Известные способы армирования льезоэлементов, основанные на создании вбкруг пьезоэлемента металлической обоймы, сж имающей льезоэлемент в радиальных .направлениях и устанавливаемой на него, например, методом горячей посадки, .не обеспечивают создация равномерлого сжимающего усилия по периметру пьезоэлемента.
Цель изобретения - получать равномер-ное сжимающее усилие по периметру пьезоэлемелта.
Согласно описываемому способу боковую поверхность пьезоэлемента амальгамируют, снабжают эластичным пояском, помещают в ге-рметизированную форму, а в зазор между бокозой поверхностью пьезоэлемента и боковыми стенками формы нагнетают под давлением жидкость, нагревают форму до расплавления амальгамы, затем охлаждают ее, ноддерж.ивая в процессе охлаждения заданное избыточное давление жидкости.
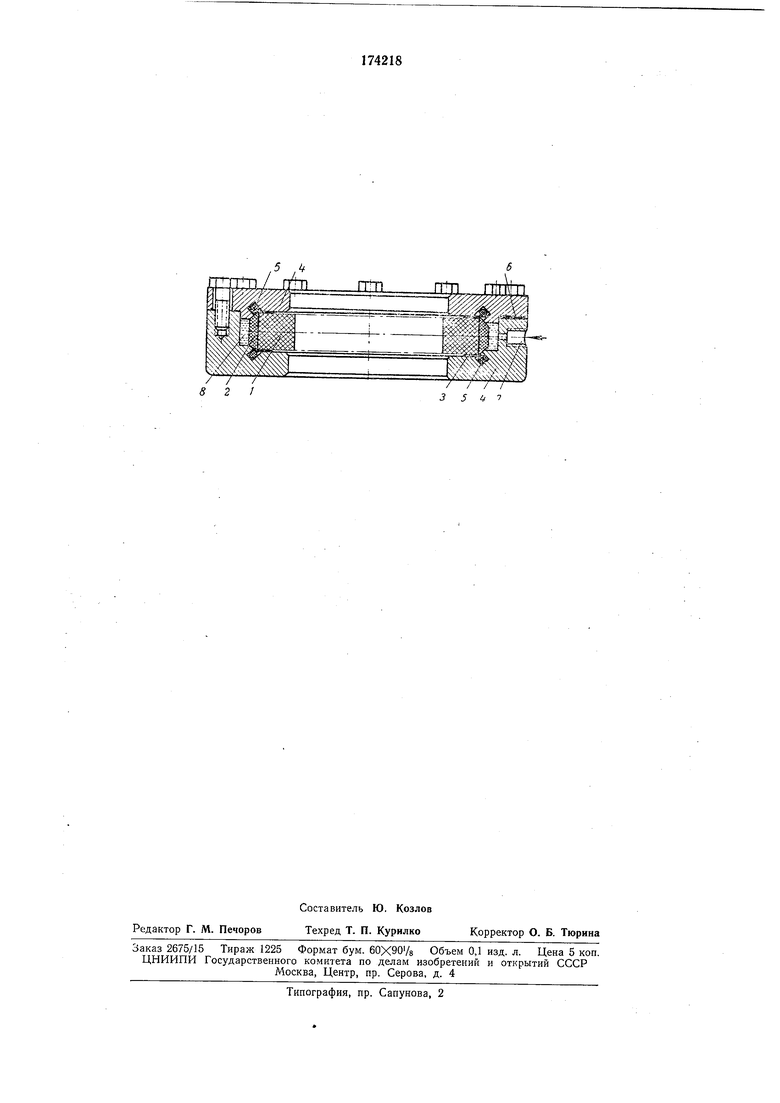
На чертеже, поясняющем описываемый способ, изображено устройство для армирования пьезоэлементоВ.
На боковую поверхность пьезоэлемента 1 наносят слой медной алюмир иевой, цинковой или какой-либо другой легкоплавкой амальгамы 2, а на поверхности амальгамы размещают эластичный поясок 5. Затем пьезоэлемент / помещают в герметизированную форму 4, снабженную уплотнительными кольцами 5 и уплотнительной прокладкой 6, и через отверстие 7 в зазор между боковой поверхностью пьезоэлемента и боковыми стенками формы 4 нагнетают жидкость 8. Форму нагревают до расплавления амальгамы, после чего ее охлаждают, поддерживая в жидкости 5 заданное по технологическим условиям избыточное давление. После удаления формы получают армированный пьезоэлемент, равномерно сжатый затвердевшей амальгамой 2.
Регулируя давление жидкости 8 в процессе затвердевания амалыамы, легко подбирают оптимальное статическое давление на пьезо элемент.
Предмет нзобрете н и я.
Способ армирования пьезоэлементов, основанный на создании вокруг пьезоэлемента металлической обоймы, сжимающей пьезоэлемент в радиальных ;панравленнях, отличающийся тем, что, с целью получения равномерного сжнмаюн-,его усилия но периметру пьезоэлемента, его боковую поверхность амальгамируют, снабжают э; астич ным пояском, помещают в герметизированную форму, в зазор между боковой позерхностью пьезоэлемента н боковыми стенками формы нагнетают под давлением жидкость, нагревают форму до расплавления амальгамы, затем охлаждают ее, подде|рживая в процессе охлаждения заданное избыточное давление жидкости.
8 2
/ / / I 3 5 и 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЕНСАЦИИ ГИДРАВЛИЧЕСКОГО УДАРА В ТРУБОПРОВОДНОЙ СЕТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422715C1 |
| Способ сборки пакетных пьезоэлектрических преобразователей | 1976 |
|
SU585887A1 |
| СПОСОБ СБОРКИ И РЕМОНТА ЦИЛИНДРИЧЕСКОГО ПЬЕЗОКЕРАМИЧЕСКОГО СЕКЦИОНИРОВАННОГО ПРЕОБРАЗОВАТЕЛЯ | 2000 |
|
RU2167471C1 |
| ШАРОШЕЧНОЕ ДОЛОТО С ГЕРМЕТИЗИРОВАННОЙ ОПОРОЙ | 2008 |
|
RU2389860C1 |
| ПОРШЕНЬ ДЛЯ МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ХОЛОДНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2431543C2 |
| УПЛОТНЕНИЕ ЦИЛИНДРОПЛУНЖЕРНОЙ ПАРЫ | 2010 |
|
RU2441180C1 |
| Способ изготовления герметизирующего элемента торцового уплотнения с металлокерамическим уплотнительным кольцом | 1990 |
|
SU1732093A1 |
| СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ И ДРУГИХ ПРОДУКТОВ С КАПСУЛОЙ, СОДЕРЖАЩЕЙ СРЕДСТВО УПЛОТНЕНИЯ | 2005 |
|
RU2378967C2 |
| Контейнер для транспортирования грузов в системах трубопроводного транспорта | 1981 |
|
SU998258A1 |
| ПОРШЕНЬ ДЛЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ХОЛОДНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2012 |
|
RU2582509C1 |