно шариков при создании вакуума.
Зажимное приспособление состоит из корпуса 1 с цилиндрической консолью 2, на которой с помощью фигурных шайб 3 установлены и закреплены упругие полые кольцевые зажимные элементы 4.
В полости зажимных элементов 4 введены диски 5, центрируемые по наружной поверхности консоли 2 и расположенные между фигурными шайбами 3. Стенки зажимных элементов 4 имеют переменную толщину, причем стенки меньшей толщины обращены в сторону закрепляемой детали 6, что позволяет обеспечить больщую эластичность. Полости зажимных элементов 4 заполнены наполнителем в виде шариков. 7, контактирующих с торцовыми поверхностями дисков 5, на которых для повышения коэффициента трения нанесено металлокерами- ческое покрытие, в дисках выполнены радиальные прорези 8, а в корпусе 1 - радиальные каналы 9 и центральное отверстие 10, соединенное с вакуумным насосом. Ширина радиальных прорезей 8 меньше диаметра шариков 7. Относительное расположение радиальных прорезей 8 и каналов 9 обеспечивается штифтом 11 и торцовыми выступами 12 на фигурных шайбах 3 (фиг. 2), входящих в пазы 13 дисков 5. Гермети- зация полостей зажимных элементов 4 осуществлена с помощью кольцевых уплотнений 14. Крепление зажимных элементов 4 осуществляется с помощью запорной щайбы 15 и гаек 16.
Приспособление работает следующим образом.
Обрабатываемую деталь 6 (фиг. 1 и 2) устанавливают на наружных сферических поверхностях зажимных элементов 4 и придают устройству вращение с угловой скоростью W, вызывающей появление центробежных сил, смещающих щарики 7 в радиальном направлении, которые, растягивая эластичные стенки зажимных элементов 4, обеспечивают их контакт по кольцевым пояскам шириной в с поверхностью детали б. При этом на эти участки детали 6 действу0
ет распределенное усилие Р, величина которого может быть определена по формуле
) 2лЬ,
где ш - масса шариков, приведенная к среднему диаметру зажимных элементов 4.
Это усилие является равномерно распределенным по окружности, т. е. по всему
O кольцевому пояску за счет равномерного распределения шариков 7 относительно базовой поверхности детали 6 под действием центробежных сил. Затем включают вакуумный насос и откачивают воздух из полостей зажимных элементов 4, вызывая плот5 ное облегание их стенками шариков 7 и дисков 5, а также поджатие шариков 7 к торцовым поверхностям дисков 5, имеющих ме- таллокерамическое покрытие. Устранение образовавшихся в результате радиального смешения шариков 7 к стенкам детали 6 незаполненных полостей (фиг. 3 и 4) приводит к повышению радиальной жесткости зажимных элементов 4, чему способствует также трение шариков 7 о торцовые поверхности дисков 5, превращенных благодаря
5 плотному облеганию их щариками 7 в ребра жесткости, воспринимающие действие на деталь 6 сил резания и снижающие величину радиальной деформации, ухудшающей точность обработки. Возрастанию радиальной жесткости способствуют также шарики 7,
0 расположенные в зазоре между наружной образующей дисков 5 и стенкой зажимных элементов 4, обращенной к детали 6.
После откачки воздуха из полостей зажимных элементов 4 снижают угловую скорость вращения до величины, соответствующей заданным режимам обработки, и производят обработку.
Снятие обработанной детали 6 осуществляется после отключения вакуумного насоса и соединения полостей зажимных элементов
Q 4 с атмосферой, в результате чего их стенки возвращаются в исходное положение благодаря накопленным в них упругим деформациям, уменьшая установочный (наружный) диаметр.
Благодаря обеспеченному вакуумом
5 плотному сцеплению шариков 7 с дисками 5 и стенками зажимных элементов 4 значительно возрастает радиальная жесткость устройства, способствующая уменьшению радиальных деформаций под действием сил резания. В результате действия на шарики 7
0 центробежных сил обеспечивается равномерное распределение распорных усилий по базовой поверхности обрабатываемой детали 6 как по окружности, так и по длине. Возможна обработка деталей практически любой длины, что достигается увеличением чис5
ла зажимных элементов, устанавливаемых на сменной цилиндрической консоли 2.
Ф14г.2
Фиг.З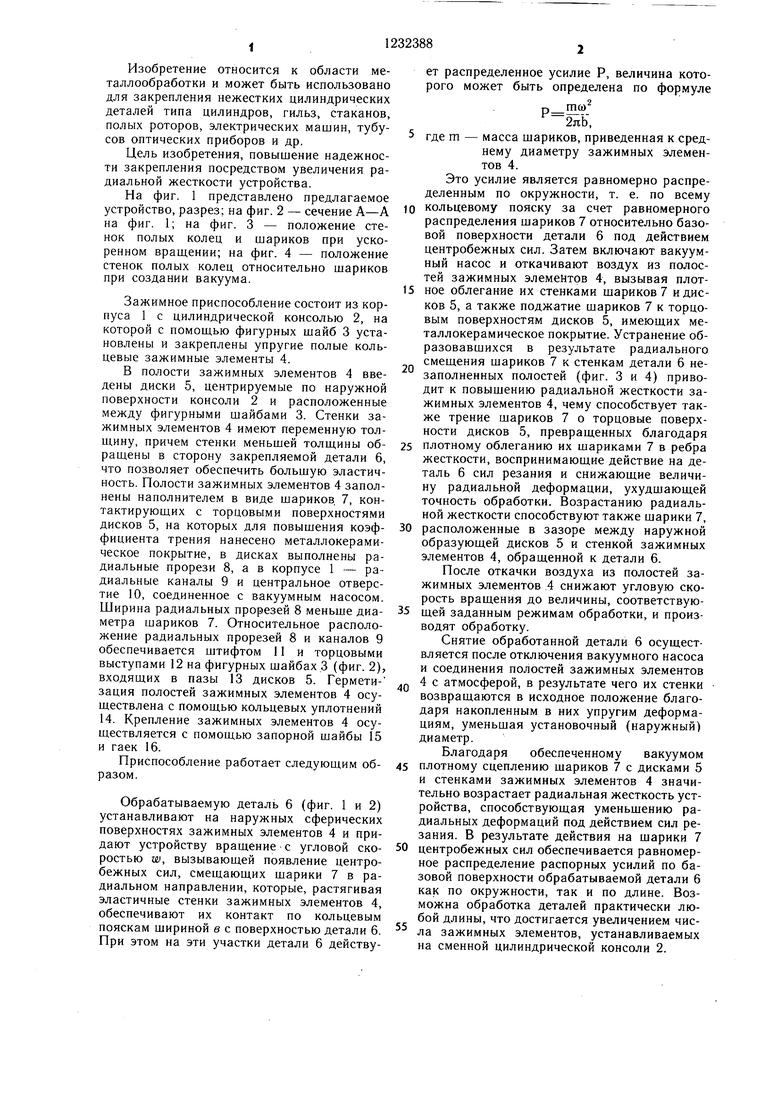
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1982 |
|
SU1093417A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1970 |
|
SU433964A1 |
| ПЕРЕДНЯЯ ОПОРА РОТОРА ВЕНТИЛЯТОРА ДВУХКОНТУРНОГО ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2602470C2 |
| Устройство для закрепления нежестких деталей | 1984 |
|
SU1180170A1 |
| Предохранительная фрикционная муфта | 1982 |
|
SU1128010A1 |
| Ударный гайковерт | 1988 |
|
SU1523328A1 |
| Пневматический ударный гайковерт | 1987 |
|
SU1433784A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Предохранительная фрикционная муфта | 1987 |
|
SU1504398A1 |
| ПОДВОДНОЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1971 |
|
SU305978A1 |
К вакуумному
HQCOCi/
ФигМ
